
يعد القولبة بالحقن إحدى عمليات التصنيع الأكثر استخدامًا لإنتاج المكونات البلاستيكية بكميات كبيرة وبدقة عالية. من الأجهزة الإلكترونية الاستهلاكية وقطع غيار السيارات إلى الأجهزة الطبية و آلات التعبئة والتغليف, يتيح قولبة الحقن إنتاجًا فعالاً من حيث التكلفة على نطاق واسع.
العامل الرئيسي الذي يحدد نجاح هذه العملية هو نوع قالب الحقن المستخدم. فئات العفن المختلفة - على أساس نظام التغذية, عدد التجاويف, لوحات العفن, والآليات الخاصة مثل الفك تؤثر بشكل مباشر على سرعة الإنتاج, جودة المنتج, الكفاءة المادية, وتكاليف الأدوات.
توفر هذه المقالة دليلا شاملا ل أنواع قوالب الحقن, مكوناتها, فوائد, والتطبيقات الصناعية, مساعدة المهندسين والمصنعين على اتخاذ قرارات مستنيرة عند اختيار أدوات القالب.
ما هي قوالب حقن البلاستيك?
قوالب حقن البلاستيك هي أدوات مصممة بدقة تستخدم لتشكيل البلاستيك المنصهر إلى الأجزاء المطلوبة أثناء عملية قولبة الحقن. عادة ما تكون هذه القوالب مصنوعة من مادة صلبة فُولاَذ أو الألومنيوم, حسب المتانة المطلوبة, حجم الإنتاج, والميزانية.
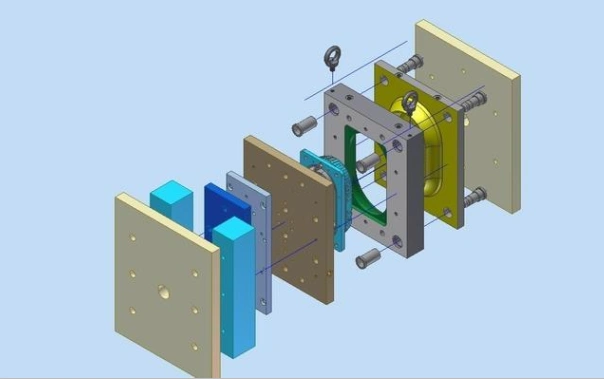
يتكون كل قالب من نصفين:
قالب ثابت (نصف ثابت): مثبتة على اللوح الثابت لآلة التشكيل.
قالب متحرك (النصف الديناميكي): شنت على الصوانى المنقولة, تمكين فتح القالب وإخراج الجزء.
عندما يقترب النصفان, فهي تشكل تجويفًا يتم فيه حقن البلاستيك المنصهر تحت ضغط عالٍ. بمجرد تبريده وتصلبه, يفتح القالب, الافراج عن المنتج النهائي.
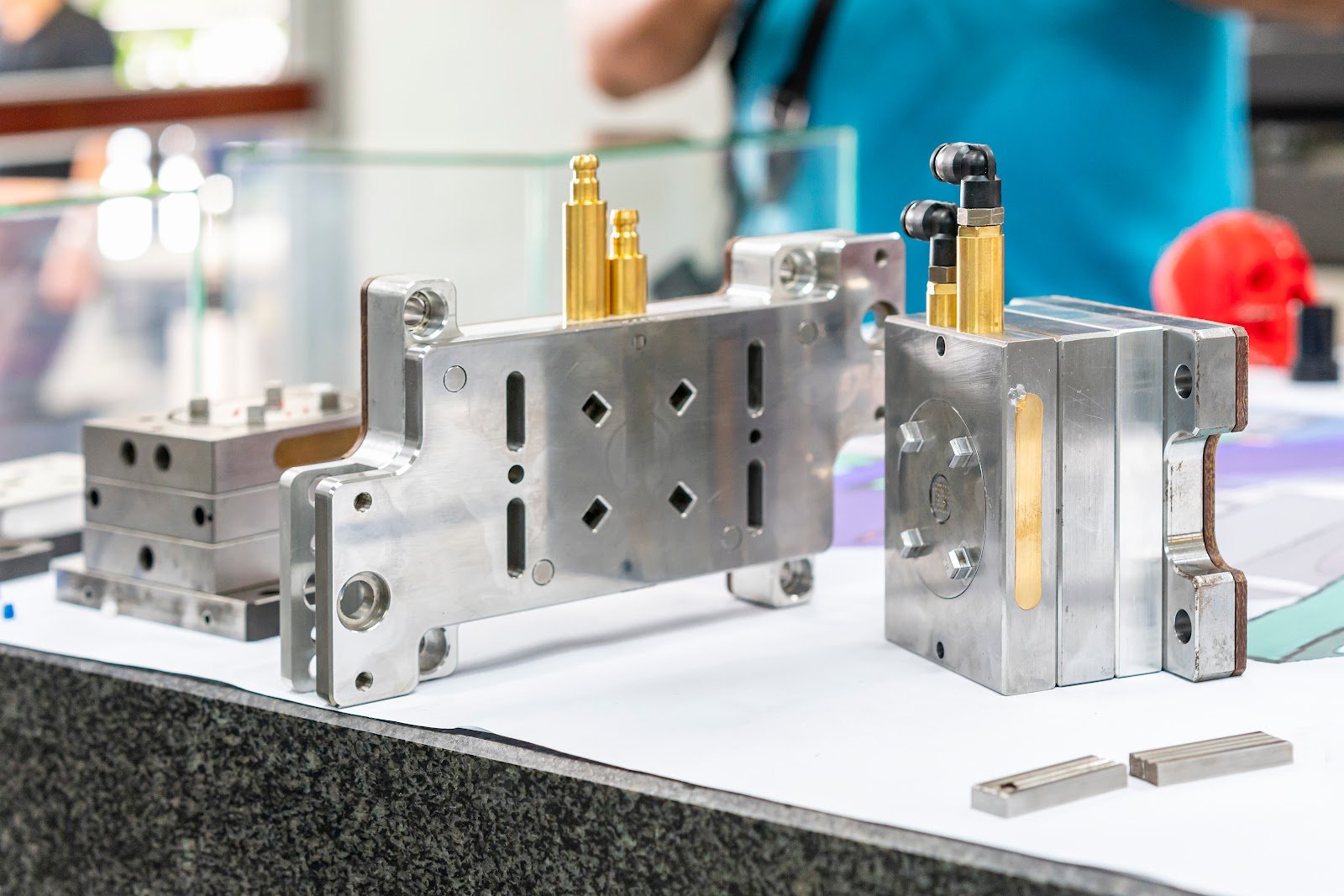
مكونات أدوات حقن البلاستيك
تصميم قالب الحقن معقد, حيث يؤدي كل مكون دورًا محددًا في ضمان الإنتاج السلس والجودة المتسقة.
دبابيس التوجيه والبطانات: حافظ على المحاذاة الدقيقة بين نصفي القالب أثناء دورات الفتح والإغلاق.
نظام Sprue و Runner: القنوات التي تنقل البلاستيك المنصهر من فوهة الآلة إلى تجاويف القالب.
بوابة: نقطة الدخول حيث يتدفق البلاستيك إلى التجويف. تشمل أنواع البوابات الشائعة:
بوابة الحافة - الأفضل للأجزاء المسطحة والقوالب ذات اللوحتين.
البوابة الفرعية - مشذب تلقائيًا ومرن في وضعه.
بوابة الطرف الساخن - مثالية للأشكال المخروطية أو المستديرة التي تتطلب تدفقًا موحدًا.
بوابة مباشرة / سبرو - يستخدم في القوالب ذات التجويف الواحد من أجل القوة والبساطة.
تحديد موقع الدائري: يضمن محاذاة القالب بشكل صحيح مع فوهة الآلة.
تجويف العفن والأساسية: الشكل السلبي للمنتج النهائي; تجاويف متعددة تسمح بإنتاجية أعلى.
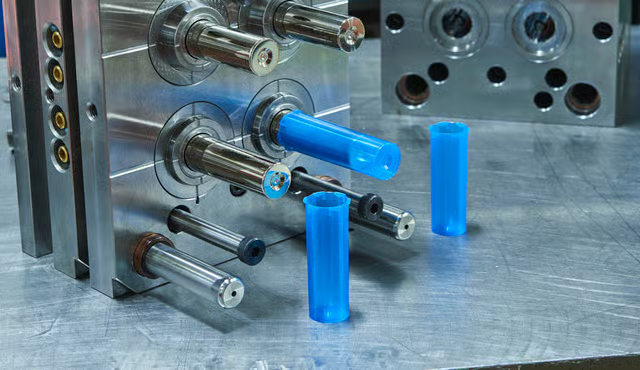
دبابيس القاذف ولوحة القاذف: ادفع الأجزاء النهائية إلى خارج القالب بعد التبريد.
حجم النار: الكمية الدقيقة من البلاستيك المنصهر المطلوب لملء التجويف.
لوحات لقط: تأمين القالب إلى آلة صب الحقن.
فهم هذه العناصر أمر بالغ الأهمية, حيث أن الانحرافات الصغيرة في التصميم يمكن أن تؤدي إلى عيوب في القالب مثل الاعوجاج, علامات بالوعة, أو عدم دقة الأبعاد.
أنواع تصنيف قوالب الحقن
أ. على أساس نظام التغذية
يحدد نظام التغذية كيفية تدفق البلاستيك المنصهر من فوهة الآلة إلى التجويف.
قالب حقن عداء ساخن
يستخدم مجاري ساخنة للحفاظ على البلاستيك المنصهر داخل المشعب.
مزايا: دورات أسرع, الحد الأدنى من النفايات, لا حاجة لإعادة طحن العدائين, ممتازة لإنتاج كميات كبيرة.
سلبيات: ارتفاع تكاليف الأدوات والصيانة, تنظيف معقد, الصعوبات مع تغييرات اللون / المواد, خطر تدهور المواد البلاستيكية الحساسة للحرارة.
التطبيقات: عالي الدقة, إنتاج متعدد التجاويف مثل المكونات الطبية, التعبئة والتغليف, والالكترونيات الاستهلاكية.
قالب حقن العداء البارد
العدائين غير مدفأة, والمواد الزائدة تصلب مع كل دورة.
مزايا: انخفاض تكلفة الأدوات, صيانة سهلة, التوافق المادي متعدد الاستخدامات, تغييرات اللون أسهل.
سلبيات: ارتفاع النفايات المادية, الحاجة إلى إعادة طحن العدائين, سرعة إنتاج أبطأ.
التطبيقات: مناسبة للإنتاج والنماذج الأولية بتكلفة منخفضة.
قالب عداء معزول
يجمع بين ميزات قوالب العداء البارد والتسخين الجزئي للحفاظ على البلاستيك المنصهر.
مزايا: أقل تكلفة من العدائين الساخنة, يسمح بتغييرات المواد بشكل أسرع, نظام تحكم أبسط.
سلبيات: تقتصر على مواد معينة, غير مناسب للمواد البلاستيكية عالية الأداء.
التطبيقات: إنتاج متوسط الحجم يتطلب التوازن بين التكلفة والكفاءة.
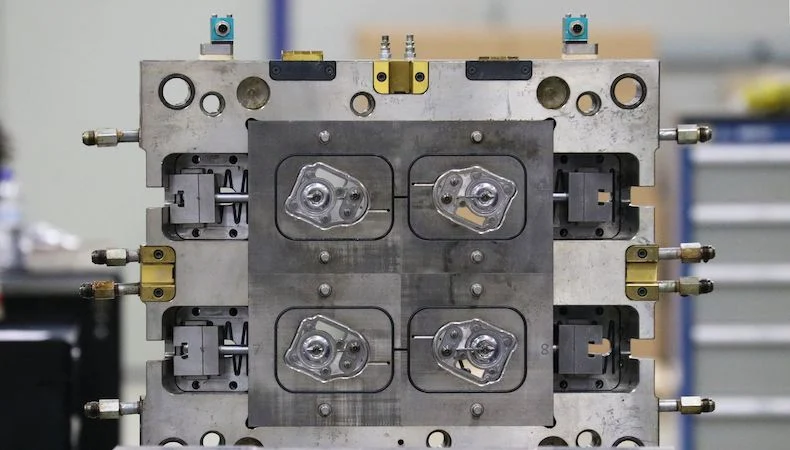
ب. على أساس عدد التجاويف
قالب حقن ذو تجويف واحد
تنتج جزءًا واحدًا في كل دورة.
الايجابيات: انخفاض تكلفة الأدوات, سهولة التحكم في العملية, يمكن الاعتماد عليها لعمليات التشغيل ذات الحجم المنخفض.
سلبيات: أبطأ معدل الإنتاج, ارتفاع تكلفة الوحدة.
حالات الاستخدام: النماذج الأولية, التصنيع على نطاق صغير, أجزاء الدقة.
قالب حقن متعدد التجويف
ينتج عدة أجزاء متطابقة في كل دورة.
الايجابيات: كفاءة أعلى, انخفاض تكلفة كل وحدة, أسرع الإنتاج الضخم.
سلبيات: ارتفاع الاستثمار في الأدوات الأولية, يتطلب قدرة الآلة المتقدمة.
حالات الاستخدام: قطع غيار السيارات, بضائع المستهلكين, عناصر التعبئة والتغليف.
قالب حقن الأسرة
تجاويف متعددة مصممة لإنتاج أجزاء مختلفة ولكنها مرتبطة في دورة واحدة.
الايجابيات: يقلل من إجمالي وقت الإنتاج والتكلفة, مفيدة للتجمعات.
سلبيات: يقتصر على الأجزاء المصنوعة من نفس المادة واللون, تعقيد أعلى.
حالات الاستخدام: مكونات اليسار واليمين, تجميعات المنتج مثل الأغلفة ذات الأغطية المطابقة.
ج. على أساس لوحة العفن
قالب حقن ذو طبقتين
التصميم الأبسط والأكثر شيوعًا بخط فراق واحد.
الايجابيات: تكلفة الأدوات منخفضة, البناء المباشر.
سلبيات: يلزم إزالة العداء يدويًا في إعدادات العداء البارد.
حالات الاستخدام: على نطاق صغير, صب للأغراض العامة.
قالب حقن ثلاثي الألواح
تتضمن لوحة متجرد إضافية, إنشاء خطين فراق.
الايجابيات: الفصل التلقائي للعداء والجزء المصبوب, كفاءة أعلى.
سلبيات: أدوات أكثر تكلفة, يقتصر على أنظمة عداء الباردة.
حالات الاستخدام: قوالب تبريد متعددة التجاويف للأجزاء ذات الحجم الكبير.
قالب حقن المكدس
مستويات متعددة من التجاويف مرتبة عموديا.
الايجابيات: يزيد الإنتاجية دون الحاجة إلى آلات أكبر, يقلل من حمولة المشبك.
سلبيات: تعقيد التصنيع العالي والتكلفة الأولية.
حالات الاستخدام: التعبئة والتغليف (قبعات الزجاجة, حاويات), المستهلكات الطبية, بضائع المستهلكين.
د. بناءً على قالب الحقن الفكي
قوالب متخصصة لإنتاج الأجزاء الملولبة.
مجهزة ميكانيكي, كهربائي, أو أنظمة القيادة الهيدروليكية التي تدور لفك الجزء أثناء الطرد.
مزايا: أتمتة إنتاج المكونات المترابطة, يقلل من مخاطر الضرر, يدعم التصنيع بكميات كبيرة.
التطبيقات: أغطية الزجاجات, إغلاق الخيوط, المكسرات, البراغي, تغليف مستحضرات التجميل, السحابات السيارات.
مواد أدوات حقن القالب: مما تتكون القوالب?

عندما نتحدث عن قوالب الحقن, سؤال واحد كبير هو: ما هي في الواقع مصنوعة من? يعد اختيار مادة القالب أمرًا مهمًا حقًا لأنه يؤثر على التكلفة, متانة, وكم عدد الأجزاء التي يمكن أن ينتجها القالب قبل أن يبلى.
فيما يلي مواد الأدوات الأكثر شيوعًا:
قوالب الصلب
الصلب هو المادة المفضلة للإنتاج بكميات كبيرة. انها صعبة أوخشنة, طويلة الأمد, ويمكنه التعامل مع الملايين من دورات التشكيل دون فقدان الدقة. تكون القوالب الفولاذية أكثر تكلفة في البداية, لكنها تؤتي ثمارها عندما تحتاج إلى تشغيل دفعات كبيرة بمرور الوقت.
قوالب الالمنيوم
قوالب الألومنيوم أخف وزنا, أسهل للآلة, وعادة ما تكون تكلفتها أقل من الفولاذ. إنها رائعة للنماذج الأولية أو المنخفضة- إلى إنتاج متوسط الحجم. الجانب السلبي هو أن الألومنيوم يتآكل بشكل أسرع, لذلك فهو ليس الخيار الأفضل إذا كنت تخطط لصنع ملايين الأجزاء.
إدراجات البريليوم والنحاس
في بعض الأحيان تستخدم القوالب نحاس البريليوم في مناطق معينة. هذه المادة ممتازة في توصيل الحرارة, مما يساعد على تبريد القالب بشكل أسرع وتقصير أوقات الدورة. لا يتم استخدامه عادةً للقالب بأكمله، بل للأقسام التي تحتاج إلى تبريد سريع.
ما هو الفرق بين أدوات قوالب الحقن الصلبة والناعمة?
الأدوات الناعمة
الأدوات الناعمة عادة ما تعني أن القالب مصنوع من الألومنيوم أو مادة أخرى أكثر ليونة. هذه القوالب أسرع وأرخص في التصنيع, مما يجعلها رائعة ل النماذج الأولية, الاختبار, أو عمليات الإنتاج الصغيرة. الجانب السلبي هو أنها لا تدوم لفترة طويلة، بعد عدد معين من الدورات, يتآكل القالب ولا يمكنه إنتاج أجزاء دقيقة بعد الآن.
الأدوات الصعبة
الأدوات الصلبة تعني أن القالب مصنوع من الصلب الصلب. تستغرق هذه القوالب وقتًا أطول وتكلفتها أكبر في التصنيع, ولكن يمكنهم التعامل معها مئات الآلاف إلى ملايين الدورات دون أن تنهار. وهذا يجعلها مثالية ل إنتاج متسلسل حيث تحتاج إلى جودة متسقة على مدى فترة طويلة.
طريقة بسيطة للتفكير في الأمر
الأدوات الناعمة = أسرع وأرخص مقدمًا, ولكن عمر محدود.
الأدوات الصعبة = باهظة الثمن مقدما, ولكنها تدوم لفترة أطول وأكثر فعالية من حيث التكلفة للإنتاج على نطاق واسع.
لذا, إذا كنت تختبر تصميمًا جديدًا أو تصنع بضعة آلاف من الأجزاء فقط, الأدوات الناعمة عادة ما تكون الخيار الأكثر ذكاءً. ولكن إذا كنت تعلم أنك ستقوم بتشغيل دفعات كبيرة لسنوات, الاستثمار في الأدوات الصلبة سيوفر لك المال على المدى الطويل.
كيف يعمل تعقيد الأدوات والتفاوتات الصارمة معًا في قولبة الحقن?
في صب الحقن, هناك شيئان يؤثران حقًا على مدى صعوبة تصميم القالب وبنائه: تعقيد و التسامح. دعونا نقسمها بعبارات بسيطة.
تعقيد الأدوات
وهذا يعني مدى تعقيد القالب. على سبيل المثال, هل يحتاج القالب إلى أجزاء متحركة مثل الشرائح أو الرافعات لتحرير القطع السفلية؟? هل تحتوي على تجاويف متعددة أو أقسام مترابطة تحتاج إلى فك؟? والمزيد من الميزات التي تضيفها, الأكثر تعقيدا (ومكلفة) يصبح القالب.
التسامح ضيق
تتعلق التفاوتات بمدى قرب الجزء الأخير من حجم التصميم الدقيق. إن التسامح الشديد يعني وجود مجال ضئيل جدًا للخطأ - فكر في الأجهزة الطبية أو أجزاء الفضاء الجوي حيث يكون كل ملليمتر مهمًا. تعني التفاوتات الأوسع أن هناك "مساحة أكبر للمناورة".,"مما يجعل القالب أسهل في البناء والصيانة.
كيف يتفاعلون
هنا يصبح الأمر مثيرًا للاهتمام: ال أكثر تعقيدا هو القالب, كلما أصبح من الصعب الحفاظ على التحمل الصارم. كل قطعة متحركة, كل تجويف إضافي, وكل ميزة خاصة تضيف فرصة لحدوث أخطاء صغيرة. علاوة على ذلك, غالبًا ما تتطلب التفاوتات الصارمة:
معالجة أكثر دقة للقالب.
مواد ذات جودة أفضل (مثل الفولاذ المقسى بدلاً من الألومنيوم).
فحوصات الجودة الإضافية أثناء الإنتاج.
مثال في العالم الحقيقي
إذا كنت تصنع شيئًا بسيطًا مثل لعبة بلاستيكية, لا تحتاج إلى تفاوتات شديدة للغاية, ويمكن أن يظل تصميم القالب واضحًا جدًا. ولكن إذا كنت تصنع حقنة طبية أو موصلًا فضائيًا, ستحتاج كل من القالب المعقد والتسامح الضيق للغاية- وهو ما يعني المزيد من الوقت, تكاليف أعلى, والحاجة إلى صانعي قوالب خبراء.
الوجبات الجاهزة
تعقيد عالي + التحمل الضيق = أكثر تكلفة, أكثر استهلاكا للوقت, ولكن أجزاء ذات جودة أعلى.
تعقيد منخفض + التحمل الأوسع = أرخص وأسرع, ولكن أقل دقة.
ولهذا السبب فهو دائمًا توازن: يحتاج مهندسو التصميم وصانعو القوالب إلى العمل بشكل وثيق معًا لتحديد مستوى التعقيد والتسامح الضروري حقًا لوظيفة الجزء.
كيف يؤثر تدفق المواد على الأدوات في قولبة الحقن?
عندما يتم حقن البلاستيك في القالب, إنها لا تجلس ساكنة فحسب، بل إنها كذلك يتدفق مثل السائل قبل أن يبرد إلى جزء صلب. الطريقة التي تتدفق بها هذه المواد لها تأثير كبير على كيفية استخدام الأدوات (القالب) تم تصميمه وبنائه.
مسارات التدفق مهمة
فكر في البلاستيك المنصهر مثل الماء الذي يجري عبر متاهة. إذا كانت "المتاهة" (القالب) تم تصميمه بشكل سيء, قد لا يصل البلاستيك إلى كل زاوية بالتساوي. يمكن أن يسبب هذا عيوبًا مثل اللقطات القصيرة (أجزاء غير مكتملة), جيوب هوائية, أو سمك غير متساوي.
بوابة وضع
البوابات هي نقاط الدخول حيث يتدفق البلاستيك إلى القالب. إذا تم وضعها في المكان الخطأ, قد لا يملأ التدفق القالب بشكل صحيح, أو قد ترى علامات مرئية على الجزء النهائي. يقضي مصممو الأدوات الكثير من الوقت في اكتشاف أفضل مواقع البوابة لتحقيق التوازن بين التدفق والمظهر.
نوع المادة
تتدفق المواد البلاستيكية المختلفة بشكل مختلف. على سبيل المثال, يتدفق ABS بسلاسة, بينما نايلون مملوء بالزجاج هو أكثر صلابة وأكثر جلخا. وهذا يعني أن الأدوات يجب أن تكون مصممة (وتصلب في بعض الأحيان) للتعامل مع سلوك تدفق المواد.
التبريد و Warpage
إذا كانت المادة لا تتدفق بالتساوي, قد تبرد بعض المناطق بشكل أسرع من غيرها, مما يؤدي إلى تزييفها أو انكماشها. غالبًا ما يقوم صانعو الأدوات بضبط قنوات التبريد داخل القالب للحفاظ على توازن الأشياء.
طريقة بسيطة للتفكير في الأمر
تدفق المواد مثل حركة المرور في المدينة.
إذا الطرق (قنوات العفن) مصممة بشكل جيد, مرور (بلاستيك) يتحرك بسلاسة.
إذا لم يكن كذلك, تحصل على الاختناقات المرورية, طريق مسدود, والسائقين المحبطين – إلا في هذه الحالة, تحصل على أجزاء معيبة وأدوات مهترئة.
لماذا تعتبر قوالب الحقن ضرورية؟?
إمكانيات تصميم لا حدود لها: يدعم مجموعة واسعة من الصناعات, من الأجهزة الطبية إلى الفضاء.
مرونة اختيار المواد: يمكن تصميم كل قالب للتعامل مع خصائص بلاستيكية محددة, معدلات الانكماش, والسلوكيات الحرارية.
اتساق المنتج العالي: تعمل الأتمتة على تقليل الأخطاء البشرية وتضمن جودة موحدة للأجزاء.
الكفاءة ومراقبة التكاليف: تصميم القالب الصحيح يقلل من النفايات, يقلل من أوقات الدورة, ويخفض تكاليف كل وحدة في الإنتاج الضخم.
ما هي المشكلات الشائعة في أدوات قولبة الحقن وكيف يمكنك إصلاحها?
حتى مع أفضل القوالب تصميمًا, صب الحقن لا يسير دائمًا بشكل مثالي. يمكن أن تظهر مشكلات الأدوات أثناء الإنتاج, ومعرفة كيفية اكتشافها وإصلاحها بسرعة يمكن أن توفر الكثير من الوقت والمال. دعونا نلقي نظرة على بعض المشاكل الأكثر شيوعًا وما يمكنك فعله حيالها.
1. فلاش (بلاستيك رقيق جدًا على الحواف)
ما هو عليه: بلاستيك إضافي يتسرب من مكان التقاء نصفي القالب.
لماذا يحدث ذلك: لقط العفن سيئة, حواف العفن البالية, أو ارتفاع ضغط الحقن.
كيفية الإصلاح: تشديد قوة لقط, إصلاح أسطح العفن البالية, أو تقليل ضغط الحقن.
2. لقطات قصيرة (تعبئة غير مكتملة)
ما هو عليه: الجزء لا يمتلئ بالكامل, ترك الفجوات أو الأقسام المفقودة.
لماذا يحدث ذلك: عدم كفاية ضغط الحقن, ضعف تدفق المواد, أو البوابات المسدودة.
كيفية الإصلاح: زيادة الضغط أو درجة الحرارة, تحسين التنفيس, أو إعادة تصميم البوابات والعدائين.
3. تزييف (انحناء الأجزاء أو التواءها)
ما هو عليه: يبرد الجزء بشكل غير متساو ويفقد شكله المقصود.
لماذا يحدث ذلك: التبريد غير المتكافئ, ضعف تدفق المواد, أو تصميم خاطئ لسمك الجدار.
كيفية الإصلاح: ضبط قنوات التبريد, تغيير سمك الجدار, أو تعديل معلمات المعالجة.
4. علامات بالوعة (الخدوش على السطح)
ما هو عليه: المنخفضات الصغيرة أو الخدوش على سطح الجزء.
لماذا يحدث ذلك: تبرد المقاطع السميكة بشكل أبطأ, مما يسبب انكماش غير متساو.
كيفية الإصلاح: ضبط التبريد, تقليل سمك الجدار, أو أضف تصميمات ضلعية مناسبة لدعم السطح.
5. خطوط اللحام (خطوط مرئية حيث تلتقي التدفقات)
ما هو عليه: خطوط على الجزء الذي يلتقي فيه تدفقان من البلاستيك ولكن لا يرتبطان بشكل كامل.
لماذا يحدث ذلك: وضع البوابة ضعيف, درجة حرارة ذوبان منخفضة, أو التدفق غير المتكافئ.
كيفية الإصلاح: تغيير مواقع البوابة, زيادة درجة حرارة الذوبان أو العفن, أو ضبط مسارات التدفق.
6. تآكل الأداة والأضرار
ما هو عليه: القالب نفسه يتآكل أو يتضرر بعد الاستخدام المتكرر.
لماذا يحدث ذلك: المواد الكاشطة (مثل البلاستيك المملوء بالزجاج), قوة لقط عالية, أو سوء الصيانة.
كيفية الإصلاح: استخدم الفولاذ المقسى, تطبيق الطلاء السطحي, وجدولة الصيانة الدورية.
كيفية تحسين التكاليف في أدوات قولبة الحقن?

يمكن أن تكون قوالب الحقن واحدة من أكبر الاستثمارات في التصنيع, خاصة بالنسبة للإنتاج ذو الحجم العالي. لكن الخبر السار هو أن هناك طرقًا ذكية لذلك خفض التكاليف دون قطع الزوايا. دعونا نحلل بعض الاستراتيجيات العملية.
1. اختر مادة الأدوات المناسبة
قوالب الالمنيوم أرخص وأسرع في الصنع, رائعة للنماذج الأولية أو عمليات التشغيل ذات الحجم المنخفض.
قوالب فولاذية تكلف أكثر مقدمًا ولكنها تستمر لفترة أطول, مما يجعلها الخيار الأفضل للإنتاج على نطاق واسع.
👉 يمكن أن يؤدي اختيار المادة المناسبة بناءً على احتياجات الإنتاج الخاصة بك إلى توفير الكثير على المدى الطويل.
2. تبسيط تصميم القالب
كلما كان القالب أكثر تعقيدا (تجاويف اضافية, الرافعات, الشرائح, الخيوط), كلما أصبحت أكثر تكلفة. إذا لم تكن بعض الميزات ضرورية تمامًا, يمكن أن يؤدي تبسيط التصميم إلى خفض التكاليف مع الاستمرار في إنجاز المهمة.
3. تحسين تصميم الجزء
أحيانا, التغييرات الصغيرة في تصميم الجزء يمكن أن تجعل الأدوات أسهل وأرخص. على سبيل المثال:
الحفاظ على سماكة الجدار موحدة.
تجنب التخفيضات العميقة.
إضافة زوايا مسودة لسهولة الطرد.
تساعد هذه التعديلات على تقليل تآكل الأدوات وتسريع الإنتاج.
4. موازنة التجاويف وحجم الإنتاج
يصنع القالب متعدد التجاويف المزيد من الأجزاء في كل دورة, ولكن بناءها أكثر تكلفة أيضًا. إذا كان حجم طلبك صغيرًا, قد يكون القالب ذو التجويف الواحد أكثر فعالية من حيث التكلفة. لتشغيل الإنتاج الكبير, توفر القوالب متعددة التجاويف المال على المدى الطويل من خلال تقليل أوقات الدورات.
5. خطة للصيانة
يمكن أن يؤدي إهمال العناية بالعفن إلى إصلاحات باهظة الثمن أو حتى استبدال كامل. التنظيف المنتظم, تشحيم, والتفتيش يطيل عمر القالب ويمنع التوقف المكلف.
6. العمل بشكل وثيق مع صانع الأدوات
يمكن لصانع الأدوات الماهر أن يقترح تحسينات في التصميم, الخيارات المادية, وتخطيطات التبريد التي تقلل التكاليف. يساعد التعاون المبكر على تجنب عمليات إعادة التصميم الباهظة الثمن لاحقًا.
الوجبات الرئيسية
تحسين تكاليف الأدوات هو كل شيء إيجاد التوازن الصحيح: لا تذهب فقط للخيار الأرخص, ولكن أيضًا لا تبالغ في هندسة القالب. من خلال اتخاذ خيارات ذكية في المواد, تصميم, والصيانة, يمكنك خفض النفقات الأولية و توفير المزيد على مدى عمر القالب.
اختيار شريك موثوق في مجال قولبة الحقن
تصميم قالب الحقن هو أمر تقني, مهمة تعتمد على الدقة وتتطلب خبرة عميقة في الأدوات, مواد, وتحسين العملية. تضمن الشراكة مع مزود خدمة صب الحقن ذو الخبرة:
احترافي تصميم وتصنيع القالب
تصميم للتصنيع (سوق دبي المالي) تحليل لمنع العيوب
أجزاء بلاستيكية عالية الجودة محسنة للقوة, دقة, وفعالية التكلفة
خاتمة
يعتبر القولبة بالحقن طريقة تصنيع لا غنى عنها للصناعات الحديثة, لكن اختيار نوع القالب يلعب دورا حاسما في نجاح الإنتاج. سواء مصنفة حسب نظام التغذية, رقم التجويف, لوحة العفن, أو آليات التفكيك, يقدم كل قالب فوائد وقيودًا فريدة.
إن فهم هذه الفئات يمكّن المهندسين من اختيار القالب المناسب لمشاريعهم, ضمان كفاءة أعلى, انخفاض التكاليف, وتحسين جودة المنتج.
الأسئلة الشائعة
ما هو نوع قالب الحقن الأكثر استخداما؟?
تُستخدم القوالب متعددة التجاويف ثلاثية الألواح على نطاق واسع لأنها تدعم السرعة العالية, إنتاج بكميات كبيرة مع فصل عداء آلي.
ما هي المواد الأكثر شيوعا لصب الحقن?
عضلات المعدة, البولي (الكمبيوتر), البولي بروبلين (ص), بولي ايثيلين (بي), البوليسترين (ملاحظة), نايلون (السلطة الفلسطينية), والاكريليك.
هل تتطلب المواد البلاستيكية المختلفة قوالب مختلفة؟?
نعم. البلاستيك لديه معدلات انكماش متفاوتة, خصائص التدفق, والتسامح في درجات الحرارة. يجب أن يأخذ تصميم القالب في الاعتبار هذه الخصائص للحفاظ على دقة الأبعاد.
اقرأ المزيد:
صب الحقن مقابل. التصنيع باستخدام الحاسب الآلي
ما هو التصنيع بمساعدة الكمبيوتر (كام)?
![]()


1 فكرت في "أنواع قوالب الحقن: فئات, سمات, والتطبيقات الصناعية”