
موسيقى الرقص الإلكترونية بدأت في الحصول على جر تجاري في منتصف القرن العشرين, تستخدم في الأصل لإزالة التدريبات المكسورة والصنابير من المعادن الصلبة. متأخر , بعد فوات الوقت, أدرك المهندسون إمكانات هذه طريقة الآلات غير التقليدية وصقلوها إلى عمليتين مهيمنتين: ثقالة EDM و سلك التنظيم الإداري.
ثقالة EDM, الأخ الأكبر, يستخدم الأقطاب الكهربائية على شكل "غرق" في قطعة العمل, تشكيل تجاويف مفصلة. في أثناء, جاء سلك EDM لاحقًا وعرض شيئًا فريدًا - يمكن استخدام سلك واحد لتقطيع السميك, المعادن الصعبة بدقة محددة, مما يجعلها مثالية لملفات تعريف ثنائية الأبعاد وأجزاء معقدة.
اليوم, تستمر كلتا التقنيتين في التطور مع أتمتة CNC, تكامل CAD/CAM المتقدم, وتحسين السوائل العازلة, ضمان سرعات أعلى, تشطيبات أفضل, وخفض التكاليف. لقد نحت كل طريقة مكانتها الخاصة في الصناعات التي لا تكون الدقة مهمة فحسب - إنها حاسمة.
ما هو المغسلة EDM?

كيف يعمل EDM Sinker

ثقالة EDM, يسمى أيضًا RAM EDM أو تجويف EDM, هي عملية تصنيع تستخدم قطبًا مسبقًا لحرق شكل معين في قطعة عمل موصلة. تصور هذا: إذا كنت ترغب في إنشاء تجويف القالب على شكل ترس معقد, تقوم أولاً بتصنيع قطب صلب يعكس مخطط العتاد. ثم يتم "غرقت" هذا القطب في قطعة العمل باستخدام تصريفات كهربائية محكومة لإعادة إنشاء هذا الشكل بدقة لا تصدق.
يتم تنفيذ هذه العملية في سائل عازل - زيت الهيدروكربون - الذي لا يبرد النظام فحسب ، بل يزيل الجزيئات المتآكلة أيضًا. يتضمن الإعداد القطب (عادة ما تكون مصنوعة من النحاس, الجرافيت, أو التنغستن) وغطاء العمل في هذا السائل. تنبض الماكينة من الجهد عبر فجوة الشرارة بين القطب وشركة العمل, تسبب التصريف الكهربائي الذي يذوب ويتبخر المادة.
على عكس طرق القطع التقليدية, لا يوجد اتصال جسدي. وهذا يعني ضغوطًا ميكانيكية أقل من الجزء, إنه مفيد بشكل خاص عند تصنيع الجدران الرقيقة, زوايا داخلية حادة, أو الهياكل الهشة.
Scarter EDM قابل للبرمجة أيضًا من خلال CNC, لذلك فهي ليست دقيقة ولكن قابلة للتكرار - ذات أدوات معقدة مثل الوفاة, قوالب, ومكونات الفضاء.
التطبيقات المشتركة من المغسلة EDM
Soortser EDM هو الحل الذي تتطلب فيه أجزائك تجاويف دقيقة وأشكال معقدة إما مستحيلة أو مكلفة للغاية لإنتاجها من خلال الأساليب التقليدية. قدرتها على إعادة إنتاج الميزات الداخلية الحادة والهندسة المعقدة تجعلها لا غنى عنها في العديد من الصناعات عالية التقنية.
تشمل بعض التطبيقات الشائعة:
قوالب الحقن وأدوات الصب: مثالي لإنشاء تجاويف مع الأشكال الهندسية المعقدة.
تصنيع الأجهزة الطبية: تستخدم لتشكيل غرسات التيتانيوم والمكونات الأخرى ذات التفاصيل الدقيقة.
مكونات الفضاء الجوي: مفيد بشكل خاص لإنشاء شفرات التوربينات وقنوات التبريد المعقدة.
صنع المجوهرات: تصنيع أنماط مفصلة في المعادن الثمينة.
الممرات العمياء والتشويش الداخلي: المهام التي تكافح الآلات التقليدية للتعامل معها.
دقة ومرونة لا مثيل لها تجعلها مفضلة للحجم المنخفض, الإنتاج العالي التعقيد حيث تكون التحمل ضيقة والجودة غير قابلة للتفاوض.
فوائد المغسلة EDM
يبرز Soorker EDM في عالم التصنيع الدقيق لعدة أسباب وجيهة. أولا, إنه أمر لا يصدق طريقة الآلات متعددة الاستخدامات. سواء كنت تقطع التيتانيوم, كربيد, أو الصلب الصلب, يتولى Soorker EDM الوظيفة بنعمة.
فيما يلي الفوائد البارزة:
لا اتصال = لا إجهاد: تعني عملية عدم الاتصال أي إجهاد ميكانيكي أو تشويه من الجزء, وهو أمر بالغ الأهمية للمكونات الهشة أو الرقيقة الجدران.
التفاصيل المعقدة: قادر على إنشاء تجاويف معقدة, المقاطع العرضية, والأضلاع الرفيعة التي لا يمكن إدارتها الأدوات التقليدية.
قدرة المواد الصلبة: إنه ممتاز لقطع المواد الأصعب مثل الصلب الأداة, إنكونيل, و Tungsten كربيد.
التكرار والدقة: ممتاز للأدوات عالية الدقة التي تتطلب التحمل الضيق والاتساق.
الحد الأدنى من تآكل الأداة: الأقطاب الكهربائية تتحلل, لكن أبطأ بكثير من أدوات القطع المستخدمة في الآلات التقليدية.
هذه الامتيازات تجعل Scarter EDM السلاح المفضل في صنع العفن, الفضاء الجوي, أجهزة طبية, وفي أي مكان لا بد من تجاويف عالية.
قيود على المغسلة EDM
على الرغم من نقاط القوة العديدة, Sinker EDM ليس حلًا يناسب الجميع. إنه يأتي مع مجموعة التحديات والقيود التي يجب أن تكون على دراية بها قبل الالتزام بالعملية.
فيما يلي بعض القيود:
يعمل فقط على المواد الموصلة: لا يمكن أن يقطع Soorker EDM السيراميك, البلاستيك, أو المركبات ما لم تكن مغلفة بالمعادن.
التكلفة العالية والوقت: إن صنع أقطاب مخصصة يستغرق وقتًا وأموالًا, مما يجعلها أقل مثالية للنماذج الأولية السريعة أو الركض الصغير.
مكثفة للسلطة: تتطلب العملية طاقة كهربائية كبيرة لتوليد تآكل الشرارة اللازم.
تآكل الأدوات: على الرغم من أنه تدريجي, يؤثر ارتداء القطب الكهربائي على الدقة على دورات الإنتاج الطويلة, خاصة في التجاويف العميقة.
صقل الأسطح: بينما لائق, غالبًا ما يتطلب عمليات تشطيب ثانوية لتحقيق نعومة تشبه المرآة.
لذا, في حين أن Sinker EDM مدهش لمهام محددة, من الأفضل استخدامه عندما يبرر تعقيد التصميم التكلفة الإضافية ووقت الإعداد.
ما هو سلك EDM?
كيف يعمل سلك EDM
سلك التنظيم الإداري, قصير لآلات التصريف الكهربائي الأسلاك, يقدم مختلافًا جذريًا عن تآكل الشرارة. تخيل فصوصا فائقة, تقطيع الأسلاك المشحونة كهربائيا من خلال كتلة من المعدن - ليس عن طريق القطع ولكن عن طريق تبخير المادة من خلال الشرر الصغير. هذا هو سحر الأسلاك EDM.
إليك كيفية عملها: سلك رفيع (في كثير من الأحيان مصنوعة من النحاس أو المطلي بالزنك) متورط بين دليلين. يتحرك هذا السلك بدقة على طول مسارات CNC المبرمجة بينما يتم نبض الجهد من خلاله. مثل مغسلة EDM, يستخدم السائل العازل - الماء منزوع الأيونات - لتبريد الجزء وحمل الحطام بعيدًا. ولكن بدلاً من الانغماس في الجزء مثل قطب الغرق, السلك تخفيضات من الحافة إلى الداخل, مما يجعلها مثالية للمقاطع والملفات التعريف.
عناصر تحكم حركة X-Y في الماكينة, جنبا إلى جنب مع حركة الرأس العلوية في اتجاهات U و V., اسمح قطع مدبب, ملامح معقدة, وحتى ملفات تعريف ثلاثية الأبعاد. هذا المستوى من المرونة, جنبا إلى جنب مع الأتمتة عالية السرعة, يجعل الأسلاك EDM مثالية لإنتاج قطع الغيار فائقة الدقة في الصناعات الصعبة.
الاستخدامات النموذجية للأسلاك EDM
يفضل سلك EDM بشكل خاص في الصناعات حيث دقة, تخفيضات خالية من الأشرطة, والحد الأدنى من التشويه المادي ضرورية. يمكن لهذه العملية التعامل مع مواد صلبة للغاية من شأنها تدمير أدوات القطع التقليدية. غالبًا ما يتم استخدامه للتخفيضات التفصيلية في الصلب المتصل, التيتانيوم, التنغستن, وسبائك موصلة - مواد يصعب صعوبة الآلة.
فيما يلي بعض التطبيقات البارزة:
مكونات الفضاء الجوي: تستخدم في أقراص التوربينات, الفوهات, والأشكال الداخلية الدقيقة.
أدوات طبية وأدوات طب الأسنان: ينتج أدوات جراحية وزراعة العظام ذات التحمل العالي.
أداة وصناعات الموت: مثالي لقيام اللكمات, يموت النتوء, وأجزاء الأدوات الدقيقة.
قطاع السيارات: أجزاء نظام الوقود الآلي, مكونات الإرسال, وكتل المحرك.
الالكترونيات وأشباه الموصلات: السلك EDM مثالي لقطع أحواض الحرارة, أجزاء التدريع, والموصلات.
وراء هذه, إنه ممتاز أيضًا خلق النموذج الأولي حيث تكون الدقة ذات أهمية قصوى ولكن يجب تجنب إجهاد الآلات.
مزايا السلك EDM
قامت Wire EDM بتصوير دور حاسم في التصنيع الحديث بفضل مزاياه الفريدة. من القدرة على تحقيق الدقة الشديدة إلى عدم تشويهها, طبيعة خالية من الإجهاد, سلك EDM هو العمود الفقري في تصنيع مكونات التسامح الضيق.
دعونا نلقي نظرة على أكبر نقاط القوة:
الدقة الشديدة: قادرة على تحقيق التحمل في ± 0.0001 بوصة. مثالي للمجمع, أجزاء مفصلة.
لا توجد علامات أو علامات أداة: نظرًا لعدم وجود اتصال ميكانيكي, تخرج الحواف نظيفة, حاد, وخالية من لدغ.
يقطع المواد الصعبة للغاية: من التنغستن إلى Inconel, يمكن لـ Wire EDM التعامل مع المعادن التي لا تستطيع الأدوات التقليدية.
الحد الأدنى من التشويه: تعني عملية عدم الاتصال أنه لا يوجد تشوه حراري أو ميكانيكي تقريبًا.
أدوات مرنة: لا حاجة إلى وفاة أو قوالب مخصصة. ما عليك سوى برمجة الجزء والذهاب إلى حد أدنى- إلى إنتاج منتصف الحجم.
إنه أيضًا قابلة للتكرار للغاية و آلي عملية, في كثير من الأحيان الجري دون مراقبة, والتي يمكن أن تكون المنقذ الزمني الضخم للمصنعين تهدف إلى الثبات, الإخراج القابل للتطوير.
عيوب السلك EDM
مدهش مثل سلك EDM, لا يخلو من عيوبه. مثل أي أداة متخصصة, يضيء في التطبيق الصحيح ولكنه قد يختصر في الآخرين. يمكن أن يساعدك فهم قيودها على تجنب سوء التطبيق المكلف.
فيما يلي بعض المقايضات:
يعمل فقط مع المواد الموصلة: مواد غير موصلة مثل البلاستيك, زجاج, أو السيراميك? لا يمكن أن يساعد سلك EDM إلا في الطبقات الموصلة.
ارتفاع تكاليف الإعداد والصيانة: آلات EDM معقدة, تتطلب المشغلين المهرة, صيانة منتظمة, والأسلاك والأدلة المكلفة.
بطء معدل إزالة المواد: بالمقارنة مع الطحن التقليدي أو قطع الليزر, السلك EDM بطيء نسبيا, خاصة بالنسبة للمواد الأكثر سمكا.
بدء الحافة المطلوبة: نظرًا لأنه لا يمكن أن يبدأ قطعًا من منتصف الجزء, يتطلب دائمًا ثقبًا مسبقًا أو نقطة انطلاق من الحافة.
قد تكون هناك حاجة لما بعد المعالجة: لبعض التشطيبات السطحية أو دقة الأبعاد, قد تكون هناك حاجة للآلات الثانوية أو التلميع.
على الرغم من هذه القيود, إنه قدرات القطع عالية الدقة اجعله لا غنى عنه لمحددة, تطبيقات عالية القيمة.
الاختلافات الرئيسية بين Sconter EDM و Wire EDM
على الرغم من أن كلا من المغسلة والأسلاك EDM يشتركان في نفس المبدأ الأساسي - بعد المواد من خلال التصريفات الكهربائية - فهي مختلفة اختلافًا جذريًا في تصميمها, تنفيذ, ونطاق التطبيق. فكر فيهم كأشقاء مع نفس الجذور ولكن شخصيات مختلفة للغاية.
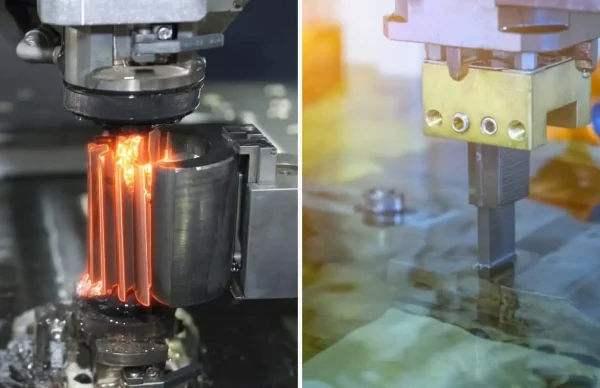
مقارنة آلية القطع
طريقة القطع هي التمييز الأكثر وضوحًا وهامة. في ثقالة EDM, تم تصنيع قطب قطب صلب يعكس الهندسة المطلوبة النهائية ثم غرق في قطعة العمل لتشكيل تجويف مطابق. لا يمس القطب بالفعل الجزء - إنه الشرر الكهربائي الذي يآكل المادة.
سلك التنظيم الإداري, على الجانب الآخر, يستخدم تغذية باستمرار, سلك رفيع مثل القطب لقطع من جانب واحد من الشغل إلى آخر, يشبه إلى حد كبير منشار الفرقة. هذا السلك يخلق الشرر على طول طريقه, تقطيع من خلال المعدن بدقة شديدة.
الوجبات الرئيسية? Sinker EDM ممتاز للتجويف الداخلي, بينما يتفوق سلك EDM في قطع الملف الشخصي والمخططات المعقدة.
مستويات الدقة والتسامح
عندما يتعلق الأمر دقة الأبعاد, كلتا العمليتين رائعتين, لكن يوفر سلك EDM عمومًا دقة أفضل. بفضل سلكه الرقيق وحركات CNC التي يتم التحكم فيها بدقة, يمكن أن يحقق التحملات المرفوعة للغاية والتشطيبات المرآة.
لا يزال Skorser EDM دقيقًا ولكن عادةً ما يكون لديه دقة أقل قليلاً بسبب تآكل الإلكترود وقيود الفجوة الشرارة. إنه أكثر ملاءمة لتجاويف العفن والهندسة الداخلية المعقدة حيث لا تكون التحملات فائقة الأداء أمرًا بالغ الأهمية.
لذا, إذا كان الجزء الخاص بك يتطلب الدقة الفرعية, سلك EDM هو الذهاب إلى.
السرعة والكفاءة
السرعة هي نقطة اختلاف رئيسية أخرى. عادة ما يكون سلك EDM أسرع لأنه لا يتطلب تصنيع قطب مخصص. بمجرد برمجة التصميم, يمكنك القطع على الفور. لتخفيضات ملفات تعريف بسيطة أو من خلال الثقوب, سلك EDM هو نسيم.
على النقيض من ذلك, يتطلب Sinker EDM وقتًا إضافيًا لتصميم القطب والآلة, والتي يمكن أن تمدد مرحلة الإعداد بشكل كبير. لكن, لعمليات صنع القوالب المتكررة أو التفكير, يمكن أن يؤتي هذا الوقت المقدم ثماره على عمليات إنتاج متعددة.
باختصار: الأسلاك EDM أسرع لوظائف التحول السريع, في حين أن Sinker EDM أفضل للتفصيل العالي, الإنتاج المتكرر.
تصميم المرونة والقدرات
هذا هو المكان الذي تتباعد فيه العمليتان بشكل كبير. CAN Sinker EDM CAN Machine Coxped 3D Nymetries, بما في ذلك الأسف, تجاويف عميقة, ثقوب أعمى, وميزات العفن المعقدة. إنه مفيد بشكل خاص للتصميمات التي تتطلب إزالة المواد في المناطق المحصورة أو المخفية.
سلك التنظيم الإداري, لكن, يقتصر بشكل عام على 2D أو ملفات تعريف ثلاثية الأبعاد محفوظة قليلاً. لا يمكن أن يصنع ثقوبًا أعمى أو ميزات داخلية دون فتحة بداية. لكنه يضيء في المهام التي تتطلب kerfs الضيقة, زوايا داخلية حادة, والحد الأدنى من التشوه.
خلاصة القول? اختر Sinker EDM لـ التجاويف والهندسة الداخلية, سلك EDM ل الأشكال الخارجية والخطوط العريضة.
نقاط البداية للقطع
قد يبدو هذا بسيطًا, ولكن يمكن أن يؤثر بشكل كبير على اختيارك للعملية. يمكن أن يبدأ Scarter EDM في القطع في أي مكان على سطح المادة لأنها لا تتطلب نقطة دخول - مما يجعلها مثالية للتجويف المرفق.
يجب أن يبدأ سلك EDM من حافة أو ثقب مسبقًا, عندما يحتاج السلك إلى المرور عبر قطعة العمل لبدء القطع. هذا يجعلها أقل مرونة قليلاً لبعض التخفيضات الداخلية أو الميزات المعزولة.
الاختيار بين المغسلة والأسلاك EDM
إن اختيار عملية EDM المثالية لا يتعلق فقط بالقدرات الفنية - إنه يتعلق مطابقة الطريقة الصحيحة مع احتياجات التصنيع الخاصة بك. سواء كنت تنتج مكونات الفضاء المعقدة, أدوات طبية معقدة, أو توفي الدقة, سيوفر فهم الاعتبارات العملية لكل من Scarser و Wire EDM الوقت, مال, والموارد.
اعتبارات تعتمد على هندسة جزء
أحد أهم العوامل في الاختيار بين Sinker EDM و Wire EDM جزء هندسة. إذا كان المكون الخاص بك يتطلب تجاويف داخلية, أضلاع مفصلة, ثقوب أعمى, أو زوايا داخلية حادة, Sinker EDM هو أفضل خيار لك. تتيح هذه الطريقة الآلات من أي زاوية على السطح, مما يجعلها متعددة الاستخدامات للغاية للميزات ثلاثية الأبعاد.
على الجانب الآخر, إذا كان الجزء الخاص بك يتميز 2D ملامح, الخطوط العريضة الخارجية, أو من خلال الثقوب, سلك EDM Excels. ويوفر تخفيضات فائقة مع الحد الأدنى من عرض kerf, وهو مثالي للأجزاء التي تتطلب أشكالًا خارجية معقدة, مثل ختم يموت, شفرات جراحية, أو أجزاء المحرك.
لذا, عند مقارنة Sinker EDM مقابل الأسلاك EDM لاحتياجات الهندسة:
استخدام Sinker EDM للتجويف العميق, قواعد العفن, والتفاصيل الداخلية.
استخدم سلك EDM لقطع الكفاف, أجزاء دقيقة خارجية, والأدوات الخطوط العريضة.
توافق المواد
تقتصر كلتا الطريقتين EDM على المواد الموصلة كهربائيا, لكن أدائها يختلف على أساس صلابة المواد وسمكها.
ثقالة EDM يؤدي بشكل ممتاز مواد يصعب دمجها مثل التيتانيوم, التنغستن, إنكونيل, وصلب الصلب. يمكن أن تآكل سميكة, كتل معدنية كثيفة وتستخدم بشكل شائع في تصنيع القالب وتصنيع العفن. كما أن براعةها تسمح بتصنيع المعادن الناعمة مثل النحاس والنحاس النحاسي, خاصة عندما تكون التشطيبات الدقيقة ضرورية.
سلك التنظيم الإداري, بينما متوافق أيضًا مع مجموعة واسعة من المواد, يعمل بشكل أفضل أرق, قطع العمل. إنه مثالي لتقطيع أوراق أو كتل من المواد مثل:
فولاذ أداة صلابة
سبائك الألومنيوم
الجرافيت
كربيدات
إذا كنت تتعامل مع أجزاء سميكة جدا, عادةً ما يكون Scarter EDM أفضل مناسبة. إذا كنت تشغل الآلات عالي الدقة, أجزاء رقيقة, السلك EDM يأخذ التاج.
متطلبات الانتهاء من السطح
نقطة أخرى للتمايز هي جودة السطح كل عملية تسلم. عادة ما يوفر سلك EDM ملف إنهاء أكثر سلاسة وأدق, خاصة على الحواف المقطوعة. لأنه يستخدم سلكًا رفيعًا وأقل فجوة شرارة, هناك تقلص أقل وعدم وجود مخالفات سطحية. للصناعات مثل الفضاء, إلكترونيات, والأجهزة الطبية, حيث يكون الانتهاء من الرائع أمرًا بالغ الأهمية, السلك EDM مثالي.
ثقالة EDM, بينما لا تزال قادرة على جودة السطح الجيدة, غالبا ما ينتج قليلا الأسطح القاسية, خاصة إذا كان القطب يلبس أثناء العملية. لكن, يمكن أن تحقق آلات EDM الحديثة التي تحتوي على فحوصات متطورة وضوابط مؤازرة التشطيبات السطحية مماثلة ل EDM الأسلاك مع التحكم المناسب في العملية.
خاتمة للإنهاء:
اختر الأسلاك EDM للحواف الفائقة النعمة والحد الأدنى بعد المعالجة.
اختر Sinker EDM بالنسبة للميزات الداخلية التي لا تكون فيها التشطيب أمرًا بالغ الأهمية أو عند إمكانية التلميع بعد ذلك.
حجم الإنتاج والتكلفة
سلك التنظيم الإداري يضيء في البيئات حيث سريع, دقيق, ونماذج أولية منخفضة التكلفة أو إنتاج الدُفعات الصغيرة مطلوب. نظرًا لأنه لا يتطلب أدوات أو أقطاب مخصصة, من الأسرع للإعداد وأكثر فعالية من حيث التكلفة للتشغيل القصيرة. إنه أيضًا آلي للغاية, تقليل تكاليف العمالة والسماح بالآلات غير المراقبة.
ثقالة EDM, في المقابل, يتطلب أقطاب مخصصة, مما يزيد من تكاليف الإعداد وتهدئة المهلة. لكن, ل الإنتاج الطويل يدير-خاصة في العفن والموت-الاستثمار يؤتي ثماره. بمجرد تصنيع القطب, يمكن إعادة استخدامه عبر أجزاء متطابقة متعددة مع التكرار الاستثنائي.
من منظور الميزانية:
اذهب مع سلك التنظيم الإداري ل أشواط قصيرة, النماذج الأولية, أو وظائف واعية للميزانية.
اختيار مغسلة EDM ل على المدى الطويل, إنتاج كبير الحجم من الأدوات المعقدة.
تكاليف التصنيع
في حين أن كلتا الطريقتين يمكن أن تكون فعالة من حيث التكلفة عند تطبيقها بشكل صحيح, هناك فرق واضح في تكاليف الاستثمار والتشغيل الأولية.
آلات السلك EDM بشكل عام ، تكلف أكثر مقدماً وتتطلب صيانة لأنظمة تغذية الأسلاك وأنظمة العزل الكهربائي. لكن, لأنه لا توجد حاجة للأدوات والأقطاب الكهربائية, ال غالبًا ما تكون التكلفة لكل جزء أقل للحصول على دفعات صغيرة.
ثقالة EDM, على الرغم من كونه أبطأ وأكثر كثافة في العمل, يصبح أكثر اقتصادا مع وظائف عالية الحجم بسبب إعادة استخدام الأقطاب الكهربائية. لكن تجدر الإشارة إلى تكلفة ارتداء القطب الكهربائي, حان الوقت للتصنيع, وارتفاع استهلاك الطاقة.
ملخص:
سلك التنظيم الإداري = انخفاض تكلفة الإعداد, دقة أعلى, مثالي للتحول السريع.
ثقالة EDM = تكلفة الإعداد الأعلى, أفضل للإنتاج الضخم للتجويف المعقدة.
تطبيقات الصناعة من تقنيات EDM
تقنيات EDM لا تقتصر على تطبيقات متخصصة. هُم براعة واسعة ودقة شديدة اجعلها لا غنى عنها عبر مختلف الصناعات. سواء كنت في الفضاء, طبي, إلكترونيات, أو صنع العفن, إن فهم عملية EDM التي تناسب صناعتك يمكن أن تعزز الكفاءة والأداء.
قطاعات الفضاء والسيارات
في الفضاء والسيارات, الدقة والمتانة ذات أهمية قصوى. يتم استخدام سلك EDM على نطاق واسع لإنتاج مكونات المحرك, التروس, شفرات التوربينات, وأجزاء نظام الوقود مع التحمل الضيق والحواف الخالية من الإجهاد.
ثقالة EDM يلعب دوره عند التصنيع مكونات التوربينات, إدراج العفن لأجزاء ألياف الكربون, أو تجاويف داخلية في مجموعات الفضاء المعقدة.
كلتا العمليتين أمران حيويان أيضًا:
النماذج الأولية و ص&د: إنشاء نماذج أولية وظيفية بسرعة للتحقق من صحة التصميم.
أدوات وإنشاء المباراة: تصنيع متين, أدوات عالية الدقة للتجميع والاختبار.
الصناعات الطبية والأسنان
يتطلب القطاع الطبي الدقة المطلقة والتشطيبات الجاهزة للتعقيم, كلاهما يمكن أن ينقل EDM. يستخدم السلك EDM لصنع شفرات جراحية, يزرع العظام, ومكونات الأسنان التي تتطلب أسطحًا خالية من العيوب.
ثقالة EDM يستخدم لإنشاء قوالب طبية, تجاويف الزرع, والهياكل الداخلية الدقيقة مثل تلك الموجودة في مسامير العظام أو الأطراف الاصطناعية.
وتشمل المزايا الرئيسية:
توافق المواد المتوافق حيويا (مثل التيتانيوم والفولاذ المقاوم للصدأ)
دقة عالية يمكن تكرارها للامتثال التنظيمي
Micro-Machining للأدوات والمكونات المصغرة
الأدوات, يموت, وتصنيع العفن
ربما يكون هذا هو الاستخدام الأكثر تقليديًا وشكلًا لكلا تقنيتي EDM. يهيمن Scarter EDM على العفن ويموت صنع, كما يمكن أن تحرق تجاويف, ملامح, والميزات التفصيلية مباشرة في كتل الفولاذ المتصلب.
سلك التنظيم الإداري يكمل هذا عن طريق قطع إدراج القالب, تشكيل اللكمات, ويموت تقليم بدقة حافة لا تصدق. يعتمد مهندسو الأدوات على EDM:
الحفاظ على التوحيد جزء
القضاء على burrs
تقليل عمليات ما بعد الاشتراك
معاً, الأسلاك والغرور EDM إنشاء قوي, الحل الشامل لمتطلبات الأدوات عبر الصناعات التحويلية عالية الطلب.
الاتجاهات المستقبلية في تقنيات EDM

مع تطور الصناعات, معالجة التفريغ الكهربائي (موسيقى الرقص الإلكترونية) لا تزال تقدم مع تقنيات جديدة, تحسين الأتمتة, والابتكارات المستدامة. هذه الاتجاهات لا تعزز الدقة والأداء فحسب ، بل إنها تجعل EDM أكثر فعالية من حيث التكلفة وصديقة للبيئة. إن فهم هذه التطورات القادمة يساعد الشركات المصنعة على الحفاظ على تنافسية وفعالة في مشهد إنتاج دائم التغير.
التقدم في أتمتة EDM
واحدة من أهم الاتجاهات المستقبلية هي دمج الأتمتة والروبوتات في أنظمة EDM. آلات EDM الأحدث من الأسلاك والغرور تأتي مع أذرع آلية لتحميل/تفريغ جزء, مغيرات الأدوات الآلية, وأجهزة استشعار ذكية للمراقبة في الوقت الفعلي.
وتشمل الفوائد الرئيسية:
عملية غير مراقبة: يمكن تشغيل الآلات 24/7, تقليل تكاليف العمالة وزيادة الإنتاج.
زيادة الإنتاجية: يمكن لخلايا EDM الآلية التعامل مع إعدادات متعددة دون تدخل بشري.
الاتساق والدقة: الرصد المتقدم يضمن توليد شرارة ثابت, تقليل التباين في جودة القطع.
دمج التشخيصات التي تحركها AI في ارتفاع أيضا. يمكن للآلات الآن التنبؤ بأدوات ملابس, ضبط معلمات التفريغ, وحتى تحسين مسارات القطع أثناء الطيران - كل ذلك بدون إدخال المشغل.
التكامل مع أنظمة CAD/CAM
يرتبط مستقبل EDM ارتباطًا وثيقًا تكامل CAD/CAM سلس. يمكن للمصممين الآن إرسال نماذج ثلاثية الأبعاد مباشرة إلى آلات EDM مع الحد الأدنى من التحويل. هذا يلغي الأخطاء في التفسير, يقصر الأوقات الرصاص, ويجعل الوظائف المخصصة أسهل بكثير.
بعض التطورات المثيرة تشمل:
المحاكاة في الوقت الحقيقي: انظر كيف ستتصرف عملية EDM قبل بدء التشغيل.
توليد الأدوات التلقائي: يقوم برنامج CAM بتخصيص مسارات لتحسين الكفاءة وتقليل التآكل.
التحكم القائم على السحابة: إدارة ومراقبة وحدات EDM متعددة عن بعد باستخدام منصات إنترنت الأشياء وحساب السحاب.
يضمن هذا المستوى من التكامل الرقمي مواكبة EDM مع مطالب صناعة 4.0 والتصنيع الذكي.
الممارسات المستدامة في EDM
مع المخاوف البيئية تنمو في جميع الصناعات, ممارسات التصنيع الخضراء أصبحت ضرورية - حتى في EDM. في حين أن EDM معروف بأنها كثيفة الطاقة وتعتمد على السوائل العازلة, تهدف التقنيات الناشئة إلى تقليل بصمتها البيئية.
تشمل جهود الاستدامة الرئيسية:
العازل الكهربائي الصديقة للبيئة: استخدام سوائل قائمة على الماء أو قابلة للتحلل بدلاً من الزيوت القائمة على البترول.
برنامج تحسين الطاقة: تساعد الآلات على استخدام الطاقة المطلوبة فقط, تقليل النفايات.
كفاءة المواد: التخفيضات الدقيقة تقلل من معدلات الخردة, خاصة مع المعادن باهظة الثمن مثل التيتانيوم وتنغستن.
من خلال التركيز على أنظف, أكثر كفاءة الآلات, لا يزال EDM ذا صلة بالدفع نحو التصنيع الأكثر استدامة ومسؤولية.
خاتمة
Sinker EDM vs Wire EDM أكثر من مجرد مقارنة للأدوات - يتعلق الأمر باختيار التكنولوجيا المناسبة لهذا الوظيفة. يتم بناء كلا التقنيتين على نفس مبدأ تآكل الشرارة, ومع ذلك فهي تتباعد من حيث التطبيق, دقة, توافق المواد, وكفاءة العملية.
ثقالة EDM يتفوق في تجاويف العميقة, تفاصيل العفن المعقدة, والهندسة الداخلية المعقدة. إنه مثالي لصناعة الموت, إنشاء الأدوات, وإنتاج مكون عالي الاستخدام حيث يمكن تبرير الأقطاب المخصصة.
سلك التنظيم الإداري, في أثناء, هو الانتقال إلى قطع الدقة للملفات التعريف, التحمل الضيق, والتشطيبات الخالية من اللامع. قدرتها على تقطيع المواد المتصلبة بدقة شديدة تجعلها عنصرًا أساسيًا في الفضاء, طبي, والتصنيع الراقية.
باختصار:
يختار ثقالة EDM عندما تحتاج إلى تعقيد داخلي وميزات ثلاثية الأبعاد.
يختار سلك التنظيم الإداري عندما تريد الصيام, ينظف, التخفيضات الخارجية دقيقة.
يلعب كلاهما أدوارًا حيوية في التصنيع الحديث, ومعرفة متى وكيفية استخدام كل ما يمنحك ميزة واضحة في التميز الهندسي.
أسئلة مكررة (الأسئلة الشائعة)
1. ما هو الفرق الرئيسي بين المغسلة والأسلاك EDM?
يكمن الاختلاف الرئيسي في نهج القطع. ثقالة EDM يستخدم قطبًا صلبًا لتشكيل تجاويف في قطعة عمل, بينما سلك التنظيم الإداري يستخدم سلكًا رقيقًا لقطع المواد في ملف تعريف أو مخطط تفصيلي, عادة من الحافة.
2. هل يمكن لـ EDM قطع المواد غير الموصلة?
لا, يمكن لـ EDM فقط قطع المواد الموصلة كهربائيًا. يتطلب كل من Sconter و Wire EDM من قطعة العمل لإدارة الكهرباء لتوليد تفريغ الشرارة اللازمة للتآكل.
3. أي نوع EDM أفضل للأشكال المعقدة?
ذلك يعتمد على التعقيد. ل التجاويف ثلاثية الأبعاد الداخلية والثقوب العمياء, Scarter EDM أكثر ملاءمة. ل الأشكال الخارجية التفصيلية أو التحمل الضيق, السلك EDM أفضل بشكل عام.
4. هل EDM باهظ الثمن مقارنة بآلات CNC?
يمكن أن يكون EDM أكثر تكلفة بسبب سرعة قطع أبطأ و, في حالة Sinker EDM, إنتاج القطب المخصص. لكن, للمواد الصلبة أو الأجزاء المعقدة, يمكن أن يكون EDM أكثر فعالية من حيث التكلفة بمرور الوقت بسبب انخفاض تآكل الأدوات والحد الأدنى من التشويه جزء.
5. ما هي الصناعات أكثر من EDM?
الصناعات التي تتطلب عالي الدقة, تصنيع خالية من الإجهاد تستفيد أكثر, مشتمل:
الفضاء الجوي
الطبي والأسنان
السيارات
أداة وموت صنع
الإلكترونيات وشبكيات الموصلات
الروابط الخارجية ذات الصلة
ويكيبيديا - تصنيع التفريغ الكهربائي
نظرة عامة شاملة على عمليات EDM, بما في ذلك التاريخ, الأنواع, والتطبيقات.
https://en.wikipedia.org/wiki/Electrical_Discharge_Machining
Xometry - كل شيء عن Mire EDM Machining
رؤى مفصلة في عمليات EDM الأسلاك, مزايا, والمواد المناسبة.
https://www.xometry.com/resources/machining/wire-edm-machining/
FICTIV - خدمات تصنيع التفريغ الكهربائي
معلومات عن كل من خدمات Sinker و Wire EDM, بما في ذلك القدرات وتوافق المواد.
https://www.fictiv.com/cnc-machining-service/electrical-discharge-machining
Makino - تعليمي Makino - Sire EDM Machine Centers
البرنامج التعليمي الفني حول مراكز الآلات السلكية EDM, التركيز على القدرات والتطبيقات.
https://www.makino.com/resources/content-library/article/archive/edm-wire-tutorial/198
EDMIS - التصنيع الصغير مع الأسلاك والغرور EDM
استكشاف قدرات التصنيع الدقيقة باستخدام كل من تقنيات الأسلاك والغرور EDM.
https://www.edmdept.com/manufacturing-services/micro-manufacturing/
![]()


1 فكرت في "Sinker EDM vs Wire EDM: استكشاف اختلافاتهم”