
عندما يتعلق الأمر بالأجزاء البلاستيكية, الوظيفة ليست الشرط الوحيد. إن مظهر المنتج له نفس القدر من الأهمية - خاصة في الصناعات التي يؤثر فيها تصور المستهلك وجمالياته على قيمة العلامة التجارية. يعد القولبة بالحقن إحدى طرق التصنيع الأكثر استخدامًا لإنتاج الأجزاء البلاستيكية على نطاق واسع. بينما تتسم بالكفاءة, وتكون العملية أيضًا عرضة للعيوب التجميلية التي يمكن أن تؤثر سلبًا على الجودة ورضا العملاء.
في هذه المقالة, سنناقش المعايير التجميلية للأجزاء البلاستيكية, فحص العيوب التجميلية الأكثر شيوعاً في صب الحقن, استكشاف أسبابهم, وتقديم الحلول العملية لتجنبها أو إصلاحها.
معايير مستحضرات التجميل للأجزاء البلاستيكية

معايير مستحضرات التجميل للأجزاء البلاستيكية
قبل الغوص في عيوب محددة, من المهم أن نفهم كيفية قياس جودة مستحضرات التجميل. يتم تقييم الأجزاء البلاستيكية باستخدام أنظمة تصنيف موحدة تحدد التشطيبات السطحية المقبولة وبدلات العيوب.
خمسة مستويات من معايير التجميل:
درجة 1: واضح, شفاف, أو أجزاء مصقولة للغاية بأعلى المعايير والحد الأدنى من تحمل العيوب.
درجة 2: طلاء منخفض الجودة, واضح شفاف, أو أجزاء مزخرفة/غير مزخرفة مع بدلات عيوب أكثر قليلاً.
درجة 3: طلاء منخفض الجودة, الأجزاء غير المزخرفة حيث تكون الجماليات أقل أهمية.
درجة 4: الأجزاء المطلية حيث قد يتم إخفاء عيوب السطح بواسطة الطلاء.
درجة 5: الحبر مختوم, فحصها بالحرير, مطبوعة, أو الأجزاء المزخرفة حيث يكون التشطيب السطحي أسفل الزخرفة أقل أهمية.
يحدد كل مستوى درجة التوقعات للمصنعين والعملاء. على سبيل المثال, درجة 1 تتطلب الأجزاء دقة استثنائية, بينما الصف 5 قد تتحمل الأجزاء عيوبًا طفيفة نظرًا لأن السطح مغطى.
For beauty and personal care brands, cosmetic standards are often stricter because visible defects can affect the appearance, decoration quality, and overall consistency of custom cosmetic packaging.
عيوب تجميلية شائعة في صب الحقن
1. فلاش

العيوب التجميلية الشائعة في فلاش القولبة بالحقن
تعريف: نتوءات رقيقة من البلاستيك على طول حافة الجزء تحدث عندما تهرب المادة المنصهرة من تجويف القالب.
الأسباب:
أسطح العفن البالية أو التالفة
قوالب سيئة التصميم أو ذات جودة منخفضة
قوة التثبيت غير كافية
ضغط الحقن المفرط
إصلاحات:
لحام وإعادة قطع خطوط الفراق
بناء قوالب ذات أقفال مستقيمة دقيقة
زيادة ضغط المشبك
تقليل سرعة الحقن والضغط
صيانة واستبدال القوالب بانتظام
2. علامات بالوعة

علامات بالوعة
تعريف: المنخفضات الصغيرة أو الحفر على الأجزاء السميكة من جزء ما بسبب الانكماش غير المتساوي.
الأسباب:
تصميم جزء سيء مع أقسام جدار سميكة
ضغط تجويف منخفض
ارتفاع درجات حرارة البوابة أو العفن
التبريد غير المتساوي بين المناطق السميكة والرقيقة
إصلاحات:
زيادة ضغط الحقن وزمن الانتظار
تحسين سمك الجدار (40– 60% من الجزء السميك)
خفض درجة حرارة العفن
تعديل تصميم الجزء لتجنب الأقسام الضخمة
3. خطوط التدفق
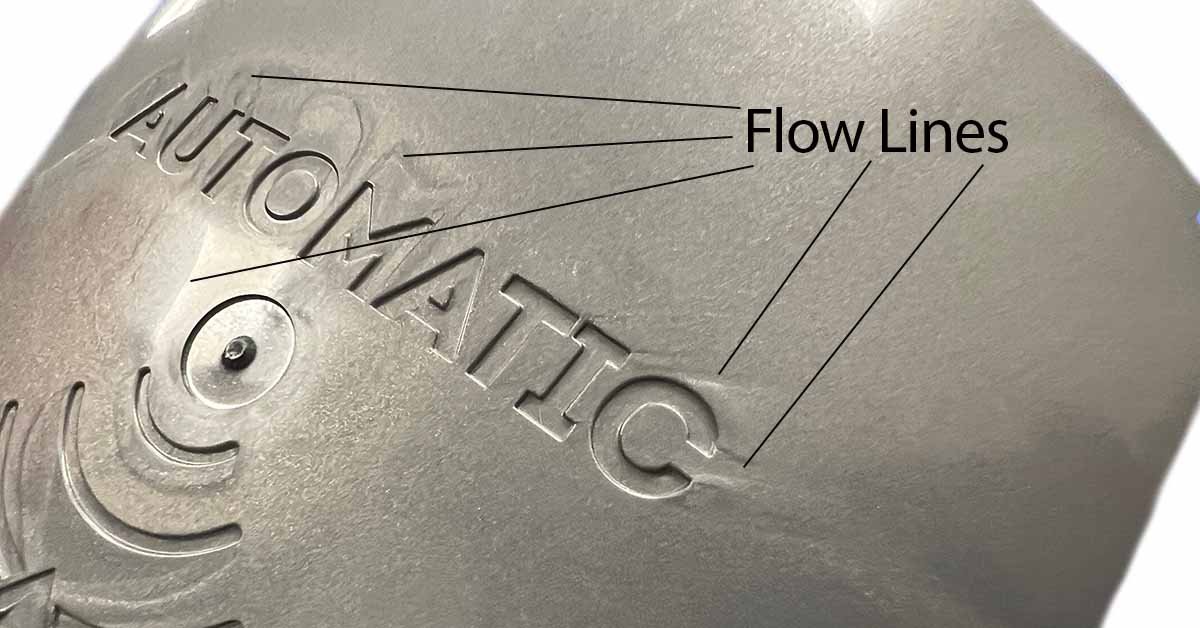
خطوط التدفق
تعريف: خطوط مرئية, أنماط متموجة, أو خطوط, عادة بالقرب من منطقة البوابة, بسبب التدفق البلاستيكي غير المتناسق.
الأسباب:
سمك الجدار غير موحد
الاختلافات في معدل التبريد
انخفاض ضغط الحقن أو سرعة التعبئة البطيئة
إصلاحات:
ضمان سمك الجدار موحدة
زوايا حادة مستديرة في التصميم
ضع البوابة بالقرب من الجدران الرقيقة
زيادة سرعة الحقن ودرجة الحرارة
ضع مواد تشحيم لسطح القالب إذا لزم الأمر
4. خطوط متماسكة (خطوط اللحام)

خطوط متماسكة (خطوط اللحام)
تعريف: رفيع, خطوط تشبه الشقوق حيث تلتقي جبهتان منصهرتان وتفشلان في الارتباط بشكل صحيح.
الأسباب:
التصلب الجزئي قبل الدمج
ضعف تدفق المواد
نظام البوابات غير كاف
إصلاحات:
استخدم بوابة واحدة عندما يكون ذلك ممكنًا
اختر مواد منخفضة اللزوجة
زيادة درجة حرارة الذوبان والضغط
إعادة تصميم الأجزاء لحفر الثقوب بعد القولبة بدلاً من قولبتها مباشرة
5. الفراغات
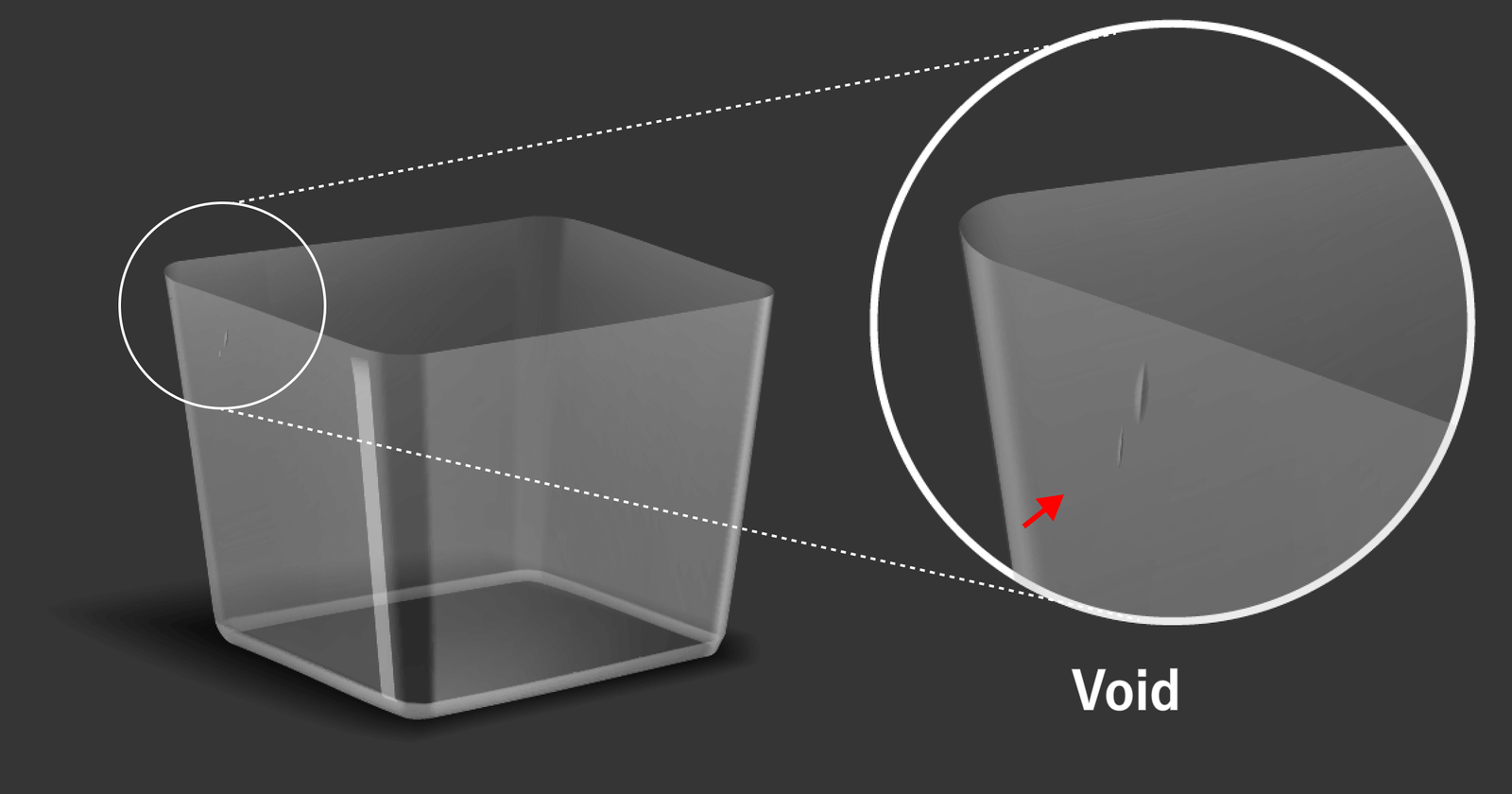
الفراغات
تعريف: جيوب هوائية أو فقاعات داخل الجزء المصبوب مما يؤثر على المظهر والقوة.
الأسباب:
ضغط صب غير كاف
أقسام الجدار السميكة تبرد بشكل غير متساو
نصفين العفن المنحرفين
إصلاحات:
زيادة ضغط القالب
قم بمحاذاة نصفي القالب بدقة
تقليل سمك الجدار
ضع البوابات بالقرب من المقاطع السميكة
6. تغير اللون
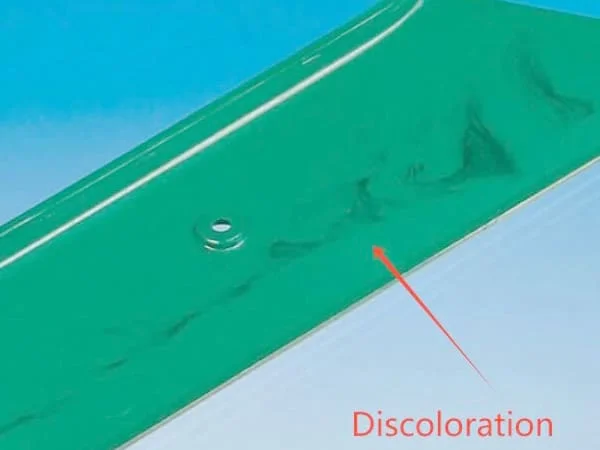
تغير اللون
تعريف: خطوط أو بقع غير مرغوب فيها ذات لون غير متناسق.
الأسباب:
المواد المتبقية في الفوهة
التلوث من عمليات الإنتاج السابقة
سوء خلط عامل التلوين
التدفئة المفرطة
إصلاحات:
تطهير آلة صب الحقن بانتظام
تنظيف كافة المعدات بين أشواط
امزج المواد الخام جيدًا مع عوامل التلوين
انخفاض درجات حرارة الذوبان لتجنب ارتفاع درجة حرارة الأصباغ
7. تزييف
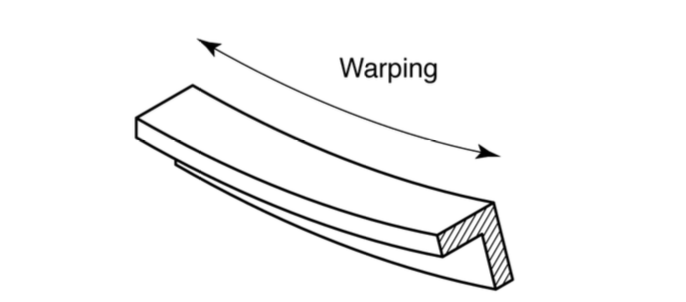
تزييف
تعريف: التواء أو ثني الجزء بسبب الانكماش غير المتساوي أثناء التبريد.
الأسباب:
معدلات تبريد مختلفة عبر الجزء
مواد عالية الانكماش
سماكة الجدار غير المستوية
إصلاحات:
استخدم مواد ذات خصائص انكماش منخفضة
ضمان سمك الجدار موحدة
التحكم وتوازن التبريد عبر القالب
قم بتبريد الأجزاء تدريجيًا لتقليل الضغط
8. لقطات قصيرة
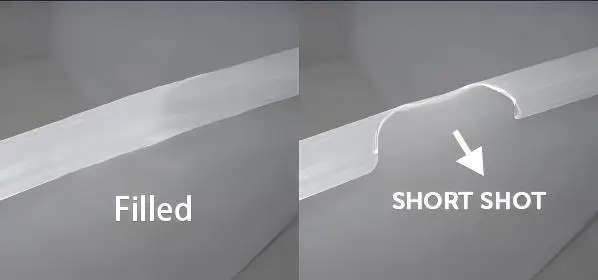
لقطات قصيرة
تعريف: ملء غير كامل لتجويف القالب, ترك مناطق فارغة أو أقسام مفقودة.
الأسباب:
البوابات المسدودة
ضغط الحقن غير كاف
مواد عالية اللزوجة
انخفاض درجة حرارة العفن أو الذوبان
الهواء المحبوس في التجاويف
إصلاحات:
زيادة درجة حرارة العفن/الذوبان
استخدم بوابات أكبر أو متعددة
أضف المزيد من الفتحات لإطلاق الهواء
اختر مواد بلاستيكية أقل لزوجة
ضبط سرعة الحقن والضغط
9. النفث
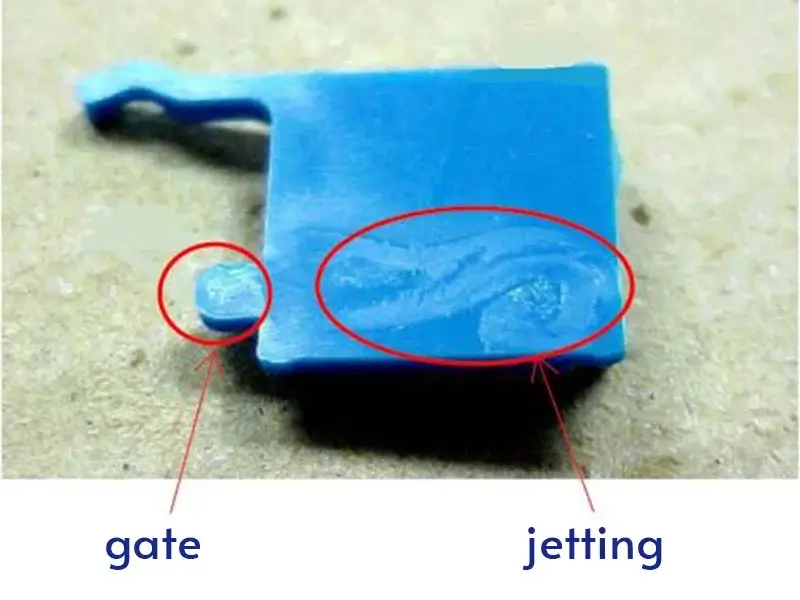
النفث
تعريف: مائج, أنماط التدفق المطوية على السطح بسبب التدفق غير السليم للبلاستيك المنصهر.
الأسباب:
ارتفاع ضغط الحقن بشكل مفرط
درجة حرارة ذوبان منخفضة تمنع التصاق أسطح القالب
إصلاحات:
زيادة درجات حرارة الذوبان والعفن
خفض ضغط الحقن
تكبير حجم البوابة لتعزيز التدفق الأكثر سلاسة
10. علامات الحروق

علامات الحروق
تعريف: تغير اللون البني أو الأسود على السطح بسبب ارتفاع درجة الحرارة أو الهواء المحبوس.
الأسباب:
تدهور الراتنج بسبب التدفئة المفرطة
سرعة حقن عالية تحبس الهواء بالداخل
إصلاحات:
انخفاض درجات حرارة الذوبان والعفن
تقليل سرعة الحقن
إضافة أو تكبير قنوات التنفيس
11. تصفيح السطح
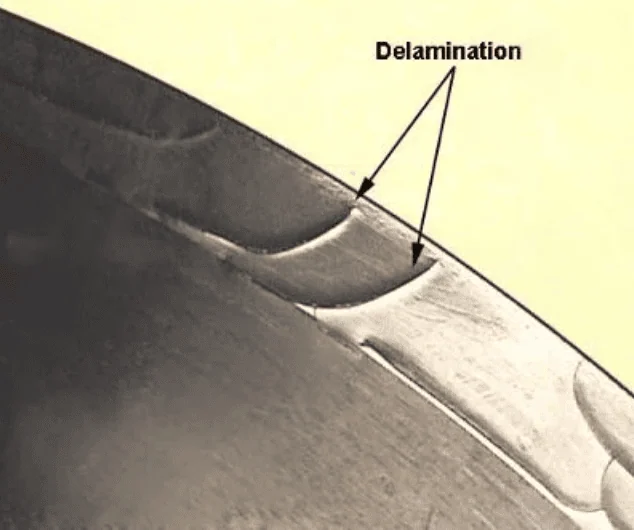
تصفيح السطح
تعريف: تقشير أو تقشر الطبقات السطحية الرقيقة, إضعاف قوة الجزء ومظهره.
الأسباب:
المواد الخام الملوثة
الرطوبة المتبقية على الكريات
الاعتماد المفرط على عوامل إطلاق العفن
إصلاحات:
تجفيف المواد الخام قبل التشكيل
تخزين المواد والتعامل معها بشكل صحيح
إعادة تصميم آليات الطرد لتقليل استخدام عوامل الإطلاق
رفع درجة حرارة القالب لترابط أقوى
تجنب الزوايا الحادة التي تركز التوتر
أفضل الممارسات لتجنب العيوب التجميلية
استثمر في تصميم قوالب عالية الجودة مع سمك جدار موحد, مسارات التدفق السلس, والبوابة المناسبة.
الحفاظ على القوالب بانتظام لمنع التآكل, اختلال, أو تراكم الملوثات.
تحسين معلمات المعالجة مثل ضغط الحقن, درجة حرارة الذوبان, ومعدلات التبريد.
اختر المواد بحكمة على أساس اللزوجة, معدلات الانكماش, والتوافق مع التشطيبات المقصودة.
تنفيذ عمليات التفتيش أثناء العملية لتحديد العيوب مبكرًا في الإنتاج وضبط الإعدادات بسرعة.
خاتمة
العيوب التجميلية في قولبة الحقن شائعة ولكن يمكن الوقاية منها. ومن خلال فهم الأسباب وتطبيق الحلول الصحيحة — بدءًا من تصميم القالب الأفضل إلى ظروف المعالجة المُحسّنة — يمكنك تقليل إعادة العمل إلى الحد الأدنى, تقليل الخردة, وتقديم أجزاء لا تعمل بشكل جيد فحسب، بل تفي أيضًا بالمعايير الجمالية.
للشركات, فالاستثمار في الوقاية أكثر فعالية من حيث التكلفة من إصلاح العيوب بعد الإنتاج. الشراكة مع قوالب الحقن ذات الخبرة تضمن جودة أعلى, اتساق أفضل, وتقليل مخاطر المشكلات التجميلية.
الأسئلة الشائعة
- ما هي العيوب التجميلية الأكثر شيوعاً في عملية القولبة بالحقن؟?
العيوب التجميلية الأكثر شيوعًا تشمل الفلاش, علامات بالوعة, خطوط التدفق, خطوط متماسكة (خطوط اللحام), الفراغات, تغير اللون, تزييف, لقطات قصيرة, النفث, علامات حرق, والتصفيح السطحي. ولكل عيب أسباب مختلفة, مثل سوء تصميم القالب, التبريد غير المتكافئ, أو معلمات معالجة غير صحيحة. - كيف يمكنني منع ظهور علامات الحوض في الأجزاء المصبوبة بالحقن؟?
لتقليل علامات الحوض, ضمان سمك الجدار موحدة, زيادة ضغط الحقن ووقت الانتظار, وخفض درجات حرارة العفن لتحسين التبريد. يعد استخدام الأضلاع بدلاً من الجدران السميكة في التصميم الجزئي أيضًا استراتيجية فعالة. - ما هو الفرق بين خطوط اللحام وخطوط التدفق?
خطوط اللحام (خطوط متماسكة): تظهر وكأنها رقيقة, خطوط تشبه الشقوق حيث تلتقي جبهتا التدفق ولكنهما تفشلان في الارتباط تمامًا. يمكن أن تضعف القوة الهيكلية.
خطوط التدفق: تظهر على شكل خطوط متموجة أو تغيرات في اللون ناجمة عن التدفق غير المتسق للبلاستيك أو التبريد غير المتساوي. هذه تؤثر في الغالب على الجماليات ولكن ليس على الوظيفة.
- لماذا يحدث التزييف في صب الحقن?
يحدث الالتواء عندما تبرد مناطق مختلفة من الجزء المصبوب وتتقلص بمعدلات مختلفة, خلق الضغوط الداخلية. استخدام مواد ذات انكماش منخفض, ضمان سمك الجدار موحدة, والتحكم في معدل التبريد يمكن أن يقلل من التشويه. - يمكن أن تؤثر العيوب التجميلية على أداء الجزء?
نعم. في حين أن بعض العيوب تجميلية بحتة (مثل تغير اللون أو خطوط التدفق), أخرى – مثل الفراغات, خطوط اللحام, أو التصفيح - يمكن أن يضعف الخواص الميكانيكية بشكل كبير. للتطبيقات الحرجة للسلامة, حتى العيوب البسيطة يجب تقييمها بعناية.
![]()

