
الثرثرة في بالقطع هي مشكلة شائعة ولكن خطيرة تؤثر على الإنتاجية, جودة, وعمر المعدات في التصنيع الحديث. يظهر على أنه اهتزاز غير مرغوب فيه بين أداة القطع والشغل أثناء عمليات الآلات مثل الطحن, تحول, أو الحفر.
في حين أن مستوى الاهتزاز أمر لا مفر منه, يمكن أن تؤدي الثرثرة المفرطة أو غير المنضبط إلى عيوب سطحية, عدم دقة الأبعاد, تقصر الأداة حياة, وحتى تلف معدات CNC باهظة الثمن. للحفاظ على معايير عالية من الدقة والكفاءة, يجب على الميكانيكيين والمهندسين فهم أسباب الثرثرة, كيف يتجلى, وأفضل الممارسات لمنعها أو تقليلها.
يوفر هذا الدليل نظرة عامة مفصلة عن الثرثرة في الآلات - أنواع الأنواع, عواقب, وتقنيات مثبتة لتجنبها في الإعدادات المهنية.
ما هو الثرثرة في الآلات?
يشير الثرثرة إلى الدوري, الاهتزاز عالي التردد الذي يحدث بين أداة القطع والشغل أثناء الآلات. على عكس اهتزازات الخلفية البسيطة, الثرثرة أكثر كثافة, في كثير من الأحيان مسموعة, وينتج نمطًا ملحوظًا من العلامات على سطح الجزء. يحدث عادةً عندما يتردد صدى الأداة وشغل العمل على تردد يضخم حركتهما النسبية.
الخصائص الرئيسية
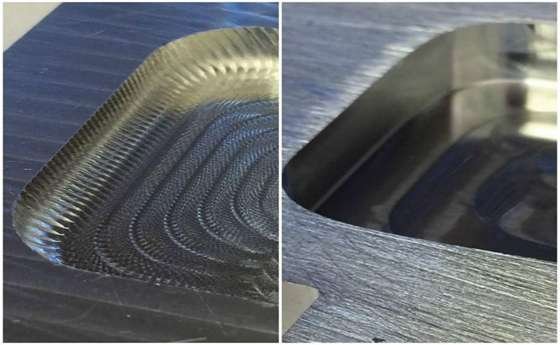
غير منتظم, علامات متكررة (علامات الثرثرة) على السطح المعني.
أصوات "صرير" مميزة أو "عواء" أثناء العملية.
سلوك القطع غير المستقر ودقة الأبعاد.
أسباب الثرثرة
أداة أو انحراف الشغل.
أداة أو قطعة عمل غير لائقة.
الأداة المفرطة متدلية أو صلابة سيئة.
سرعة القطع غير المناسبة أو عمق القطع.
أدوات أو آلات البالية.
يمكن أن تحدث الثرثرة في أي مرحلة من مراحل ممر الأدوات ولكنها شائعة بشكل خاص في العمليات التي تنطوي على زوايا حادة, جدران رقيقة, أو طويل, الأجزاء النحيلة.
أنواع الثرثرة في الآلات
يمكن تصنيف الثرثرة عمومًا إلى نوعين رئيسيين, لكل منها أسباب فريدة وطرق التحكم.
الثرثرة الأداة
تنبع الثرثرة الأداة من الاهتزازات داخل أداة القطع نفسها. يحدث هذا غالبًا عندما تمتد أداة طويلة بعيدًا عن الحامل (المفرط المفرط), مما يجعلها أكثر عرضة للثني.
أعراض
ضوضاء مسموعة أثناء القطع.
الانتهاء من السطح غير النظامية.
تلبس الأداة المبكر أو التقطيع.
أسباب نموذجية
الأدوات المفرطة.
سرعات قطع عالية مع عدم وجود صلابة.
هندسة أو مواد غير كافية.
مثال
في طحن CNC, باستخدام مطحنة نهاية قطرها 10 مم مع 5x قطرها في التراكب يمكن أن يؤدي بسهولة إلى الثرثرة الأداة أثناء الطحن الجانبي.
الثرثرة الشغل
تحدث ثرثرة الشغل عندما لا يتم تأمين الجزء الذي يتم تشكيله بشكل كافٍ أو مرن بطبيعته (على سبيل المثال, أجزاء رقيقة أو طويلة). حيث يتم تطبيق قوى القطع, يبدأ الجزء في الاهتزاز ويعكس تلك القوى مرة أخرى إلى الأداة, تسبب عدم الاستقرار.
أعراض
علامات الثرثرة بالقرب من نقاط التثبيت.
تباين الأبعاد.
شعر الاهتزاز على طاولة الماكينة.
أسباب نموذجية
سوء التثبيت.
أجزاء مرنة أو سيئة الدعم.
طريقة عمل غير لائقة.
مثال
عند قلب رمح الألمنيوم الطويل بدون ذيول أو راحة ثابتة, قد يهتز العمود, مما يؤدي إلى الثرثرة وغير المتكافئة.
ما هي عواقب الثرثرة في الآلات?
قد يبدو الثرثرة مشكلة على مستوى السطح للوهلة الأولى, لكن آثارها بعيدة المدى:
انخفاض الأداة حياة
الثرثرة تتسبب في اهتزاز الأدوات بشكل غير متوقع, إنشاء أحمال غير متساوية تسريع التآكل. الأدوات قد رقاقة, استراحة, أو تصبح مملًا بشكل أسرع من المتوقع.
تأثير
زيادة تكلفة الأدوات.
تغييرات الأداة المتكررة تعطل الإنتاجية.
انخفاض الاتساق بين الأجزاء.
انخفاض حياة الآلة
الاهتزاز المستمر يضع التوتر على محامل الماكينة, مغزل, وأنظمة الحركة الخطية. متأخر , بعد فوات الوقت, هذا يمكن أن يؤدي إلى اختلال, رد الفعل الزائد, أو حتى الفشل الميكانيكي الكامل.
تأثير
الصيانة أو الإصلاحات غير المخطط لها.
انخفاض عائد الاستثمار على المدى الطويل على معدات CNC.
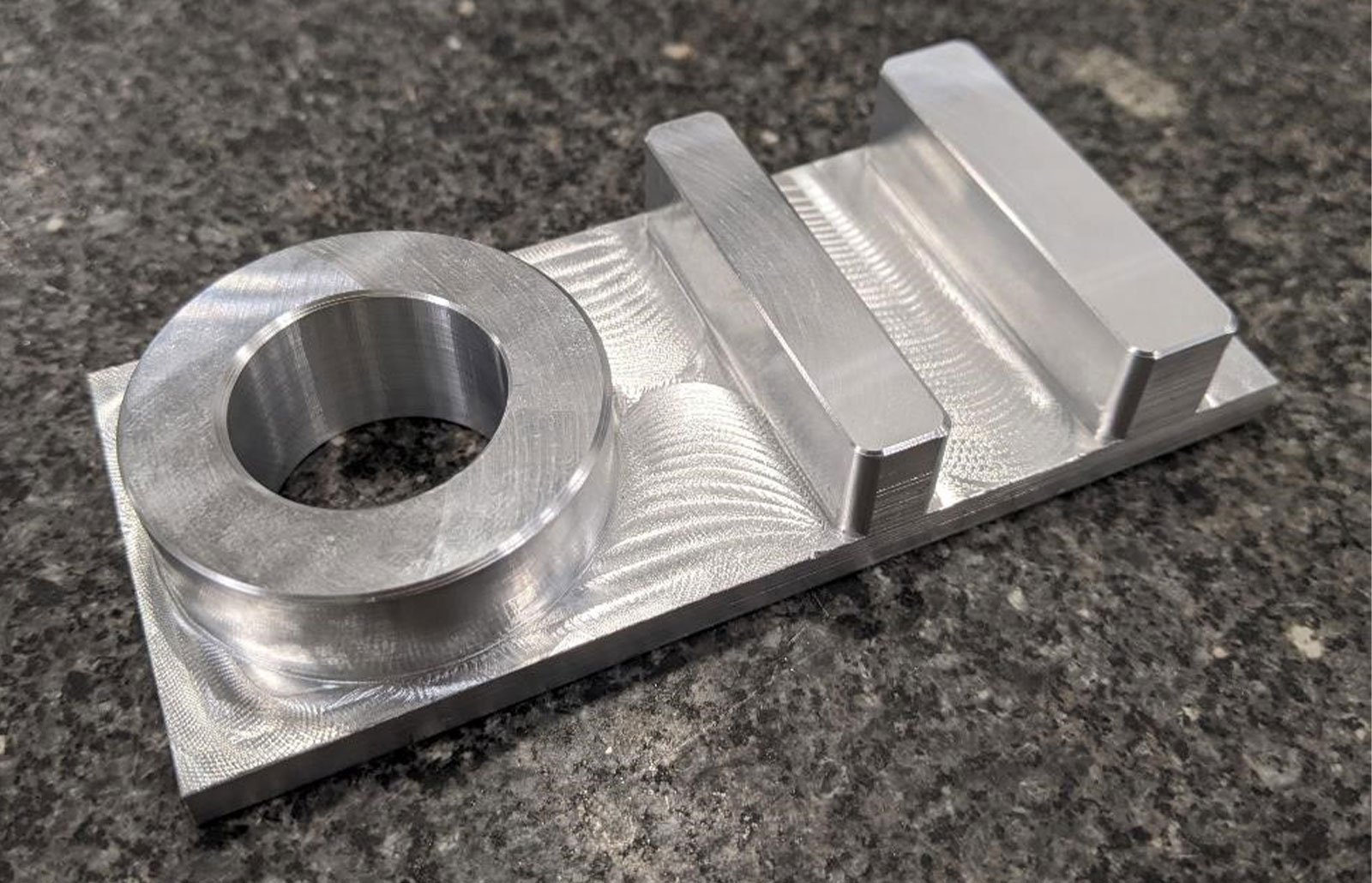
الانتهاء من سوء السطح
علامات الثرثرة تترك أنماطًا وتلالًا غير متكافئة على سطح الجزء. هذا يعني في كثير من الأحيان أن الجزء سيحتاج إلى إعادة صياغة أو تلميع, الذي يضيف إلى وقت الإنتاج والتكلفة.
تأثير
الأجزاء المرفوضة أو عمليات التشطيب المضافة.
انخفاض أداء المنتج أو مظهره.
عدم دقة الأبعاد
عندما تحدث الثرثرة, قد لا تتبع الأداة ممر الأدوات المبرمج بدقة. هذا يؤدي إلى أخطاء الأبعاد التي تؤثر على الملاءمة, استمارة, والوظيفة-وخاصة مشكلة في الصناعات عالية الدقة.
تأثير
أجزاء من التسامح.
انخفاض موثوقية المنتج أو قابلية الاستخدام.
كيفية تجنب أو تقليل الثرثرة في الآلات?

ينطوي منع الثرثرة على تحسين جوانب مختلفة لعملية الآلات. إليك كيفية تقليلها بفعالية:
تحسين استراتيجية الآلات
استخدم مسارات أدوات المشاركة المستمرة لتقليل تقلبات الحمل.
تقليل عمق القطع أو زيادة معدل التغذية إلى انخفاض القوة الشعاعية.
ضبط سرعة المغزل بنسبة 5-10 ٪ للابتعاد عن ترددات الرنين (وتسمى أيضا "ضبط البقعة الحلوة").
استخدم ميزات برنامج CAM مثل "سرعة الدوران المتغيرة" للمساعدة في تعطيل تردد الثرثرة.
تبني العمل الصحيح
استخدام المباريات, يظهر, أو الجداول الفراغية التي توفر الشركة, التقسيم الموحد.
تجنب قطع الأجزاء الرقيقة في نهاية واحدة فقط - الدعم أو مواد الحشو لزيادة الصلابة.
فكر في ذيول أو راحة ثابتة عند تشغيل مهاوي طويلة.
للأجزاء الحساسة, استخدم الفكين الناعم أو وسادات التخميد لتوزيع الضغط دون تشوه.
استخدم أداة القطع الصحيحة
أدوات طلاء: يقلل من الحرارة والاحتكاك, تمكين تخفيضات أكثر سلاسة.
تراكب أقصر: استخدم دائمًا أقصر امتداد ممكن.
هندسة الأداة: استخدم أدوات أكثر وضوحًا للمواد اللينة, وهندسة أقوى للمواد الصلبة.
أدوات كربيد صلبة توفر صلابة أفضل واهتزازًا مقارنة بـ HSS.
نصيحة: إذا كنت تستخدم أدوات متعددة, ابدأ بالأداة الأكثر قوة إلى خشنة, ثم قم بالتبديل إلى أدوات أدق للتشطيب.
تحديد ممر الأدوات المثالي
الطحن لأسفل (تسلق الطحن) غالبًا ما يقلل الاهتزاز مقارنة بالتقليدية (لأعلى) طحن.
محاذاة قوى القطع مع اتجاه العمل لمنع الانحراف.
لأجزاء رقيقة أو مرنة, تجنب مسارات المشاركة الكاملة - استخدم أخف وزنا, يمر التقدمية بدلا من ذلك.
إعداد الآلة والصيانة
تثبيت الآلات على الصلبة, الأسس مستوى (ويفضل تعزيز الخرسانة).
استخدام منصات التسوية, المراسي, أو العزلة يتصاعد.
فحص بشكل روتيني عن المحامل البالية, مسامير فضفاضة, أو أدلة تالفة.
الحفاظ على جميع البرامج والبرامج الثابتة للبرامج المحدثة لأفضل سلوك الجهاز.
قمم يساعد في توفير حلول فعالة للآلات
الثرثرة هي واحدة من العديد من التحديات في تصنيع CNC, ويستغرق خبرة لحلها بكفاءة. في قمم, نحن متخصصون في الآلات الدقيقة وتجاوزنا 20 سنوات من الخبرة في تقديم أجزاء عالية الأداء-حتى في ظل أكثر الظروف تحديا.
سواء كان ذلك يساعدك على تحسين تصميم الأجزاء, حدد أفضل الأدوات, أو تحسين استقرار العملية, فريقنا مستعد للمساعدة:
في الوقت الحقيقي DFM (تصميم للتصنيع) تعليق
استراتيجية مخصصة للأدوات
توصيل موثوق وضمان الجودة
قم بتحميل ملف CAD الخاص بك اليوم واحصل على عرض أسعار مجاني مع دعم الخبراء لمنع مشاكل الآلات قبل حدوثه.
خاتمة
الثرثرة في الآلات هي أكثر من مجرد ضوضاء - إنها علامة على أن العملية تحتاج إلى تحسين. من خلال تحديد أسبابها واستخدام التقنيات الصحيحة, يمكن للمصنعين تقليل الاهتزاز, تحسين الانتهاء من السطح, حماية الأدوات والآلات, وتعزيز جودة الإنتاج الإجمالية.
انتبه إلى الإعداد الخاص بك, تحسين ظروف القطع الخاصة بك, ولا تتردد في طلب مساعدة الخبراء. سوف تتفوق بيئة الآلات التي يتم التحكم فيها بشكل جيد دائمًا على إحدى عمليات الثرثرة.
الأسئلة الشائعة
- ما هي علامات الثرثرة في الآلات?
علامات الثرثرة متكررة, أنماط السطح غير المنتظمة الناتجة عن الأداة أو اهتزاز الشغل أثناء القطع. عادة ما تظهر على أنها تموجات أو موجات. - ما الذي يسبب الثرثرة في الآلات?
الثرثرة ناتجة عن الرنين, ظروف القطع غير المستقرة, ضعف العمل, الأداة الطويلة تراكب, أو أدوات البالية. - كيفية تحديد الثرثرة في الآلات?
عادة ما يتم تحديده من خلال ضوضاء الصراخ العالية وأنماط متموجة مرئية على سطح الشغل. غالبًا ما يتعرف عليه الميكانيكيون الماهرون بالصوت وحده. - كيفية إزالة علامات الثرثرة من جزء?
يمكنك إزالتها عن طريق إعادة التقاط مع إعداد مستقر, تلميع السطح, أو تعديل معلمات القطع لتقليل الاهتزاز. - يمكن القضاء على الثرثرة تماما?
في بعض الحالات, الاهتزاز البسيط أمر لا مفر منه. لكن, مع استراتيجيات الإعداد والآلات المناسبة, يمكن تقليل الثرثرة الكبيرة أو القضاء عليها بالكامل.
اقرأ المزيد:
معايير خشونة السطح وطرق التفتيش
الدليل الكامل للميكانيست الملزمة
![]()

