عندما بدأت الثورة الرقمية, توقع الكثيرون أن أجهزة الكمبيوتر والروبوتات ستحل محل البشر قريبًا على أرضية المصنع - العمل بشكل أسرع, أرخص, وبدون خطأ. حتى الآن, بعد عقود, لقد اكتشفنا أن الإبداع البشري وحل المشكلات بسرعة لا يمكن الاستغناء عنه, وخاصة في مهام التصنيع المعقدة. تتفوق آلات CNC في التكرار, العمليات القائمة على القواعد, ولكن عندما تتجاوز قطعة العمل حدود الماكينة أو تطرح عوائق غير متوقعة, إنه الميكانيكي ذو الخبرة هو الذي يجد طريقًا للمضي قدمًا.
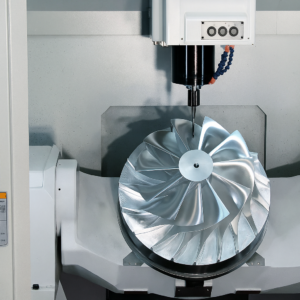
تسلط تصنيع الأجزاء الكبيرة الضوء على هذا التآزر بين الأتمتة والبراعة البشرية. بينما يمكن للمطحنة ذات 3 محاور أن تقوم بإخراج الأقواس الصغيرة بسهولة, معالجة شعاع هيكلي بطول 5 أمتار, صب ثقيل, أو يتطلب القالب متعدد الأطنان تفكيرًا مرنًا. في هذه المقالة, سنستكشف أربع عقبات شائعة نواجهها عند معالجة المكونات كبيرة الحجم، ونشاركها بشكل عملي, الاستراتيجيات التفصيلية التي تستخدمها المتاجر واسعة الحيلة لإنجاز المهمة بشكل صحيح.
أربع مشاكل شائعة عند تصنيع الأجزاء الكبيرة

مظروف العمل صغير جدًا
المشكلة:
حتى مراكز التصنيع الأكثر تقدمًا لديها انتقال محدود في X, ي, ومحاور Z. إذا كان الصب الخام أو الخام الخاص بك يمتد إلى ما هو أبعد من تلك الحدود, لا يمكنك ببساطة الوصول إلى كل ميزة في إعداد واحد.
الحلول التفصيلية:
التصنيع المجزأ & إعادة التموضع
تركيبات مخصصة: آلة منطقة واحدة في وقت واحد, ثم قم بتحريك الجزء أو تدويره في موضعه باستخدام قضبان متطابقة أو حوامل دوارة دقيقة.
رقصات الفهرسة: قم بدمج ميزات مسند الإسناد المضمنة في تصميم التركيب الخاص بك بحيث يتم تحديد موقع الجزء بدقة دائمًا بعد كل حركة - مما يؤدي إلى القضاء على أخطاء تحديد المواقع التراكمية.
تخطيط CAD/CAM: قم باستيراد إعدادات مجزأة إلى برنامج CAM الخاص بك لمحاكاة الموافقات وإنشاء مسارات أدوات منفصلة لكل منطقة.
الآلات البديلة
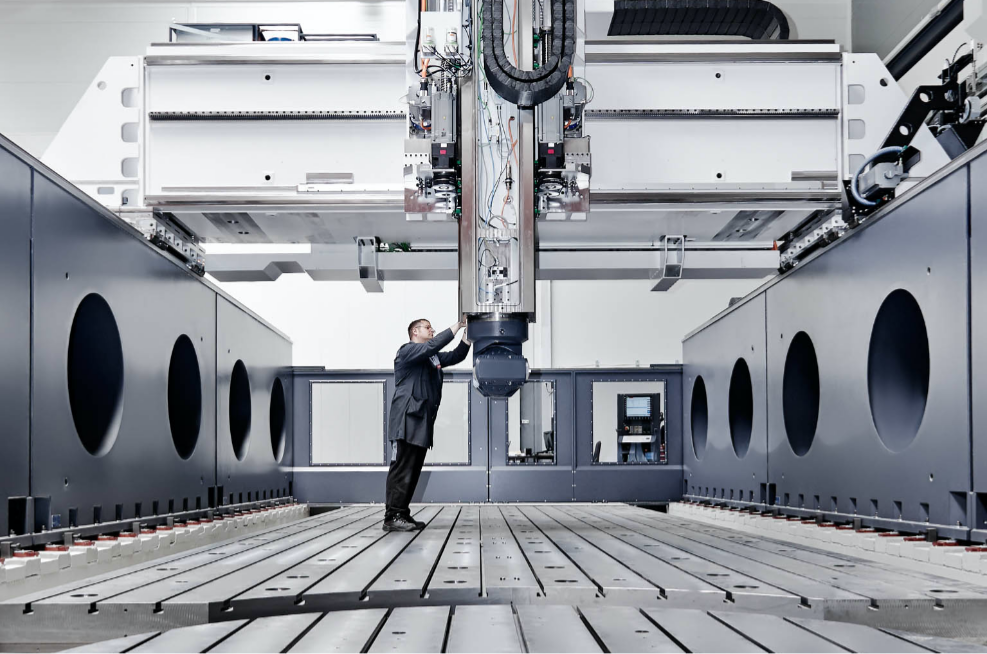
المطاحن العملاقة: للأجزاء الكبيرة بشكل استثنائي, توفر المطاحن العملاقة العلوية مئات البوصات من السفر.
وحدات التصنيع المحمولة: يمكن تثبيت آلات الحفر والطحن المحمولة في الموقع مباشرة على مجموعات كبيرة, جلب الأداة إلى قطعة العمل وليس العكس.
تحول & مطحنة / بدوره الهجينة: تتيح لك المطحنة الأفقية ذات الطاولة الدوارة ذات القطر الكبير التعامل مع الأعمدة أو الأسطوانات الطويلة في عدد أقل من الإعدادات.
قطعة العمل كبيرة جدًا بالنسبة للعلبة
المشكلة:
قد يكون الجزء الخاص بك طويلًا جدًا تحت المغزل, طويلة جدًا بحيث لا يمكن وضعها داخل حواجز الأمان, أو أنها ببساطة ثقيلة جدًا لدرجة أنها تتجاوز سعة تحميل الماكينة.
الحلول التفصيلية:
تصميم الجزء المعياري
مكونات الانقسام: خلال مرحلة التصميم, تحديد أنه سيتم إنتاج التجميعات المعقدة في مجموعات فرعية مجمعة بمسامير. غالبًا ما يؤدي تصنيع الوحدات الأصغر حجمًا إلى تقليل تعقيد الإعداد وتحسين التفاوتات.
تشطيب التجميع الكامل: تدوم أوجه تزاوج الماكينة وميزات المحاذاة - بعد التجميع الملحوم أو المثبت بمسامير - لضمان الدقة الشاملة.
تعديلات الآلة (مع الحذر)
مقايضة رأس المغزل: استخدم حامل أدوات أقصر من الأنف إلى الطاولة للحصول على حركة Z إضافية.
إزالة الحاجز: قم بإزالة أو إعادة تكوين واقيات الرقاقة وأبواب الأمان مؤقتًا - بعد تقييم المخاطر والقفل/وضع العلامات بشكل مناسب - لاستيعاب الأجزاء الأطول.
زيادة الصلابة: تعزيز أو إضافة دعامات للأبواب والحواجز لمنع الاهتزاز أو الاتصال العرضي.
الدعم الخارجي & مشاركة التحميل
مساند ثابتة & غراب الذيل: ضع المحامل الثابتة المخصصة أو دعامات الأسطوانة أسفل الأقسام المتدلية لمنع الترهل والانحراف.
الرافعات الهيدروليكية أو الهوائية: استخدم طاولات رفع الهواء أو الرافعات لمشاركة وزن الأجزاء الثقيلة للغاية; وهذا يقلل الضغط على محاور ومحامل الماكينة.
الفشل في تلبية التسامح الصارم
المشكلة:
كبير, يمكن أن تتغير الأجزاء غير العملية, التسجيل بشكل غير صحيح بين الاجهزة, أو تتراكم الأخطاء الصغيرة التي تتحول إلى ميزات لا يمكن التسامح معها.
الحلول التفصيلية:
التحقق من صحة الإعداد الصارم
تتبع الليزر & تنسيق: استخدم أجهزة تتبع الليزر للتأكد من أن محاذاة العمل والمحور تظل ضمن بضعة ميكرونات على غلاف المعالجة بالكامل.
اختبارات بالبار: تكتشف اختبارات الكرة أو الأداء المنتظمة على جهازك أي أخطاء هندسية دقيقة أو رد فعل عنيف يمكن أن يفسد النوبات الحرجة.
تمريرات التشطيب الإضافية
تخفيضات نصف النهاية: بدلاً من القفز من تمريرة خشنة ثقيلة مباشرة إلى قطع نهائي واحد, جدولة "نصف تشطيب" وسيط لإزالة غالبية علامات التشغيل المتبقية قبل التمرير النهائي.
التحكم في مسار الأدوات التكيفي: استخدم خوارزميات التخشين المدركة للمخزون في برنامج CAM لتجنب التحميل الزائد للأدوات وإدخال الانحراف أثناء القطع العميق.
تقنيات العمل المحسنة
لقط نقطة الصفر: تحافظ محددات المواقع سريعة التغيير على مراجع إسناد متسقة حتى إذا تم نقل الجزء من الطاولة وإعادته مرة أخرى.
مجموعات تركيب وحدات: تتيح لك كتل التثبيت وشواهد القبور التي تم تكوينها مسبقًا إعادة إنشاء إحداثيات العمل على الفور عبر الإعدادات.
الحرارية & التشويه الميكانيكي
المشكلة:
تمتص كميات كبيرة من المعدن حرارة القطع بشكل غير متساو, مما يسبب التوسع الذي يغير الأبعاد الحرجة. تنثني الأجزاء المتدلية الثقيلة أو المقاطع غير المتوازنة تحت قوى القطع, مما يؤدي إلى الثرثرة أو الانحراف الدائم.
الحلول التفصيلية:
الإدارة الحرارية
التخشين منخفض الحرارة: اختر الأعماق المحورية الخفيفة للقطع وسرعات القطع الأعلى لتقليل تراكم الحرارة.
مبردات عالية التدفق: قم بنشر أنظمة تبريد الفيضانات باستخدام فوهات الضغط العالي لإخلاء الرقائق والتحكم في درجة الحرارة بدقة في منطقة القطع.
فترات راحة متقطعة: للمكونات الضخمة, توقف مؤقتًا بشكل دوري للسماح للجزء بالعودة إلى درجة الحرارة المحيطة قبل استئناف التشطيبات المهمة.
تستعد الميكانيكية & التوازن
المستقرات المخصصة: قم بتصنيع مساند ثابتة قابلة للتعديل يتم تثبيتها حول الأسطوانات أو الحزم, إزالة المرن أثناء الطحن المحوري الطويل.
أثقال الموازنة & الموازنون: قم بإرفاق أثقال موازنة مؤقتة بالأقسام المتدلية, إعادة توزيع الكتلة بحيث يظل حمل المغزل متمركزًا.
إدراج التخميد الاهتزاز: ضع وسادات التخميد المحقونة بالبوليمر بين الجزء والتركيب لامتصاص الاهتزازات البسيطة.
تIPS لتصنيع الأجزاء الكبيرة الناجحة
التخطيط المسبق & محاكاة
استخدم تقنية التوأم الرقمي وتحليل FEM في CAD/CAM للتنبؤ بالتشوه, تدخل, والانجراف الحراري قبل قطع المعدن.
الاستفادة من تنوع المتجر
الجمع بين العمليات - تحول, ممل, دورة الطاحونة, وحتى EDM — لمعالجة أقسام مختلفة لجزء كبير منها بكفاءة أكبر.
التأكيد على المشغلين المهرة
شجع الميكانيكيين على توثيق "الدروس المستفادة" في كل مشروع, بناء قاعدة معرفية حية للحلول البديلة للوظائف كبيرة الحجم في المستقبل.
تسليط الضوء على القدرات في العالم الحقيقي
في قمم الدقة (على سبيل المثال), توفر مطاحننا العملاقة ذات 5 محاور للخدمة الشاقة رحلات للمحور X تتجاوز 10 متر, في حين أن رؤوسنا المملة في الموقع يمكنها تجميع مبيتات التروس آليًا دون تفكيكها. نقوم بإقران هذا الجهاز بأجهزة القياس المتقدمة — أجهزة التتبع بالليزر, أذرع CMM المحمولة, والتحكم التكيفي في الوقت الفعلي - لضمان تلبية كل مكون كبير للمواصفات, بغض النظر عن حجمها أو تعقيدها.
خاتمة
تؤدي معالجة الأجزاء الكبيرة إلى تضخيم كل التحديات، وتصبح أخطاء الإعداد مكلفة, يمكن أن يؤدي التشويه الحراري إلى إفساد عمليات التشغيل بأكملها, وحدود الآلة تتطلب تفكيرًا إبداعيًا. حتى الآن, تسلط هذه العوائق الضوء أيضًا على قيمة الميكانيكي ذي الخبرة وورشة الآلات المرنة. من خلال الجمع بين التخطيط الدقيق, تركيبات التكيف, الإدارة الحرارية, ومعدات متعددة الاستخدامات, حتى أكبر قطع العمل يمكن تشكيلها بدقة وكفاءة.
عندما تواجه تحديًا كبيرًا في التصنيع, يتذكر: إنه مزيج الأتمتة والإبداع البشري الذي يحقق النجاح في نهاية المطاف. كن شريكًا مع متجر من الدرجة الأولى ماهر في تنفيذ جزء كبير من العمل لتحويل أصعب مشاريعك إلى مزايا تنافسية.
اقرأ المزيد:
الرقصات والثانية: كل ما تحتاج إلى معرفته
![]()