من هذه المقالة, سوف تتعلم كل شيء عن التوسيع في الآلات - ما هو عليه, كيفية إعادة تثبيت ثقب خطوة بخطوة, أنواع مختلفة من reamers, القضايا المشتركة, CNC توسيع, ونصائح الخبراء لتحقيق التحمل المثالي للثقب والتشطيبات السطحية. مثالي للمهندسين والمهنيين في مجال التصنيع.
ما الذي يفسد?
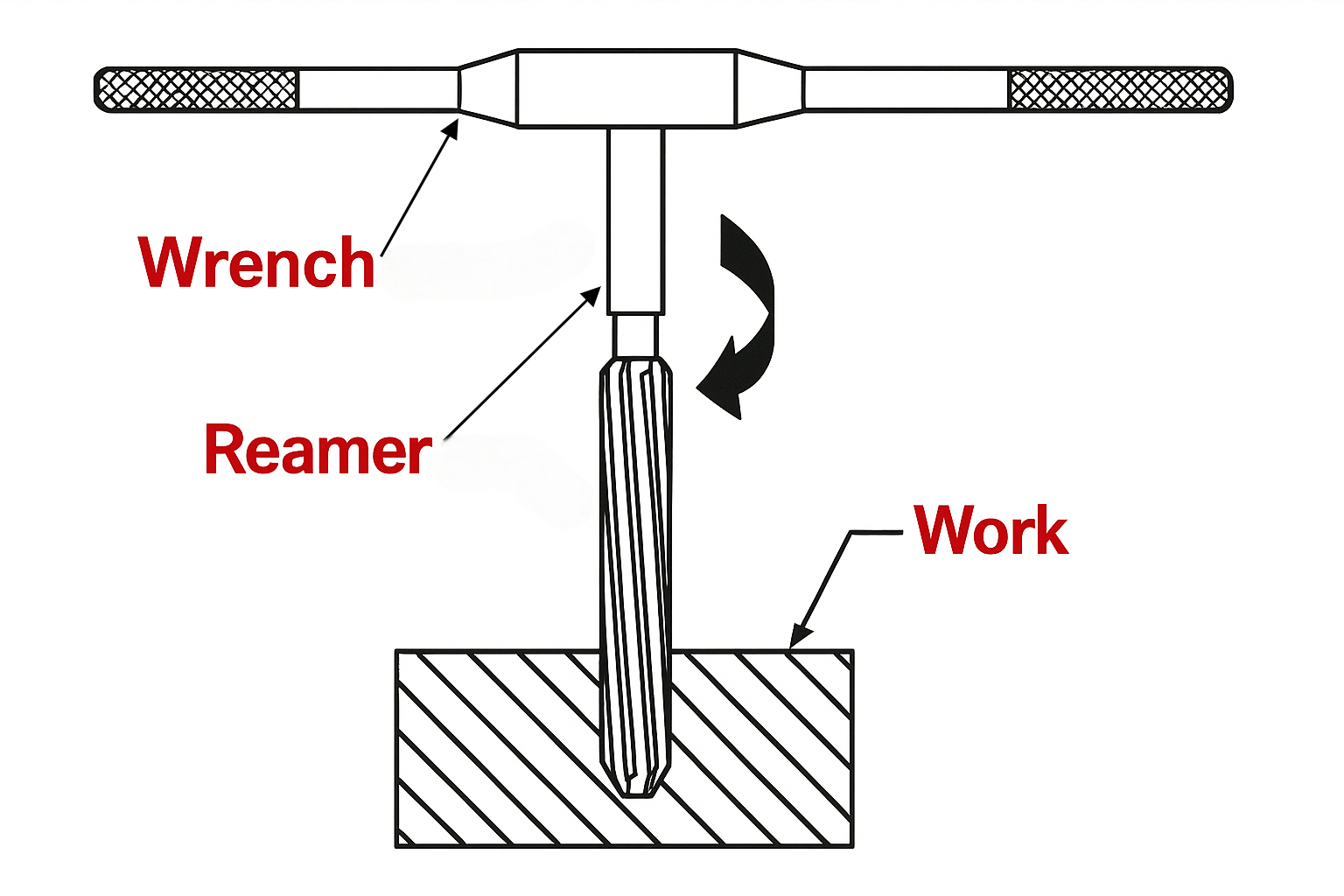
التقييم هو عملية توسيع حفرة موجودة مع أداة دقيقة تسمى أ مخرطة لتحقيق الانتهاء عالي الجودة والتحمل الضيق. إنها عملية نهائية - لا لإزالة طن من المواد, ولكن للاتصال في الدقة والنعومة. فكر في الأمر مثل تنعيم الحواف الخشنة بعد نحت تحفة.
إليك كيفية عملها: يتم إدراج Reamer في حفرة مسبقة وتقطيع-عادةً بسرعة أبطأ من التدريبات-لحلق ما يكفي من المواد لجعل مستدير الفتحة, أكثر سلاسة, وحجم الصحيح بالضبط. غالبًا ما يتم استخدامه في تشغيل المعادن, ولكن يتم تطبيقه أيضًا على المواد البلاستيكية والمواد المركبة.
لا تتصرف هذه الأداة مثل مطحنة أو تدريبات نموذجية - فهي تقطع بشكل أكثر دقة ومتسقة على طول حوافها المخادع. عادة ما تكون كمية المواد التي تمت إزالتها أثناء التوقيف صغيرًا جدًا, في كثير من الأحيان بين 0.1 مم ل 0.3 مم (أو 0.004 ل 0.012 بوصة). إنها الدقة التي تهم.
يمكن أن تكون أدوات التوسيع يدوي (يدوى reamers) أو مدفوعة الآلة (تشاك أو CNC Reamers) اعتمادًا على الوظيفة. بينما قد ترى تجديدًا في ورش عمل صغيرة, يستخدم على نطاق واسع في الفضاء الجوي, السيارات, والتصنيع الصناعات التي لا تتوافق فيها النوبات الدقيقة.
كيف تثير حفرة: دليل خطوة بخطوة
خطوة 1: تأمين الشغل
قبل أي شيء آخر, قفل قطعة العمل الخاصة بك. إذا تحركت قليلاً أثناء عملية التجديد, أنت في عالم من المتاعب. يستخدم يظهر, المشابك, أو التركيبات للتأكد من أن الجزء صلب. أكثر تشددًا, كلما كانت النتيجة أكثر دقة.
خطوة 2: حفر الحفرة الأولية
لا يمكنك فقط دفع Reamer إلى مادة خام وتتوقع النتائج. ابدأ بفتحة حفر. للنصيحة: حفر الحفرة 2-4% الأصغر من القطر النهائي المطلوب. للحصول على مواد أكثر ليونة, استخدم 4% أسفل الحجم; لأصعب, اذهب مع 2%.
خطوة 3: اختر حجم reamer الصحيح
اختر reamer يطابق القطر النهائي الدقيق أنت تستهدف. إذا كنت تتجول 10 ثقب مم, أنت بحاجة إلى 10 MM Reamer -لا 10.1 مم, لا 9.9 مم. رايمرز غير قابل للتعديل (ما لم تستخدم نوعًا خاصًا), لذا فإن اختيار الصحيح أمر بالغ الأهمية.
خطوة 4: تطبيق السرعة الصحيحة, يٌطعم, وتزييت
أبطأ أفضل هنا. يستخدم نصف دورة في الدقيقة كنت تستخدم أثناء الحفر و ضعف معدل التغذية. تم تصميم أدوات التوسيع لتغذية أعلى ولكن السرعة المنخفضة. لا تنس استخدامها قطع الزيت أو المبرد- هذا يقلل من الحرارة ويحسن النهاية.
خطوة 5: تنفيذ عملية التجديد
أدخل Reamer ببطء في الحفرة أثناء الدوران. الحفاظ على ثابت, حتى الضغط. لا تجبرها. ستؤدي الأداة إلى العمل. عندما تصل إلى القاع, لا تنعكس- فقط قم بإيقاف تشغيل الجهاز وسحب الأداة بعناية مباشرة.
خطوة 6: اللمسات النهائية والتنظيف
Deburr الجزء العلوي والسفلي من الحفرة مع أ أداة countersink, وقم بتنظيف الفتحة بالهواء المضغوط أو الفرشاة. تحقق من القطر باستخدام مقياس ميكرومتر أو مقياس توصيل لتأكيد عملك. فعلت الحق, يجب أن تكون النتيجة أ المرآة, ثقب الحجم الدقيق.
ما هو الغرض من التوفيق?
دقة الأبعاد
الغرض الرئيسي من التجديد هو لتحقيق دقة الأبعاد. عندما يدعو المشروع إلى ثقب بالضبط 10.00 مم, غالبًا ما لا يقطعها التدريبات بمفردها. قد يتركك مع 9.95 ملم أو 10.08 MM - Close, لكن ليس مثاليًا. تجديد الجسور تلك الفجوة.
لأن Reamers يتم تصنيعها لتحمل التحمل بأنفسهم, يمكنهم إنتاج أقطار ثقب بشكل موثوق مع التحمل ضيق مثل ± 0.005 مم (± 0.0002 في). هذا المستوى من الدقة لا يقدر بثمن في الأجزاء التي تحتاج إلى أن تتناسب مع عدم وجود مساحة للمناورة تقريبًا - مثل في الفضاء الجوي, الروبوتات, أو يزرع الطبية.
تحسن الانتهاء من السطح
فائدة ضخمة أخرى من الانتكاس? ال الانتهاء من السطح. قد تبدو الثقوب التي يتم حفرها أو بالملل على ما يرام للعين المجردة, ولكن تحت المجهر (أو تحت الضغط), يمكن أن تسبب الأسطح الداخلية الخشنة الاحتكاك, يرتدي, أو الفشل.
ينتج تقوية الأسطح مع نهاية جيدة مثل RA 0.2 ميكرومتر, اعتمادا على reamer والمواد. هذه النعومة لا تتعلق فقط بالجماليات - إنها تدور حولها تقليل الاحتكاك, منع التآكل, و ضمان الموثوقية على المدى الطويل من المكونات المجمعة.
السيطرة على تحمل الثقب
التسامح مع الثقب ليس مجرد مواصفات خيالية في دليل - إنه مخطط لكيفية توافق الأجزاء معًا. أ اضغط على الملاءمة, على سبيل المثال, قد تتطلب تحمل ثقب +0.0000 في / -0.0005 في. غالبًا ما يكون التقييم هو الطريقة الوحيدة التي يمكن باستمرار تحقيق هذه التسامح, خاصة في المعادن الصعبة مثل الصلب أو التيتانيوم.
وهذا يجعل التحديد ضروريًا في تصنيع خط التجميع, حيث الاتساق هو المفتاح. سواء كنت تصنع 10 أو 10,000 أجزاء, يساعد Reamer في ضمان كل ثقب متطابق- لا تخمين, لا مفاجآت.
أنواع مختلفة من reamers

يدوى reamers
هذه هي اليدوي. يمتلك رعاة اليد تفتقًا طفيفًا على الطرف لمساعدتهم على مركز أنفسهم في الحفرة. إنها مثالية للوظائف التي تهم الدقة ولكن تجديد الآلات غير ممكن.
آلة (تشاك) reamers
تستخدم مع المخارط, ضغوط الحفر, أو آلات الطحن, مصنوعة من رماة الآلة متسقة, العمليات عالية السرعة. إنهم أفضل رهان لك إنتاج متسلسل و التحمل الضيق.
قذيفة reamers
هذه هي reamers قطر كبير تستخدم مع شل رمير arbors. يسمح تصميم الصدفة بـ استبدال سهل من الأدوات البالية, توفير المال مع مرور الوقت - مثالي لإثارة الثقوب الكبيرة في بيئات الإنتاج.
كربيد reamers
عندما تتعامل مع مواد صعبة مثل الفولاذ المقاوم للصدأ أو التيتانيوم, كربيد رايبرز هي أفضل صديق لك. يستمرون لفترة أطول ويقطعون أنظف بفضل حواف القطع الصعبة.
reamers قابل للتعديل
تحتاج المرونة? تحتوي هذه المحاكاة على شفرات متحركة حتى تتمكن من تعديل القطر قليلاً. إنها مفيدة عندما تكون التسامح ضيقة, لكن أحجام الثقب المسبق الخاصة بك تختلف.
العائمة العائمة
وتستخدم هذه في إعدادات CNC حيث يمكن أن تسبب مشكلات المحاذاة مشاكل. إنهم "يطفوون" قليلاً في المغزل, تعويض ل اختلال طفيف وضمان قطع نظيف.
المشكلات الشائعة التي تحدث أثناء التوفيق
الثقوب المتضخمة أو الضخمة
واحدة من أكثر الصداع شيوعًا أثناء التوسيع هو الانتهاء من الثقوب التي تكون إما ضيقة جدًا أو فضفاضة جدًا. و ثقب صغير يمكن أن ينتج عن استخدام reamer لم يتم الحفاظ عليه بشكل صحيح أو عندما يفرك Reamer على المواد بدلاً من قطعها بشكل نظيف. يحدث هذا كثيرًا عندما ريمير باهت, أو لا يوجد ما يكفي من الأسهم المتبقية من عملية الحفر لخفض بفعالية.
على الجانب الآخر, ثقوب كبيرة الحجم عادة ما تكون ناتجة عن اختلال أو ارتداء الأدوات المفرطة. إذا لم يتم محاذاة Reamer بشكل صحيح مع الفتحة المحفورة, أو إذا كان متذبذبًا بسبب انطلاق المغزل, من المحتمل أن ترى ثقبًا أكبر من المقصود. يمكن أن يحدث هذا أيضًا إذا كان معدل التغذية عدوانية للغاية أو إذا لم يتم التحكم في الاهتزاز بشكل صحيح.
مشاكل الثرثرة والاهتزاز
لا شيء يدمر وظيفة مثبتة الثرثرة- هذا الصوت المزعج لأداة الاهتزاز في المواد الخاصة بك. لا يبدو الأمر سيئًا فقط; يسبب عيوب مرئية. النهاية السطحية تتحول إلى خشونة, وفي الحالات الشديدة, يمكن أن يضر Reamer نفسه. عادة ما ينتج الثرثرة عن عدم وجود صلابة الآلة, الأداة المفرطة المتراكبة, أو إعدادات السرعة والتغذية غير السليمة.
لمنع هذا, الحفاظ على الإعداد ضيق, تقليل تراكب المهرج, والاستخدام تزييت مناسب. زيادة معدل التغذية قليلا أو تقليل سرعة غالبا ما يساعد في تقليل الثرثرة. أيضًا, تأكد من أن جهازك في حالة جيدة بدون تشغيل أو رد فعل عنيف.
أدوات الكسر وارتداء
تعد Tool Life مصدر قلق كبير في عمليات التوسيع. إذا كنت تلاحظ تآكل مبكر, قد يكون ذلك بسبب عدة أسباب:
خلاصة/سرعة غير صحيحة
مواد ذات جودة رديئة
تشحيم غير كاف
توقيف الكثير من المواد
لن يتم قطع reamer البالية بدقة ويمكنه حتى كسر داخل الحفرة, إنشاء فوضى مكلفة ومستهلكة للوقت. لتجنب هذا, افحص أدواتك بانتظام واستعادها أو استبدالها عند الضرورة.
نصائح واحتياطات لعمليات التجديد

إدارة إعدادات التغذية والسرعة
دعونا نتحدث عن الأرقام. التقييم يتطلب عادة سرعات أبطأ وأعلاف أعلى من الحفر. كقاعدة عامة:
دورة في الدقيقة: نصف إلى ثلثي سرعة الحفر الخاصة بك
معدل التغذية: 2x الخلاصة المستخدمة للحفر
هذا يضمن أن Reamer لا يحرق الفتحة فحسب ، بل في الواقع تخفيضات المادة. يمكن أن يسبب البطيء جدًا فركًا, في حين أن السرعة المفرطة يمكن أن تؤدي إلى الثرثرة وسوء التشطيبات.
ضمان محاذاة الأداة المناسبة
المحاذاة المثالية غير قابلة للتفاوض. إذا لم يكن reamer الخاص بك ليس كذلك متحدة المركز تماما مع الحفرة, ستكون النتيجة أي شيء غير دقيق. غالبًا ما ينتهي بك الأمر الثقوب الجرس الفموية أو التشطيبات المدببة. عادة ما يكون الاختلال بسبب:
مغزل البالية
خاطف أو كوليت
إعداد الشغل غير لائق
لإصلاح هذا, تحقق مزدوج معايرة جهازك واستخدامه حاملي Reamer العائمة إذا لم يكن الإعداد جامدًا بدرجة كافية.
صيانة الأدوات وإعادة التسجيل
لا تنتظر أن تفشل reamer الخاص بك قبل أن تفكر في الصيانة. متأخر , بعد فوات الوقت, الحواف القطع تصبح مملة, و reamer مملة تعني ضعف الأداء. إعادة صياغة الشارع (الحافة المتطورة) يمكن أن تمدد حياة الأداة بشكل كبير, ولكن يجب أن يتم بعناية. يجب أن يكون كل الفلوت شحذًا بالتساوي, أو تخاطر بقطع فتحة كبيرة الحجم أو بيضاوي.
من الأفضل تتبع ساعات استخدام Reamer وجدول الصيانة وفقًا لذلك. لا تحاول أبدًا شحذ Reamer باليد إلا إذا تدربت على ذلك.
تجنب الثرثرة والتشطيبات السيئة
الثرثرة هي قاتل الانتهاء من السطح. إلى جانب إعدادات السرعة/التغذية المناسبة, فيما يلي بعض الطرق لمنعها:
حافظ على جهازك والإعداد جامد
يستخدم أدوات أقصر مع أقل تراكم
تأكد
لا تبخل تشحيم- تساعد السوائل في تقليل الاحتكاك ودرجة الحرارة
أيضًا, تأكد من لك لا تمنع قاطرة Reamer. مرة واحدة تبدأ, دعها تسير على طول الطريق في حركة واحدة من أجل أنظف قطع.
كيفية تحديد حجم ثقب ream
إرشادات بدل الأسهم
حجم الفتحة قبل الانحدار - يطلق سراح قطر ما قبل الحلم- أمر بالغ الأهمية. اترك القليل من الأسهم, ولن يقطع Reamer. اترك الكثير, وقد يمسك, الثرثرة, أو كسر. إليك دليل بدل الأسهم العملي:
للثقوب تحت 1/4 ″: اترك 0.010″
للثقوب حوالي 1/2 ″: يترك 0.015″
للثقوب التي تزيد عن 1 ″: يترك ما يصل إلى 0.025 ″
ل تقسيم اليد, تقليل هذا بشكل كبير 0.001″ إلى 0.003 ″, نظرًا لأن دفع الأداة يدويًا يتطلب مقاومة أقل.
ريمير مقابل. قواعد حجم الحفر من الإبهام
ما زلت غير متأكد من حجم الحفر قبل الانحناء? استخدم هذه الصيغة البسيطة:
حجم الحفر = حجم reamer - (2% ل 4%)
يختار 2% تحت للمعادن الصلبة مثل الصلب أو التيتانيوم. يستخدم 4% تحت للحصول على مواد أكثر ليونة مثل الألومنيوم أو البلاستيك. هذا يساعد على ترك الكمية المناسبة للمواد لقطعها بشكل نظيف دون تشويه.
على سبيل المثال:
حجم ريمير: 10 مم
حجم الحفر للصلب (2% تحت): 9.8 مم
حجم الحفر للألمنيوم (4% تحت): 9.6 مم
يساعد اتباع هذه الإرشادات, ينظف, وثقب دقيق.
توقيف مقابل. مملة مقابل. حفر: ما هي الاختلافات?

دعنا نقسمه ببساطة. كل هذه العمليات الثلاث تتعامل مع صنع الثقوب أو تحسينها, لكن لكل منها هدفه وأدواته الخاصة:
| ميزة | حفر | ممل | التوسيع |
| غاية | إنشاء ثقب أولي | تكبير أو محاذاة ثقب | فتحة الانتهاء من الحجم الدقيق |
| أداة | تويست الحفر بت | شريط ممل أو رأس | متعددة الفلوت ريمير |
| المواد التي تمت إزالتها | كمية كبيرة | كمية معتدلة | صغير, مبلغ دقيق |
| صقل الأسطح | خشن | معتدل | ممتاز |
| تسامح | ± 0.005 "أو أسوأ | ± 0.001 "إلى ± 0.002" | ± 0.0005 "أو أفضل |
| تستخدم متى | صنع حفرة جديدة | إصلاح موقع الثقب/الحجم | إتقان حجم الفتحة النهائية |
لذا, متى تختار كل?
يستخدم حفر لبدء حفرة.
يستخدم ممل لإصلاح أخطاء الموقع أو الذهاب بشكل أكبر.
يستخدم التوسيع للتغيير النهائي والتشطيب.
إن التقييم لن يعمل بدون حفرة موجودة مسبقًا-إنه أ التشطيب عملية, لا تبدأ واحدة.
متى تختار التجديد أكثر من الممل?
العوامل التي تفضل التوفيق
غالبًا ما يكون التقييم هو الخيار الأفضل عندما:
تحتاج إنتاجية عالية—زقيات أسرع من الممل لتحجيم النهائي.
يدعو مشروعك التحمل الضيق والتشطيبات السلسة.
لديك العديد من الأجزاء المتطابقة لإنتاج - يحافظان على تكرار ممتازة.
في المقابل, مملة مثالية عندما تتعامل معه:
أ ثقب غير متنوع أو إزاحة
الحاجة إلى ضبط حجم الفتحة على الذبابة
الأشكال غير النظامية أو الثقوب العميقة
سيناريوهات التطبيق
فيما يلي بعض المواقف التي يتم فيها الانتقال إلى:
محامل الدقة في قطع غيار السيارات أو الفضاء
المكونات الطبية حيث تكون التسامح أمرًا مهمًا للحياة
خطوط التجميع حيث السرعة والتوحيد هما كل شيء
أجزاء الصلب المتصلب حيث قد يكون مملًا بطيئًا أو خشنًا
لا يتعلق التواء فقط بالقطع - إنه يتعلق بالقطع بشكل صحيح. إذا كنت تريد أنظف, سلاسة, وأكثر ثقب دقة ممكنة, التوقيت هو إجابتك.
شرح CNC توسيع
ما هو تشديد CNC?
إن تجديد CNC هو ببساطة عملية أداء عمليات التوسيع على أ التحكم العددي بالكمبيوتر (CNC) آلة. يكمن جمال توسيع CNC في دقتها وتكرارها. على الرغم من أن التقييم اليدوي يمكن أن يقدم تناقضات طفيفة اعتمادًا على مهارة المشغل, CNC توسيع يزيل الخطأ البشري من المعادلة. الأمر كله يتعلق بالدقة, الأتمتة, والكفاءة.
إليك كيفية عملها: بعد حفر الثقب مسبقًا (أيضا عبر CNC), تم برمجة الماكينة للتبديل إلى أداة Reamer وأداء تمريرة التشطيب عند المعرفة مسبقًا دورة في الدقيقة, معدل التغذية, والعمق. يتم التحكم في كل شيء رقميًا, من مسارات الأداة ل توقيت التشحيم. هذا يعني أنه حتى الأجزاء المعقدة التي تحتوي على عشرات الثقوب الدقيقة يمكن إكمالها بسرعة وبشكل مثالي كل مرة.
يسمح إعداد CNC بإحكام التحكم في الأدوات, لذلك هناك خطر أقل من اختلال أو انحراف الأدوات. زائد, مع مغيرات الأدوات التلقائية, يمكن تبديل Reamers داخل وخارج دون إدخال يدوي - زيادة العملية والحفاظ على الأمور متسقة عبر مئات أو حتى آلاف الأجزاء.
CNC تقوية في الصناعات عالية الدقة
في الصناعات التي تكون فيها الدقة ملكًا -الفضاء الجوي, السيارات, أجهزة طبية, إلكترونيات—CNC تجديد غير قابل للتفصيل. فكر في مكونات مثل فوهات حقن الوقود, يزرع الجراحة, أسطوانات المحرك, والأجهزة البصرية. هذه الأجزاء تتطلب التحمل داخل الميكرون, الذي يمكن أن يوفره فقط توسيع موجه CNC باستمرار.
يقلل تحديد CNC أيضًا من فرصة إعادة صياغة أو قطع الغيار, توفير الوقت والمال على أرضية الإنتاج. مع مراقبة العملية والتعويض التلقائي, إنه يضمن تصحيحات في الوقت الفعلي ومفاجآت أقل.
خلاصة القول? إذا طالب مشروعك بالتحديد الفائق وناتج الحجم العالي, CNC Treaming هو أفضل صديق لك.
التطبيقات الصناعية للتشديد
صناعة السيارات
ال قطاع السيارات يعتمد اعتمادًا كبيرًا على توحيد الأجزاء التي تتطلب التحمل الضيق. من اسطوانة المحرك ل علب علبة التروس, مكونات التعليق, و أدلة الصمام, يساعد التوسيع على ضمان أن تتناسب الأجزاء معًا دون تسرب أو اللعب.
مع ملايين الأجزاء تتدحرج خطوط الإنتاج, الاتساق هو المفتاح. يوفر التقييم هذا الاتساق على نطاق واسع, إعطاء الشركات المصنعة ثقة في أن كل جزء سوف يؤدي بشكل متماثل إلى آخر.
صناعة الطيران
في الفضاء الجوي, لا يوجد مجال للخطأ. يمكن أن يؤدي غير المقبل الصغير إلى إخفاقات كارثية. يتم استخدام التوسع في الكمال الثقوب القفل, تحمل العلب, مكونات توربو, و التجميعات الهيدروليكية.
هذه الأجزاء لا تحتاج فقط إلى أن تكون دقيقة ولكن أيضًا خفيفة الوزن ودائم, مما يعني العمل مع مواد صعبة مثل التيتانيوم و inconel. يضمن التقييم هذه الثقوب الحرجة تلبي المواصفات الدقيقة, حتى في أصعب السبائك.
تصنيع & خطوط التجميع
من الإلكترونيات إلى المعدات الثقيلة, تستخدم مصانع التصنيع التي تم توحيدها عبر تطبيقات لا حصر لها -كتل هيدروليكية, إدراج العفن, البطانات الملائمة, و اكثر.
أينما كان من المفترض أن يتم تزاوج عنصرين بدقة-سواء كان ذلك ملائماً, مناسبة التداخل, أو الانزلاق-ستجد تجديدًا في قلب العملية. تستفيد خطوط التجميع بشكل خاص آلة عالية السرعة, مما يجعل الإنتاجية عالية والأخطاء منخفضة.
التقنيات والابتكارات المتقدمة في التقييم
المغلفة المغلفة
أدوات التوسيع اليوم لم تعد فولاذ عالي السرعة بعد الآن. هم مطلية مع مواد متقدمة مثل تين (نيتريد التيتانيوم), tialn (نيتريد الألمنيوم التيتانيوم), أو حتى الكربون يشبه الماس (DLC). هذه الطلاء تعزز حياة الأداة, تقليل الاحتكاك, والسماح بسرعات قطع أسرع - خاصة في البيئات عالية الإنتاج أو مع مواد جلخية.
تساعد هذه الطلاءات أيضًا عند تجميعها المركبات, السيراميك, أو الفولاذ المعالج بالحرارة, حيث ترتدي المسلسلون التقليديون بسرعة.
توسيع عالي السرعة
إن تجديد السرعة العالية هو كل شيء الكفاءة دون التضحية بالدقة. من خلال تحسين معدلات التغذية وسرعات القطع, يمكن للمصنعين تقليل وقت الدورة بشكل كبير. هذا مهم بشكل خاص في الإنتاج ذو الحجم العالي, حيث يضيف توفير بضع ثوان لكل جزء إلى ساعات - أو حتى أيام - تكتسب الكفاءة.
للقيام بذلك بفعالية, ستحتاج:
رايبرز عالية الجودة كربيد
إعدادات الجهاز الصلب
أنظمة توصيل المبرد الخاضعة للرقابة
حاملي أدوات الدقة
عندما يتم ذلك بشكل صحيح, إنتاج عالي السرعة ينتج تشطيبات تشبه المرآة حتى في 2-3 أضعاف سرعة القطع العادية.
أنظمة المراقبة الذكية
نحن ندخل الآن عصر صناعة 4.0, ولا يتخلف التحديد. تم دمج آلات وأدوات التوسيع الحديثة مع أنظمة المستشعر تلك الشاشة:
قوة القطع
أداة ارتداء الأداة
اهتزاز (الثرثرة)
درجة حرارة
هذه الأنظمة تغذي البيانات مرة أخرى في وحدة تحكم CNC أو MES (نظام تنفيذ التصنيع), السماح تعديلات الأدوات في الوقت الحقيقي أو تنبيهات الصيانة. هذا يمنع فشل الأداة قبل حدوثها ويضمن لك دائمًا القطع بالأداء الأمثل.
احصل على خدمة آلات الثقب المثالي
اختيار شريك الآلات الصحيح
بغض النظر عن مدى جودة معرفتك المثيرة أو reamers الخاصة بك, تعتمد جودة الجزء الأخير اعتمادًا كبيرًا على من يقوم بالآلات. العثور على الشريك المناسب يعني البحث عنه:
تجربة مع مشاريع التحمل الضيق
الوصول إلى معدات CNC
في المنزل أدوات مراقبة الجودة والتفتيش
سجل حافل في الخاص بك صناعة محددة
سواء كان ذلك نماذج أولية أو إنتاج كامل, يمكن للشريك المناسب التأكد من أن ثقوبك محددة تمامًا - كل مرة واحدة.
مراقبة الجودة وإصدار الشهادات
ثقب رائع هو واحد ثبت أنه مثالي, لا يفترض فقط. ابحث عن متاجر الآلات التي تقدم فحوصات جودة شاملة استخدام:
أجهزة قياس التجويف والميكرومتر
خشونة السطح اختبار
أيضًا, الشهادات مهمة. إذا كنت في الفضاء, السيارات, أو الحقول الطبية, تأكد من أن المورد الخاص بك ايزو 9001, AS9100, أو ISO 13485 معتمد. هذا يضمن عدم صنع أجزائك فقط - لقد صنعت يمين.
خاتمة
يعد التقييم أحد اللمسات الأخيرة في الآلات التي تجعل الفرق بين كافية واستثنائية. إنها الممر النهائي الذي يجلب الدقة, نعومة, وتناسب ثقوبك المحفورة أو بالملل. سواء كنت تقوم ببناء سيارات السباق, محركات الصواريخ, أو الأسلحة الآلية, يضمن التوسيع كل شيء محاذاة, يناسب, ويعمل بثقة.
من يدويات يدوي ل إعدادات CNC, ومن أجزاء الصلب الأساسية ل سبائك غريبة, يثبت التقييم قيمته مرارًا وتكرارًا. لكن تذكر - ليس فقط عن الأداة. يتعلق الأمر بفهم العملية, باستخدام السرعات المناسبة والأعلاف, ضمان محاذاة مثالية, والحفاظ على أدواتك بشكل صحيح.
عندما يتم ذلك بشكل صحيح, يمكن أن يؤدي التقييم إلى رفع جودة لعبة التصنيع الخاصة بك واتخاذ مكوناتك من جيدة إلى عيوب لا تشوبها شائبة.
الأسئلة الشائعة
1. ما هي الاستخدامات الرئيسية ل remer?
تستخدم Reamers الانتهاء من الثقوب المسبقة للحجم والحجم, توفير أسطح داخلية أكثر سلاسة وتحمل أبعاد أكثر إحكاما لقطع الغيار.
2. هل يمكنك إعادة حفرة بدون حفر أولاً?
لا. يتطلب التوسيع ثقبًا موجودًا. إنه عملية الانتهاء, ليست عملية القطع الأولية. الحفر أو الممل يأتي أولا.
3. ما مقدار المواد التي يجب تركها للتشديد?
عادة, يترك 0.010إلى 0.015 " من المواد لتكوين الماكينة. للثقوب الصغيرة, حول 0.003إلى 0.006 " يكفي.
4. ما الذي يسبب الثرثرة أثناء التجديد?
الثرثرة ناتجة عن اهتزازات الآلة, أداة verhang, سرعة/تغذية غير لائقة, ونقص الصلابة في الإعداد. يساعد إصلاح هذه على تقليل أو القضاء على الثرثرة.
5. كيف أختار نوع reamer الصحيح?
اختر على أساس:
مادة يجري قطع (استخدم كربيد للمعادن الصعبة)
حجم الثقب
حجم الإنتاج (استخدم الماكينة أو CNC Reamers لحجم كبير)
التحمل المطلوبة
![]()