يموت الصب هي عملية تصنيع فعالة تتضمن حقن المعادن المنصهرة تحت الضغط العالي في قوالب لإنشاء مكونات دقيقة وقوية. على الرغم من أنه يشبه صب الحقن البلاستيكي, تمثل صب القالب أكثر تعقيدًا بسبب الضغوط الحرارية والميكانيكية المعنية. هذا التعقيد يجعل يموت صب عرضة لعيوب مختلفة, المساومة على الجودة النهائية للمكونات إذا لم يتم معالجتها بشكل صحيح.
في هذا الدليل, سنستكشف بدقة أنواع مختلفة من عيوب الصب, أسبابهم, حلول عملية, ونصائح الوقاية لمساعدة المهندسين, الشركات المصنعة, ويحقق المصممون أجزاء عالية الجودة باستمرار.
تصنيف عيب الصب
عادة ما تنقص عيوب الصب في فئتين عريضتين:
العيوب الداخلية (غير مرئي خارجيًا ولكن يؤثر على النزاهة الهيكلية)
عيوب سطحية (مرئية خارجيا وتؤثر على جودة السطح)
دعنا نستكشف كل فئة بالتفصيل.
عيوب الصب الداخلية التي تصب
العيوب الداخلية تضعف السلامة الهيكلية للأجزاء المصبقة وغالبًا ما تمر دون أن يلاحظها أحد دون تفتيش شامل.
مسامية الغاز

تحدث عيوب مسامية الغاز عندما تتشكل الغازات المحاصرة فقاعات داخل الصب, مرئية كفراغات مستديرة أو بيضاوية بعد التبريد.
الأسباب:
إطلاق الهيدروجين أثناء التبريد بسبب انخفاض قابلية ذوبان الغاز.
الغازات المحاصرة من التدفقات المعدنية المضطربة.
الغاز المنبعث من عوامل إطلاق العفن المفرطة أو الاستخدام بشكل غير صحيح.
الحلول:
الاستفادة.
تأكد من أن سبائك المعادن نظيفة وجافة قبل الذوبان.
تحسين معلمات الصب (سرعة, درجة حرارة, نظام البوابة).
اختر عوامل إطلاق العفن عالية الجودة وتطبيقها بشكل ضئيل.
مسامية انكماش
تنشأ مسامية الانكماش من التصلب غير المتكافئ, تشكيل الفراغات أو التجاويف الداخلية بسبب انكماش الحجارة للمعادن لأنها تبرد.
الأسباب:
تصميم نظام التبريد غير الكافي.
فتح العفن المبكر.
درجات حرارة مرتفعة بشكل مفرط.
الحلول:
تصميم أنظمة البوابات والناهض الفعالة التي تسهل التغذية المستمرة.
تنفيذ قشعريرة, لفائف التبريد, أو الأضلاع لإدارة تبديد الحرارة.
تحسين درجات حرارة الصب وعمليات التصلب.
الادراج
الادراج هي شوائب محاصرة داخل الصب, في كثير من الأحيان من المواد الأجنبية أو التلوث المعدني, مما أدى إلى نقاط ضعف.
الأسباب:
رسوم الفرن الملوثة.
إزالة الخبث السيئة أثناء تحضير المعادن.
عوامل إطلاق العفن غير لائقة تحتوي على الجرافيت المفرط.
الحلول:
استخدم رسوم معدنية عالية النقية.
محجّنات نظيفة تمامًا ويموت بانتظام.
إدارة المعادن المنصهرة وتنقيتها بشكل صحيح, إزالة الخبث بجد.
تجنب أو التحكم الصارم في وكلاء إصدار العفن المستندة إلى الجرافيت.
عيوب الصب السطحية التي تموت
تؤثر هذه العيوب على الجودة الجمالية وسطح المكونات المصبوب.
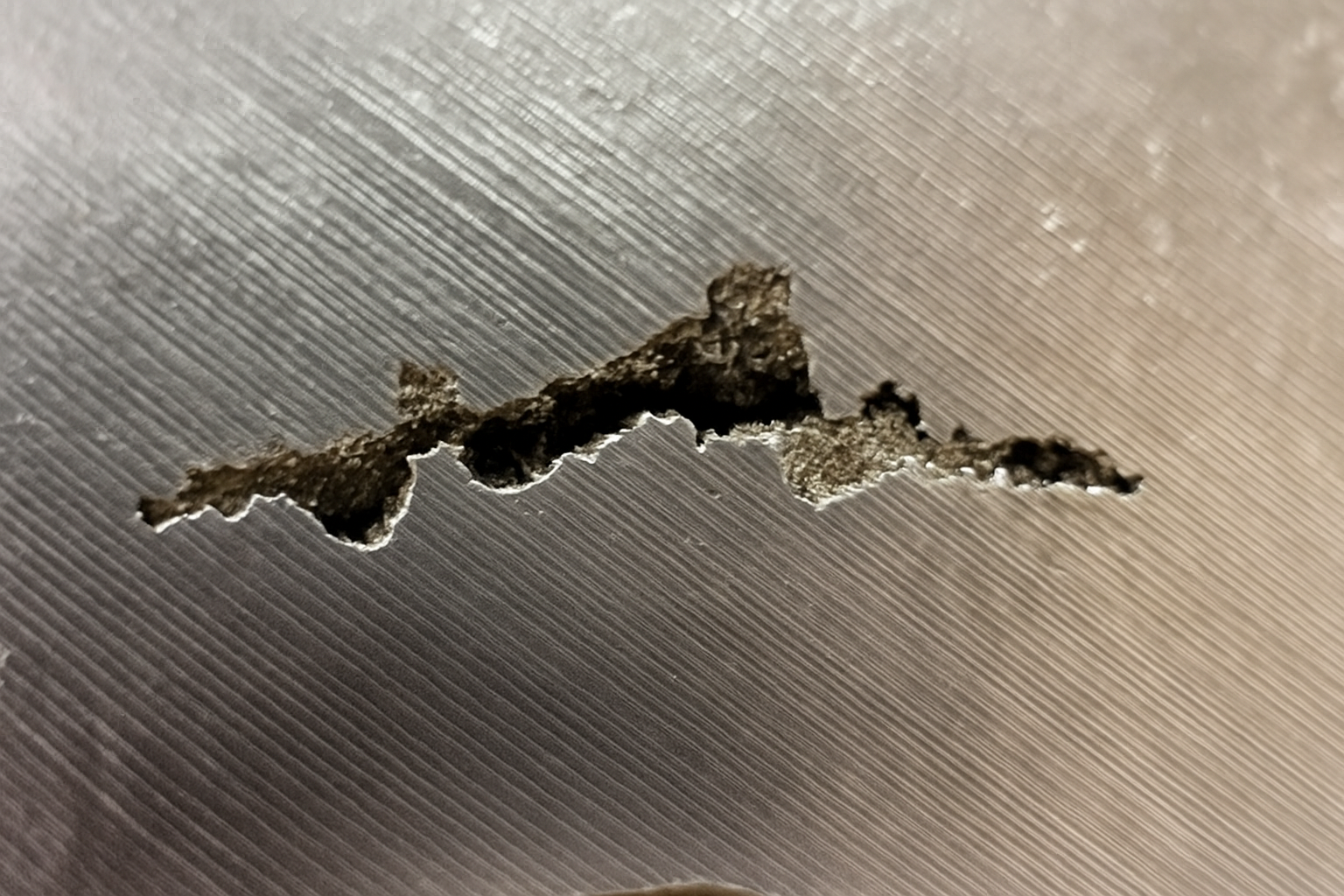
تشققات

تتجلى الشقوق كقواصات خطية أو غير منتظمة ناتجة عن الإجهاد أثناء التبريد أو الطرد.
الأسباب:
الإجهاد المتبقي من تصميم المكون غير لائق.
تركيبة سبيكة غير صحيحة أو خصائص معدنية.
تطبق قوات القذف بشكل غير متساوٍ أو مبكرًا جدًا.
الحلول:
استخدم السبائك التي تم صياغتها خصيصًا للبناء المقصود.
التصميمات مع سماكة جدار متوازنة وموحدة.
تحسين تقنيات هندسة القالب وتقليل الإجهاد.
مغلق البارد
تظهر عيوب الإغلاق الباردة كخطوط ناتجة عن الانصهار غير المكتمل لواجهات المعادن المنصهرة.
الأسباب:
درجات حرارة معدنية منخفضة أو سرعة حقن غير كافية.
أنظمة البوابات سيئة التصميم.
الحلول:
زيادة درجات حرارة العفن والمعادن بشكل مناسب.
تحسين ضغط الحقن, تصميم البوابة, وتكوينات العداء.
تشققات الشبكة
تشبهات الشبكة تشبه رقيقة, أنماط شعري على الأسطح, تقليل كل من الجاذبية الجمالية والنزاهة الهيكلية.
الأسباب:
أسطح الموت الخشنة أو المعالجة بشكل غير صحيح.
ارتفاع درجات حرارة ملء خلق ضغوط حرارية.
عدم كفاية توحيد درجة حرارة التجويف.
الحلول:
تلميع وصيانة تجاويف الموت بانتظام.
الحفاظ على درجات حرارة العفن الأمثل والتوازن الحراري باستخدام أنظمة التبريد التي يتم التحكم فيها.
يسحب واللحام
يظهر السحب كخدوش سطحية خطية, في حين أن اللحام يتضمن المعدن المنصهر بالالتصاق بشكل مفرط بتجويف الموت.
الأسباب:
المعادن المنصهرة محمومة.
سطوح تجويف الموت التالفة أو المعدة بشكل غير صحيح.
زوايا مسودة غير كافية أو غير صحيحة.
الحلول:
تأكد من أن تجويف الموت يتم صيانته جيدًا, مصقول, وإصلاحها.
تطبيق وكلاء إطلاق العفن عالي الجودة بشكل مناسب.
ضبط طرق الطرد وتحسين تصميمات البوابات لتجنب الاحتكاك.
وميض
الهبات رقيقة, المواد الزائدة البارزة من حواف الأجزاء المصبوب.
الأسباب:
سرعات أو ضغوط حقن عالية.
خطوط فراق غير نجسة أو تالفة.
قوة التثبيت غير كافية.
الحلول:
تحسين معلمات الحقن ودرجات الحرارة.
الحفاظ على أسطح الموت وضمان قوى التثبيت الكافية.
بثور
تظهر البثور كقاعات سطحية من الغازات المحاصرة مما تسبب في توسع موضعي تحت درجات حرارة عالية.
الأسباب:
ضعف تنفيس يؤدي إلى جيوب الهواء المحاصرة.
شروط التعبئة المضطربة.
الحلول:
تحسين أنظمة التنفيس والتنفيس.
تتحكم بدقة في معلمات الصب مثل السرعة ودرجة الحرارة.
تشوه
يتضمن التشوه تغييرات في الشكل أو البعد من العيوب غير السليمة أو التصميم.
الأسباب:
ممارسات إزالة البوابة غير صحيحة.
فتح العفن المبكر.
تصاميم الصب الهيكلية الضعيفة.
الحلول:
تحسين توقيت فتح العفن ومعالجة الأجزاء.
إعادة تصميم هندسة صب لضمان تبريد ودعم موحدين أثناء الطرد.
علامات التدفق

علامات التدفق هي أنماط سطح غير متساوية تتشكل أثناء تدفق المعادن, في كثير من الأحيان يؤثر على جماليات وجودة الانتهاء.
الأسباب:
انخفاض درجة حرارة الموت وضغوط ملء.
مواد التشحيم الزائدة أو وكلاء الإطلاق.
الحلول:
ضبط درجة حرارة الموت والحقن معلمات.
الحد من استخدام عامل إطلاق العفن للمبالغ اللازمة.
حشوة قصيرة
يحدث الحشو القصير عندما يفشل المعدن في ملء الموت بالكامل, ترك المناطق غير المكتملة.
الأسباب:
سيولة منخفضة أو ضغوط حقن غير كافية.
أنظمة البوابات سيئة التصميم.
الحلول:
زيادة درجات الحرارة, سرعات الحقن, والضغوط.
إعادة تصميم أنظمة البوابات لتعزيز مسارات تدفق المعادن.
التصفيح
التصفيح الناتجة عن فصل الطبقة المعدنية, عادة ما يتم اكتشافها أثناء عمليات التشطيب.
الأسباب:
شروط التعبئة المضطربة.
تصميم بوابات غير صحيح يسبب تدفقات معدنية متداخلة.
الحلول:
تحسين نظام البوابات لتحقيق تدفق المعادن السلس.
مراقبة ومراقبة ظروف ملء بدقة.
المصارف
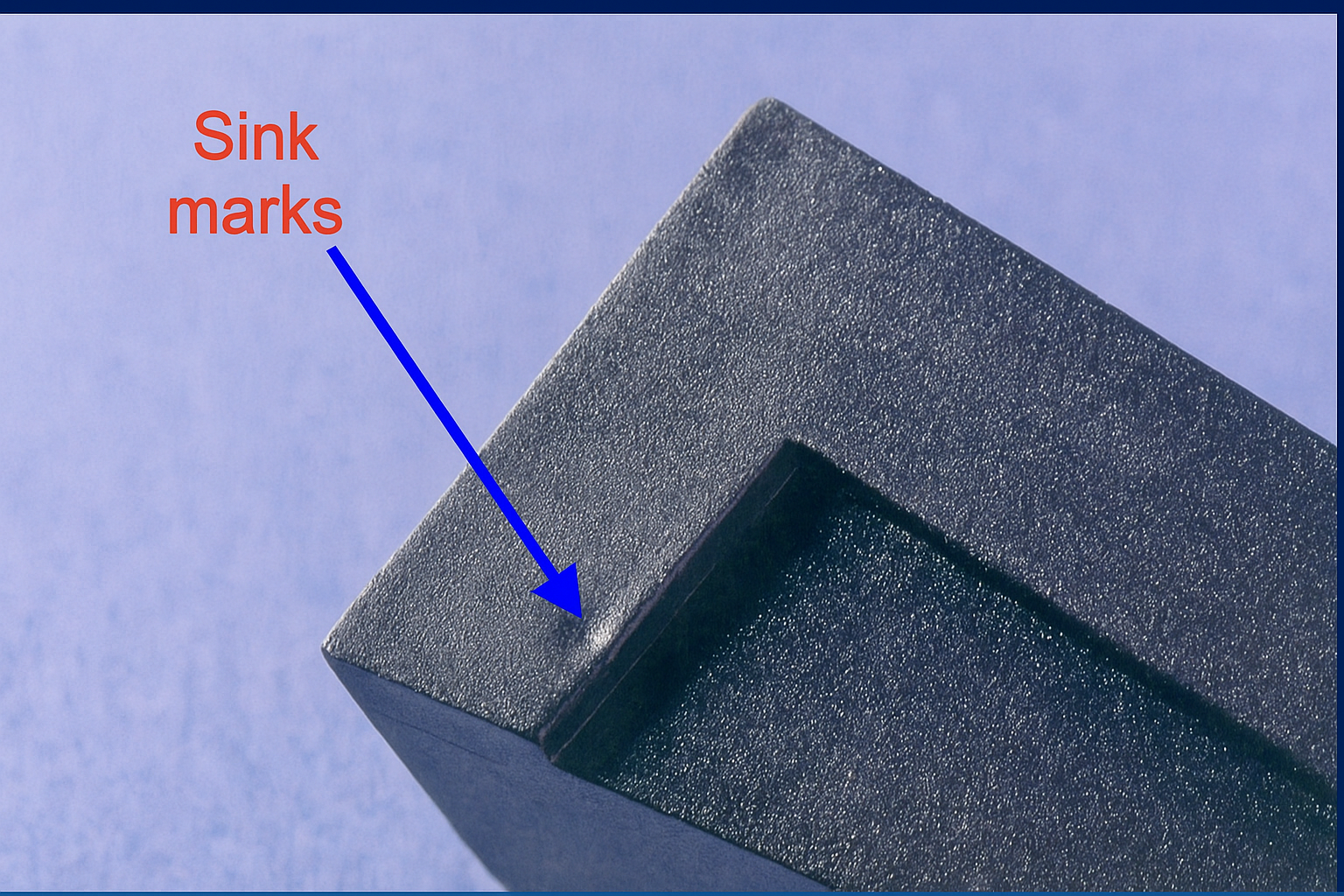
علامات الحوض هي المنخفضات التي تظهر على أقسام سميكة بسبب التصلب غير المناسب والتبريد.
الأسباب:
انخفاض ضغط الحقن أو أوقات الضغط على الضغط القصيرة.
سماكة الجدار غير المستوية.
الحلول:
استخدم سماكة جدار موحدة في التصميمات.
زيادة ضغط الضغط والتصلب.
نصائح لتجنب العيوب الصب
لتقليل العيوب بشكل شامل, اتبع أفضل الممارسات الحرجة:
نظام تصنيف عيب فعال: تحديد ومراقبة العيوب بشكل مستمر لتحديد مجالات المشكلة في وقت مبكر.
سمك الجدار الصحيح: اتبع إرشادات السماكة (على سبيل المثال, 1.5-2.5 مم الألومنيوم, 1.0 ملم الزنك).
وقت ملء يمكن التنبؤ به: استخدم حسابات PQ² لتحسين وقت التعبئة والحقن معلمات الحقن.
أنماط تدفق المعادن المثلى: تصميم أنظمة البوابات للسلاسة, تدفق المعادن المتحكم فيه.
التحكم الصحيح في درجة حرارة الموت: الحفاظ على درجات حرارة الموت لتدفق المعادن المثالي والتبريد.
خاتمة
تعتبر الإدارة الفعالة لعيوب الصب أمر ضروري لتحقيق مكونات عالية الجودة. اعتماد التخطيط الدقيق, مبادئ التصميم المناسبة, مراقبة جودة صارمة, وتحسينات العملية المنتظمة تقلل بشكل كبير من العيوب وتعزز موثوقية المنتج. الشراكة مع الشركات المصنعة ذات الخبرة مثل RapidDirect يضمن نتائج ممتازة ومكونات يمكن الاعتماد عليها.
الأسئلة الشائعة:
- كيف يمكنك تقليل عيوب الصب?
استخدم نظام مراقبة عيب فعال, الحفاظ على درجات حرارة الصب المناسبة, وتحسين تصميم العفن. - ما هو يموت الصب جيد ل?
مثالي لقطع غيار السيارات, المساكن الإلكترونية, المباريات الزخرفية, والمكونات التي تتطلب دقة عالية وقوة. - كيف تزيل المسامية في المسبوكات?
تعزيز تصميمات العفن, تحسين تنفيس, استخدم تقنيات صب الفراغ, وأضف النيتروجين إلى الألمنيوم المنصهر.
![]()