Morire casting è un processo di produzione efficiente che prevede l'iniezione di metallo fuso ad alta pressione negli stampi per creare componenti precisi e robusti. Sebbene assomigli a uno stampaggio di iniezione di plastica, Il casting è molto più complesso a causa delle sollecitazioni termiche e meccaniche coinvolte. Questa complessità rende il ficuo suscettibile a vari difetti, compromettere la qualità finale dei componenti se non correttamente affrontato.
In questa guida, Esploreremo completamente diversi tipi di difetti di fusione, le loro cause, soluzioni pratiche, e suggerimenti per la prevenzione per aiutare gli ingegneri, produttori, e i progettisti ottengono parti di est-est di alta qualità.
Classificazione dei difetti di ficamento
I difetti del casting mot in genere rientrano in due grandi categorie:
Difetti interni (invisibile esternamente ma influenzando l'integrità strutturale)
Difetti superficiali (visibile esternamente e impatto sulla qualità della superficie)
Esploriamo in dettaglio ogni categoria.
Difetti interni di casting
I difetti interni indeboliscono l'integrità strutturale delle parti del cestino e spesso passano inosservati senza ispezioni approfondite.
Porosità del gas

I difetti della porosità del gas si verificano quando i gas intrappolati formano bolle all'interno della fusione, visibile come vuoto rotondo o ovale dopo il raffreddamento.
Cause:
Rilascio di idrogeno durante il raffreddamento a causa della ridotta solubilità del gas.
Gas intrappolati da flussi di metallo turbolenti.
Gas emesso da agenti di rilascio di stampo eccessivi o usati in modo improprio.
Soluzioni:
Utilizzare lo scioglimento o la fusione assistita dal vuoto sotto atmosfere di gas protettive.
Assicurarsi che i lingotti di metallo siano puliti e asciutti prima di sciogliersi.
Ottimizza i parametri di fusione (velocità, temperatura, Sistema di gate).
Scegli agenti di rilascio di stampo di alta qualità e applicarli con parsimonia.
Porosità di restringimento
La porosità del restringimento deriva dalla solidificazione irregolare, formare vuoti interni o cavità a causa del restringimento volumetrico dei metalli mentre si raffredda.
Cause:
Progettazione inadeguata del sistema di raffreddamento.
Apertura prematura dello stampo.
Temperature di versamento eccessivamente alte.
Soluzioni:
Progettare sistemi di gate e riser efficienti che facilitano l'alimentazione continua.
Implementa i brividi, bobine di raffreddamento, o costole per gestire la dissipazione del calore.
Ottimizza le temperature del casting e i processi di solidificazione.
Inclusioni
Le inclusioni sono impurità intrappolate all'interno del casting, spesso da materiali estranei o contaminazione da metallo, risultante in punti deboli.
Cause:
Cariche di fornace contaminate.
Scarsa rimozione di scorie durante la preparazione del metallo.
Agenti di rilascio di stampo inappropriato contenenti grafite eccessiva.
Soluzioni:
Usa cariche metalliche altamente purificate.
Pulire completamente i mestoli e muore regolarmente.
Gestisci e purifica correttamente i metalli fusi, Rimuovere le scorie diligentemente.
Evitare o controllare rigorosamente agenti di rilascio di stampo a base di grafite.
Difetti di finger di moli superficiali
Questi difetti influenzano la qualità estetica e superficiale dei componenti del cast.
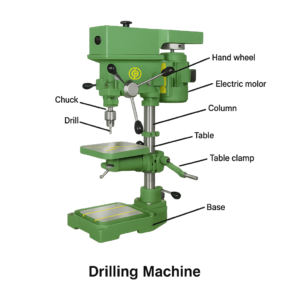
Crepe

Le crepe si manifestano come rotture lineari o irregolari causate da stress durante il raffreddamento o l'espulsione.
Cause:
Stress residuo dalla progettazione di componenti impropri.
Composizione in lega errata o proprietà metalliche.
Forze di eiezione applicate in modo non uniforme o troppo presto.
Soluzioni:
Usa le leghe specificamente formulate per il casting previsto.
Design Casting con spessori equilibrati e uniformi della parete.
Ottimizza la geometria dello stampo e le tecniche di eiezione per ridurre lo stress.
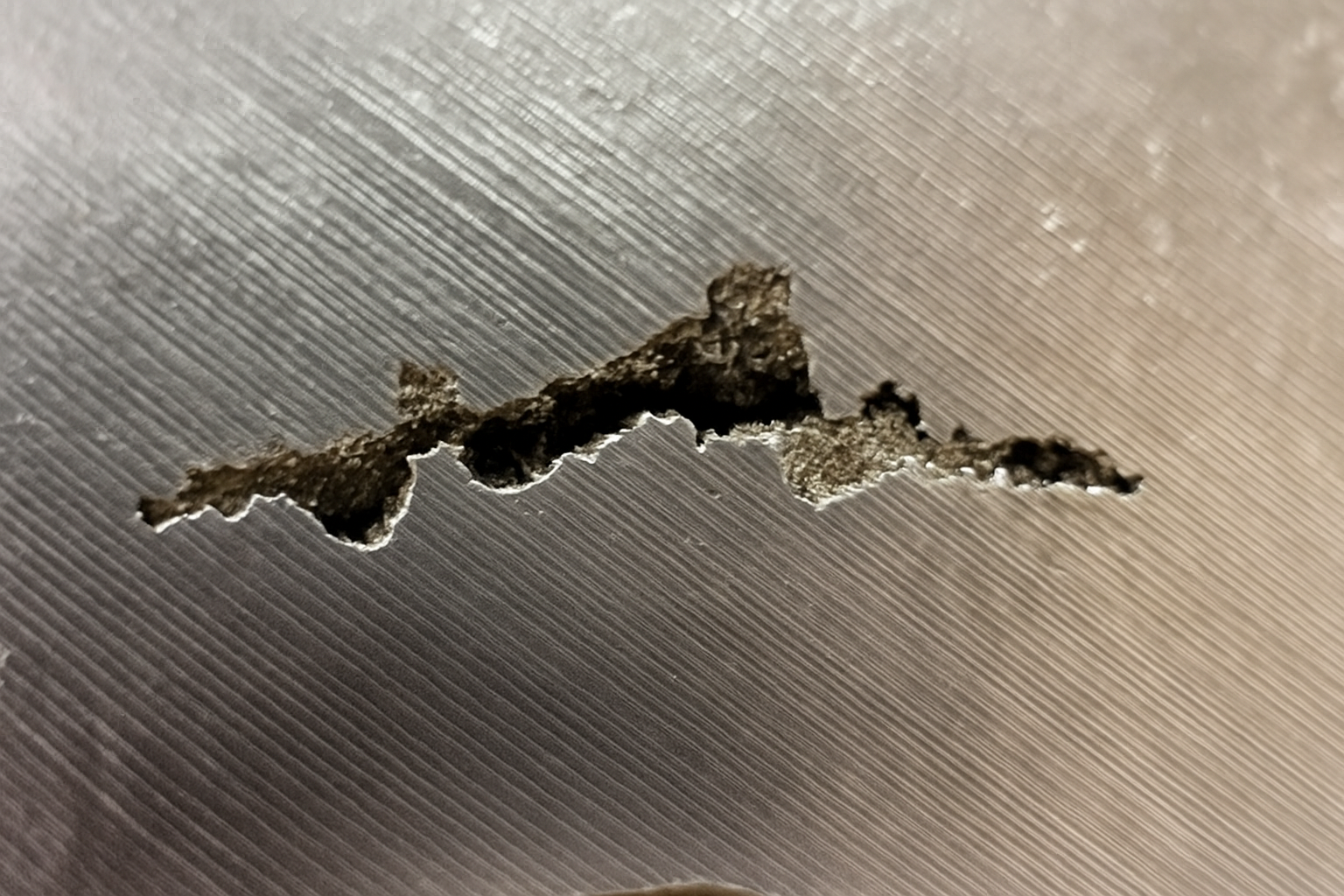
Freddo chiuso
I difetti a chiusura a freddo appaiono come linee risultanti dalla fusione incompleta dei fronti metallici fusi.
Cause:
Bassa temperatura del metallo fuso o una velocità di iniezione insufficiente.
Sistemi di gate mal progettati.
Soluzioni:
Aumenta le temperature di muffa e metallo in modo appropriato.
Ottimizzare la pressione di iniezione, Design del cancello, e configurazioni runner.
Crepe di rete
Le crepe di rete assomigliano a sottili, motivi dell'attaccatura sulle superfici, Ridurre sia il fascino estetico che l'integrità strutturale.
Cause:
Superfici per stampo ruvide o trattate in modo improprio.
Alte temperature di riempimento che creano sollecitazioni termiche.
Uniformità della temperatura della cavità inadeguata.
Soluzioni:
Lucidare e mantenere regolarmente cavità.
Mantenere temperature ottimali dello stampo e bilanciamento termico utilizzando sistemi di raffreddamento controllati.
Trascina e saldatura
I trascinamenti appaiono come graffi di superficie lineare, mentre la saldatura coinvolge il metallo fuso che si attacca eccessivamente alla cavità del dado.
Cause:
Metallo fuso surriscaldato.
Superfici di cavità del dado danneggiate o preparate in modo improprio.
Angoli di tiraggio insufficienti o errati.
Soluzioni:
Assicurarsi che le cavità del morire siano ben mantenute, lucido, e riparato.
Applicare agenti di rilascio di stampo di alta qualità in modo appropriato.
Regolare i metodi di espulsione e migliorare i progetti di gate per evitare l'attrito.
Lampi
I lampi sono sottili, Materiale in eccesso che sporge dai bordi delle parti del cast.
Cause:
Alte velocità o pressioni di iniezione.
Linee di separazione impura o danneggiate.
Forza di serraggio insufficiente.
Soluzioni:
Ottimizza i parametri e le temperature di iniezione.
Mantenere le superfici del dado e garantire forze di serraggio adeguate.
Vesciche
Le vesciche appaiono come bolle di superficie da gas intrappolati che causano un'espansione localizzata a temperature elevate.
Cause:
Scarso sfiato che porta a tasche aria intrappolate.
Condizioni di riempimento turbolente.
Soluzioni:
Migliora i sistemi di gate e sfiato.
Controllare con precisione i parametri di fusione come velocità e temperatura.
Deformazione
La deformazione comporta cambiamenti di forma o dimensione da movimentazione impropria o difetti di progettazione.
Cause:
Pratiche di rimozione del gate errate.
Apertura precoce della muffa.
Design di fusione strutturale poveri.
Soluzioni:
Ottimizza i tempi di apertura dello stampo e la gestione delle parti.
Riprogettare la geometria della fusione per garantire il raffreddamento e il supporto uniformi durante l'espulsione.
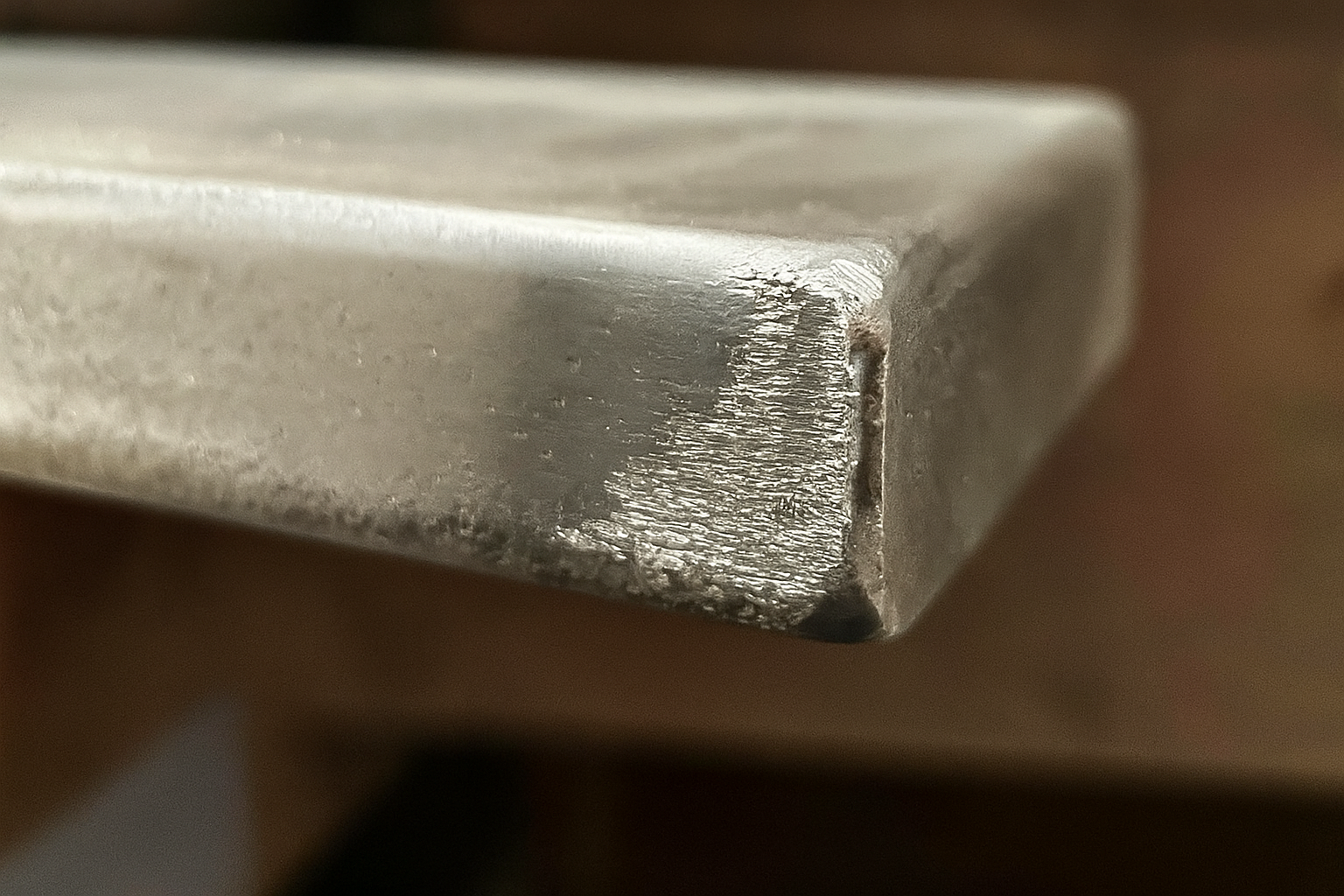
Segni di flusso

I segni di flusso sono modelli di superficie irregolari formati durante il flusso metallico, spesso influenzano l'estetica e la qualità della finitura.
Cause:
Bassa temperatura della matrice e pressioni di riempimento.
Lubrificanti in eccesso di stampo o agenti di rilascio.
Soluzioni:
Regolare la temperatura della matrice e i parametri di iniezione.
Limitare l'utilizzo dell'agente di rilascio dello stampo alle quantità necessarie.
Riempimento breve
Il ripieno corto si verifica quando il metallo non riesce a riempire completamente il dado, lasciando aree incomplete.
Cause:
Bassa fluidità o pressioni di iniezione insufficienti.
Sistemi di gate mal progettati.
Soluzioni:
Aumenta le temperature, velocità di iniezione, e pressioni.
Riprogetta i sistemi di gating per migliorare i percorsi del flusso metallico.
Laminazioni
Le laminazioni derivano dalla separazione dello strato metallico, tipicamente scoperto durante i processi di finitura.
Cause:
Condizioni di riempimento turbolente.
Design gating errato causando flussi di metallo sovrapposti.
Soluzioni:
Ottimizza il sistema di gating per ottenere un flusso di metallo liscio.
Monitorare e controllare meticolosamente le condizioni di riempimento.
Lavandini
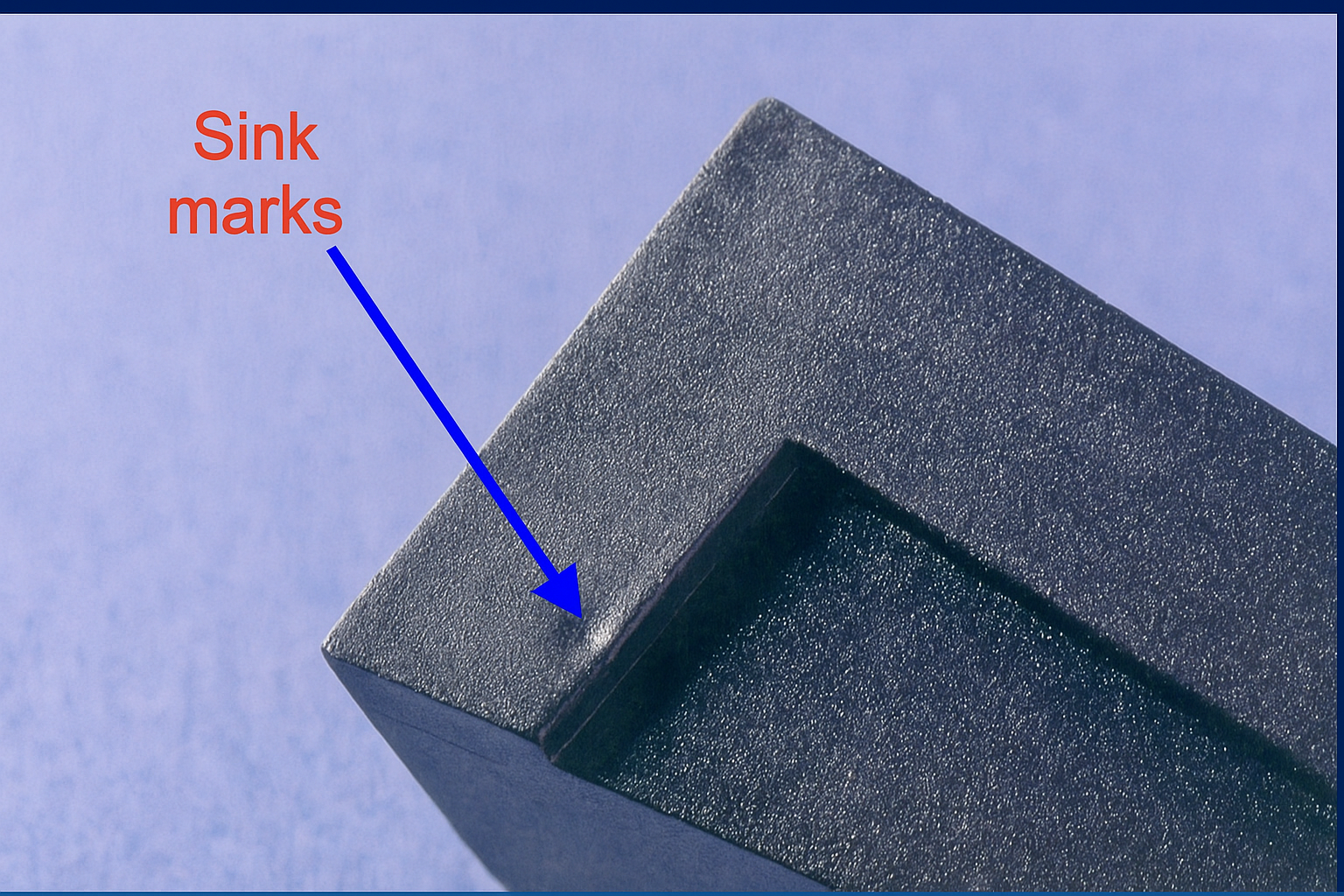
I segni di lavandino sono depressioni che appaiono su sezioni spesse a causa di solidificazione e raffreddamento impropri.
Cause:
Bassa pressione di iniezione o tempi di trattenimento della pressione brevi.
Spessore parete irregolare.
Soluzioni:
Usa spessori uniformi della parete nei disegni.
Aumenta la pressione di mantenimento e il tempo di solidificazione.
Suggerimenti per evitare difetti di lancio
Per ridurre in modo completo i difetti, Segui queste migliori pratiche critiche:
Sistema di valutazione dei difetti efficace: Quantificare e monitorare i difetti continuamente per identificare le aree problematiche presto.
Corretto spessore della parete: Seguire le linee guida di spessore (per esempio., 1.5–2,5 mm di alluminio, 1.0 mm zinco).
Tempo di riempimento prevedibile: Utilizzare i calcoli PQ² per ottimizzare il tempo di riempimento e i parametri di iniezione.
Motivi di flusso metallico ottimali: Progetta sistemi di gating per liscio, Flusso di metallo controllato.
Corretto il controllo della temperatura del dado: Mantieni le temperature del dado per il flusso di metallo ideali e il raffreddamento.
Conclusione
Gestire efficacemente i difetti di ficamento è essenziale per raggiungere componenti di alta qualità. Adottare una pianificazione meticolosa, Principi di progettazione adeguati, Controllo di qualità rigoroso, e i miglioramenti del processo regolari riducono significativamente i difetti e migliorano l'affidabilità del prodotto. La collaborazione con produttori esperti come RapidDirect garantisce ulteriormente risultati eccellenti e componenti affidabili.
Domande frequenti:
- Come puoi ridurre i difetti di fusione?
Utilizzare un sistema di monitoraggio del difetto efficace, Mantieni le temperature di fusione adeguate, e ottimizza il design dello stampo. - A cosa serve il casting?
Ideale per parti automobilistiche, custodie elettroniche, infissi decorativi, e componenti che richiedono alta precisione e resistenza. - Come si rimuove la porosità nei getti?
Migliora i design degli stampi, ottimizzare lo sfiato, Usa tecniche di fusione del vuoto, e aggiungere azoto all'alluminio fuso.
![]()