يعد اختيار طريقة الصب الصحيحة قرارًا حاسمًا يحدد الجودة النهائية للمنتج, يكلف, والجدوى. كلاهما يموت الصب و صب الرمل are fundamental processes in metal manufacturing, ولكنها تعمل وفقًا لمبادئ مختلفة إلى حد كبير وتلبي متطلبات صناعية منفصلة. بينما يحقق كلاهما الهدف الأساسي وهو تشكيل المعدن المنصهر إلى الشكل المطلوب, understanding their distinct mechanisms and trade-offs is essential for product engineers and procurement specialists.
Overview and Core Principles
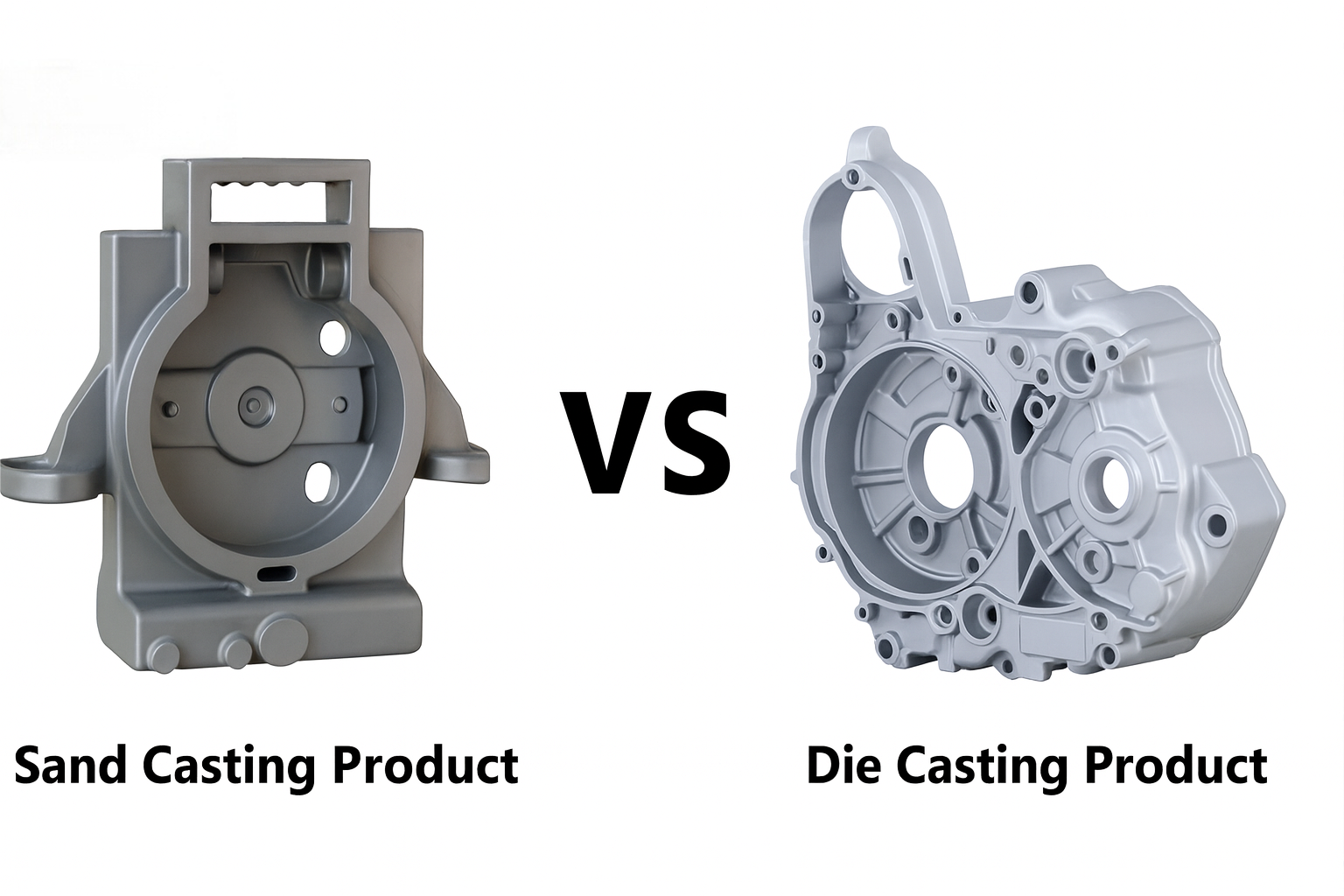
يموت الصب (High-Pressure Process)
Die casting utilizes durable, precisely machined metal molds (يموت). Molten metal is injected into these molds at extremely high pressure (ما يصل الى 4,500 رطل لكل بوصة مربعة) and high speed. This pressure forces the metal into every cavity of the mold, creating highly defined features. بمجرد ترسيخها, the die opens, and the part (the casting) is ejected.
صب الرمل (Atmospheric Process)
Sand casting, the oldest form of casting, uses molds created from a mixture of رمل, فخار, and water (or chemical binders). The molten metal is poured into the mold cavity under atmospheric pressure (gravity alone). The sand mold is destroyed to retrieve the finished part, and a new mold must be prepared for the next cycle.
Key Differences in Detail
The selection often hinges on a deep comparison across seven key parameters:
أ. Tooling Material and Durability
يموت الصب: The metal molds (يموت) are made from hardened tool steel, designed to withstand thousands of cycles. This high durability is the foundation of the process’s efficiency for mass production.
صب الرمل: Molds are ephemeral and made of compacted sand, designed for a single use. The pattern (used to create the cavity in the sand) can be wood, بلاستيك, أو المعدن, offering lower initial costs.
ب. Production Volume and Tooling Costs
| المعلمة | صب الرمل | يموت الصب |
| تكلفة الأدوات (Initial) | قليل (عادة $500 ل $8,000) | عالي (عادة $8,000 ل $80,000 أو أكثر) |
| وقت الدورة | بطيئة (includes 5–10 minutes for mold preparation/destruction) | سريع (cycles measured in seconds/minutes) |
| Ideal Volume | Low-to-Medium (النماذج الأولية, 1 ل 500 وحدات) | High-Volume Mass Production (Thousands to Millions) |
| التكلفة لكل جزء | أعلى | منخفض جدا (due to fast cycle time) |
ج. Dimensional Accuracy and Precision
The high pressure used in die casting is crucial for precision.
يموت الصب: Achieves superior dimensional accuracy (tolerances often within ± 0.05 mm to ± 0.15 مم. This precision often minimizes or eliminates the need for expensive post-machining.
صب الرمل: Lower accuracy (tolerances typically ± 0.8 mm to ± 1.5 مم). The process results in a looser fit and requires larger machining allowances (extra material added for subsequent CNC machining).
د. Surface Finish and Wall Thickness
صقل الأسطح:
يموت الصب: Produces an excellent, الانتهاء السلس (as low as 1 ميكرومتر) right out of the mold, often requiring no finishing.
صب الرمل: يترك خشن, rough surface due to the texture of the sand mold, requiring extensive cleaning, طحن, or shot blasting.
سمك الجدار:
يموت الصب: Capable of producing very جدران رقيقة (as thin as 0.5 مم), enabling lightweight designs.
صب الرمل: Limited to thicker walls (عادة 3 mm or more) to ensure proper flow and prevent solidification defects.
ه. Internal Quality and Strength
يموت الصب: The high-pressure injection minimizes internal porosity (air gaps). This results in a denser, stronger part with superior mechanical properties and a more consistent internal structure.
صب الرمل: Since metal is poured under gravity, air pockets and porosity are common. While the overall material strength may be comparable, the risk of internal defects is higher, which can affect consistency and fatigue life.
F. Material Selection and Size Constraints
القيود المادية (Alloy Friendliness):
يموت الصب: Primarily limited to low-melting-point alloys such as Aluminum (آل), الزنك (الزنك), المغنيسيوم (ملغ), and Copper (النحاس) سبائك. High-melting-point ferrous metals (like steel) are generally incompatible because they would rapidly damage the metal die.
صب الرمل: Highly versatile and alloy-friendly. It can be used for almost any metal, including high-temperature ferrous alloys like steel and cast iron, as the sand mold is destroyed after one use.
Size Constraints:
يموت الصب: Usually limited to smaller-to-medium-sized parts (على سبيل المثال, كتل المحرك, حالات انتقال, المساكن).
صب الرمل: مثالي ل مكونات كبيرة جدا (على سبيل المثال, massive pump casings, large machine bases, مراوح السفينة), as mold size is easily scaled.
Selecting the Right Process
The optimal choice is determined by prioritizing the key requirements of the final component:
| If Your Primary Requirement Is… | Choose… | Rationale |
| ارتفاع حجم الإنتاج | يموت الصب | Fastest cycle time (highest throughput). |
| Low Tooling Budget / Quick Start | صب الرمل | Minimal initial investment and rapid pattern creation. |
| تشطيب سطحي فائق / Thin Walls | يموت الصب | Pressure injection creates smooth surfaces and allows for thinner designs. |
| Casting Steel or Cast Iron | صب الرمل | Can handle the high melting temperature of ferrous alloys. |
| Very Large Part Size | صب الرمل | Scalable mold size and lower cost per unit volume for massive components. |
| التسامح ضيق & Minimal Machining | يموت الصب | Inherently higher precision and excellent repeatability. |
التطبيقات النموذجية
Die Casting Applications: السيارات (بين قوسين المحرك, مساكن الإرسال, بيستونز), إلكترونيات (بالوعة الحرارة, حاويات), أدوات كهربائية, الأجهزة الطبية, and Toys.
Sand Casting Applications: Large valves, كتل المحرك, agricultural equipment frames, machine tool bases, and any specialized or النموذج الأولي part needed quickly and cheaply.
في ملخص, Die Casting is a high-speed, high-precision solution for high-volume, small-to-medium parts, بينما Sand Casting is a flexible, lower-cost option for prototypes, يدير الحجم المنخفض, and very large components made from any alloy.
الأسئلة الشائعة
1. Why is Die Casting generally limited to low-melting-point alloys like Aluminum and Zinc?
Die casting uses metal dies made of hardened steel. If high-melting-point metals (like steel or cast iron) استخدمت, the extreme heat would cause the metal dies to erode rapidly (a process called thermal fatigue or “heat checking”), dramatically reducing the die’s lifespan and increasing maintenance costs. لذلك, die casting is cost-effective only with alloys that have lower melting temperatures, such as Aluminum (آل), الزنك (الزنك), والمغنيسيوم (ملغ).
2. Can sand castings achieve the same precision as die castings if post-machining is performed?
While post-machining (على سبيل المثال, using CNC) can correct the dimensional inaccuracies and rough surface finish of sand castings, achieving the same level of precision as an كما die-cast part is often impractical and expensive. Sand castings require a large machining allowance (extra material) to compensate for casting variations. Removing this material through CNC adds significant time and cost, often negating the initial savings of the sand casting process.
3. What is the main cause of the rough surface finish in sand casting?
The roughness in sand casting is caused by the mold material itself. The sand particles used to create the cavity are relatively coarse. When the molten metal fills the cavity, its surface texture mirrors the coarse texture of the sand grains, resulting in a matte, granular, and uneven surface.
4. Why are internal defects (المسامية) more common in sand casting than die casting?
In sand casting, metal is poured under gravity (atmospheric pressure). During solidification, gas bubbles can become trapped, or shrinkage cavities can form relatively easily, leading to المسامية. في يموت الصب, ال extremely high injection pressure compacts the metal as it solidifies, forcing air and gases out and resulting in a much denser, more structurally sound internal structure with minimal porosity.
5. For low-volume production of a large part, what factor makes sand casting cheaper despite its slow cycle time?
For low-volume runs of large parts, the high cost of creating a durable, دقة metal die for die casting becomes the overwhelming expense. Sand casting is cheaper because the tooling (ال pattern used to make the sand mold) is often made from inexpensive materials like wood, بلاستيك, or foam, representing a minimal capital investment compared to the massive steel die required for the alternative process.
6. How does the cooling rate differ between the two processes, and why does it matter?
يموت الصب: The molten metal contacts a cold, كثيفة metal mold, resulting in very rapid cooling. This rapid cooling often produces a finer grain structure near the surface ("منطقة البرد"), which can enhance surface hardness and strength.
صب الرمل: The molten metal is surrounded by porous, العزل رمل, resulting in a much slower cooling rate. The slow cooling leads to a coarser grain structure and can increase the risk of internal defects.
7. When considering sustainability, which process is more environmentally friendly?
Both processes have environmental factors:
يموت الصب: Is highly energy-intensive due to the need to keep large metal dies hot and the high-pressure system. لكن, the metal dies are reusable for hundreds of thousands of parts.
صب الرمل: The primary waste is the large volume of spent, used sand that must be disposed of or recycled.
عمومًا, Die Casting is considered more sustainable for mass production because the extremely low material waste, التكرار العالي, and long tool life result in less overall waste per part produced compared to the continuous consumption of sand in the alternative process.
![]()