Ако някога сте изследвали формована пластмасова част и сте забелязали слаба линия, която минава през повърхността му, сте виждали a плетена линия. Тези белези са един от най-често срещаните проблеми при леене под налягане - и въпреки че не могат да бъдат напълно елиминирани, разбирането как се формират и как да ги минимизирате може да направи огромна разлика и в двете качество на частта и естетичен вид.
В това ръководство, ще се потопим в това какво представляват плетените линии, какво ги причинява, и как инженерите могат да намалят появата им чрез внимателно дизайн, Избор на материали, и контрол на процеса.
Какво представляват плетените линии при формоването на инжектиране?
Какво представляват плетените линии при формоването на инжектиране
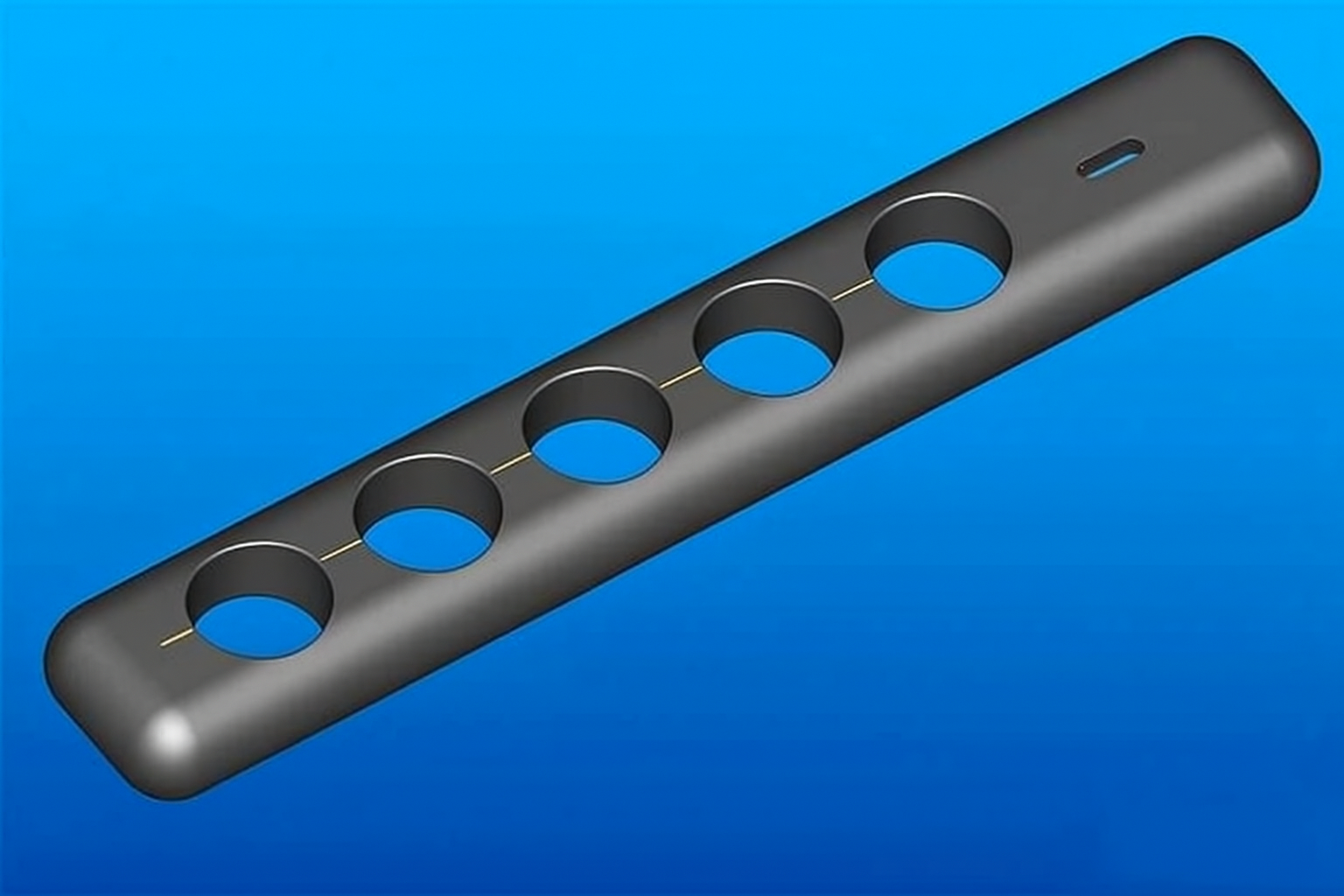
А плетена линия (наричан още а заваръчна линия или мелд линия) възниква, когато два или повече фронта на потока от разтопена пластмаса се срещат и не успяват да се слеят напълно по време на процеса на формоване. Това обикновено се случва, когато пластмасата трябва да тече около ядро, шеф, дупка, или друга пречка, преди да се съберат отново от другата страна.
Представете си река, която се разделя около скала и се съединява отново - ще видите вълничка, където двата потока се срещат отново. По същия начин, когато разтопената пластмаса се слива, след като е била отделена, образува се фина линия или шев, защото полимерните вериги на интерфейса не се блокират напълно.
Често срещани местоположения на плетени линии
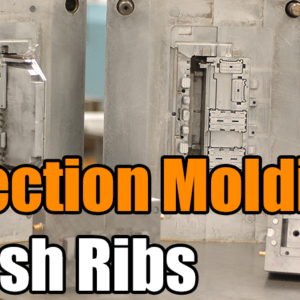
Наоколо дупки, Ребра, и шефове
Близо вложки или основни щифтове
При гейт кръстовища където се срещат множество пътища на потока
заедно тънкостенни области или Остри ъгли
Докато понякога само козметични, плетени линии също могат да показват структурни слабости, особено в части, подложени на напрежение или натиск.
Какво причинява плетени линии при леене под налягане?
Плетените линии възникват поради непълно сливане от два пластмасови течни фронта. Няколко фактора за дизайн и обработка допринасят за това явление:
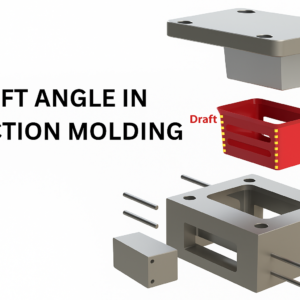
Дизайн на части и геометрия – Характеристики като дупки, Ребра, и острите ъгли разделят потока на стопилката, създавайки множество фронтове на потока, които по-късно се събират.
Местоположение на вратата – Лошото разположение на затвора може да доведе до среща на фронтовете на потока във видими или структурно критични зони.
Тип материал – Някои термопласти имат по-ниска течливост или по-лоша способност за свързване.
Съдържание на пълнител – Материалите с високо съдържание на стъклени влакна или минерален пълнител са склонни да образуват по-слаби плетени линии.
Температура на формата и скорост на инжектиране – Ниската температура или бавните скорости на пълнене могат да причинят преждевременно охлаждане, предотвратяване на правилното сливане.
Как да минимизираме плетените линии
Въпреки че е невъзможно напълно да се премахнат плетените линии, можете значително да намалите появата и отрицателните им ефекти, като използвате следните методи.
1. Оптимизирайте местоположението на вратата със симулация на потока на мухъл
Една от най-ефективните стратегии е да използвате софтуер за анализ на потока на матрицата (като Autodesk Moldflow или Moldex3D) по време на етапа на проектиране. Симулацията помага за прогнозиране модели на потока и идентифицирайте къде е вероятно да се образуват плетени линии.
Чрез коригиране поставяне на портата, можете:
Пренасочване на потока, така че да се появяват плетени линии по-малко видими области.
Уверете се, че фронтовете на потока се срещат нисък стрес региони.
Подобрете еднородност на опаковката за по-здрави връзки.
2. Регулиране на параметрите на процеса
Фината настройка на параметрите на формоване може значително да подобри сливането на потока и повърхностното покритие.
Ключовите корекции включват:
Увеличете температурата на матрицата и стопилката – Гарантира, че пластмасата остава течна по-дълго, насърчаване на по-добро молекулярно свързване.
Увеличете скоростта и налягането на инжектиране – Помага на фронтовете на потока да се срещат с повече енергия, което води до по-добро сливане.
Оптимизирайте налягането и времето за задържане – Осигурява правилно опаковане и намалява повърхностните дефекти.
Подобряване на вентилацията – Предотвратява задържания въздух от преждевременно охлаждане на стопилката в точката на конвергенция.
Дори малки промени в процеса могат да намалят видимостта и слабостта на плетените линии.
3. Изберете правилния материал
Изборът на материал играе основна роля за това колко добре се сливат фронтовете на потока. Някои пластмаси естествено се свързват по-добре от други.
например:
Полипропилен (ПП) често образува по-здрави плетени линии от Термопластичен олефин (TPO), въпреки че PP като цяло е по-слаб като цяло.
Материали с висок индекс на течливост на стопилката (MFI) са склонни да запълват кухините по-гладко, подобряване на качеството на синтеза.
При избора на материали, консултирайте се с информационните листове на доставчика и вземете предвид поток и поведение на свързване за вашия специфичен дизайн на матрицата.
4. Управление на пълнители и добавки
Пластмаси, пълни с влакна (като напълнен със стъкло найлон или PBT) са особено склонни към слаби плетени линии. Причината: влакната не се топят и следователно не може да се слее през фронта на потока.
За смекчаване на това:
Употреба къси влакна или стъклени перли вместо дълги влакна за подобряване на повторното свързване.
Помислете смоли без пълнеж за естетични или високоякостни части, където плетените линии са критични.
Употреба модификатори на въздействието или съвместими средства за подобряване на молекулярното свързване в зоните на заваряване.
5. Използвайте Valve Gate Control
Когато няколко вентилни шибъра захранват една и съща кухина, техните време на отваряне и затваряне определя как се срещат фронтовете на потока.
Използване последователност на вентила и сензори за налягане в кухина, можете:
Координирана работа на портата за плавно сливане на потока.
Предотвратете видимите плетени линии чрез по-равномерно припокриване на течащите фронтове.
Подобряване на консистенцията на частите в кухините в формите с много кухини.
Разширени системи като CoPilot® на RJG или MeltFlipper® технологиите могат да осигурят обратна връзка в реално време и да оптимизират автоматично управлението на вратата.
6. Подобрете дизайна на части и матрици
Инженерният дизайн играе критична роля за избягване на проблеми с плетената линия. Помислете:
Намаляване на острите ъгли или преходи от дебело към тънко които нарушават потока.
Добавяне на лидери на потока или канали за балансиране на разпределението на стопилката.
Регулиране на дебелината на стената за поддържане на постоянен дебит.
Порти за позициониране за да се гарантира, че фронтовете на потока се сливат в по-малко видими или нисконатоварени региони.
Модификациите на дизайна в началото на етапа на разработка могат да спестят значителни разходи и усилия по-късно.
7. Тествайте и проверявайте плетените линии
Дори и с внимателна оптимизация, все още могат да се появят плетени линии. Следователно, редовната проверка е от съществено значение:
Визуална проверка: При добро осветление за забелязване на повърхностни дефекти.
Механично изпитване: Тестове за якост на опън или огъване за оценка на слабите места.
Микроскопско изследване: Да се анализира свързването на молекулярно ниво.
Ако плетените линии се появяват последователно в една и съща област, преразгледайте дизайн на мухъл и параметри на обработка за идентифициране на първопричината.
Заключение
Плетените линии са неизбежна реалност при шприцоване - те се образуват там, където се срещат два фронта на разтопен поток. въпреки това, с интелигентен дизайн, оптимизирана обработка, и внимателен избор на материал, можете драстично минимизиране на външния им вид и подобряване на структурната цялост.
Като разберете как и защо се образуват плетени линии, можете да проектирате части, които не само изглеждат по-добре, но и работят по-надеждно.
Всъщност, когато се управлява правилно, а мелд линия — където потоците се съединяват напълно — могат да бъдат почти невидими и механично здрави. Целта не е пълно елиминиране, а оптимизация за здравина, издръжливост, и естетика. Свържете се с нас за повече информация.
Често задавани въпроси
1. Каква е разликата между плетена линия, заваръчна линия, и мелд линия?
Тези три термина често се използват взаимозаменяемо, но има фини разлики:
Плета линия: Образува се, когато два фронта на потока се срещнат при ниска температура или налягане и не успяват да се слеят напълно, което води до видима слаба линия.
Заваръчна линия: Подобно на плетена линия, но обикновено се получава от две отделни фронтове на потока, които се срещат челно, често при врати или множество точки на инжектиране.
Линия на топене: По-силен, по-равномерна връзка, където двата фронта на потока се сливат плавно с добро молекулярно блокиране.
Накратко, сливането на линиите е целта, докато плетени и заварени линии са дефектите, които трябва да се минимизират.
2. Как плетените линии влияят върху здравината на частта?
Създайте плетени линии области с лошо молекулярно свързване, което намалява якост на опън и удар. Когато част изпитва напрежение - особено близо до плетена линия - пукнатините могат да започнат по-лесно.
Степента на загуба на якост зависи от:
The тип материал (аморфно vs. полукристални пластмаси).
The температура и налягане в точката на конвергенция.
The наличие на пълнители, като стъклени влакна, които прекъсват потока на полимера.
Инженерите често изпълняват механични тестове като анализ на опън или огъване за количествено определяне на намаляването на якостта, причинено от плетени линии.
3. Могат ли промените в дизайна на матрицата да премахнат напълно плетените линии?
Не – дори най-оптимизираният дизайн на матрицата не може да премахне напълно плетените линии, Защото фронтовете на потока трябва да се срещат някъде във всяка запълнена кухина. въпреки това, дизайн на мухъл може контролират къде и как се случват.
Ефективните стратегии включват:
Позициониране на вратите така, че да се образуват плетени линии некритични зони.
Намаляване остри ръбове или препятствия на потока.
Проектиране балансирана дебелина на стената за осигуряване на равномерен поток.
Докато не можете да премахнете плетените линии напълно, добрият дизайн на матрицата ги прави невидими и структурно безвредни.
4. Защо подсилените с влакна материали са по-податливи на слаби плетени линии?
Пластмаси, подсилени с влакна, като например стъклонапълнен найлон (PA-GF), са по-податливи на слаби плетени линии, защото влакната не се топят. Когато фронтовете на потока се срещнат, термопластичната матрица може да се стопи повторно, но влакната на интерфейса остават несвързани.
Това създава микрокухини и прекъсвания в областта на плетката, намаляване на структурната цялост. Използване къси влакна, стъклени мъниста, или хибридни пълнители може да помогне за подобряване на силата на свързване в тези региони.
5. Какви методи за тестване се използват за оценка на плетените линии?
Инженерите по качеството използват няколко метода за идентифициране и оценка на плетени линии:
Визуална проверка: Използване на увеличение или специално осветление за откриване на повърхностни белези.
Разрушително изпитване: Разрязване на плетената линия и анализиране на напречните сечения под микроскоп.
Механично изпитване: Измерване на якост на опън или удар в плетената област.
Валидиране на симулация на поток: Сравняване на поведението на физическата част с цифрови прогнози за потока на матрицата.
Тези методи помагат да се определи дали плетените линии са чисто козметични или компрометират механично изпълнение.
![]()