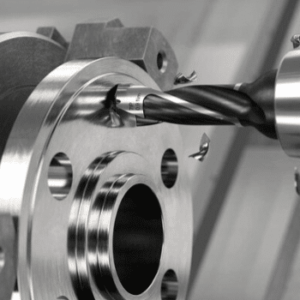
Ottenere dimensioni precise dei fori e finiture superficiali eccezionali è fondamentale, soprattutto in settori come quello aerospaziale, settore automobilistico, produzione di dispositivi medici, e produzione di macchinari pesanti. Uno dei metodi più efficaci per soddisfare queste esigenze è lavorazione noiosa.
A differenza della perforazione, che crea un nuovo buco da zero, l'alesatura è il processo di allargamento e perfezionamento di un foro esistente che era stato originariamente perforato, lancio, o forgiato. Questo processo di lavorazione secondaria consente ai produttori di raggiungere precisione a livello di micron, migliorare la concentricità, e produrre finiture superficiali superiori.
Questa guida fornisce a completo, immersione profonda focalizzata sugli ingegneri nella lavorazione noiosa: i suoi vantaggi, limitazioni, processi, tipi di apparecchiature, sfide, e consigli degli esperti per il successo.
Cos'è la lavorazione noiosa?
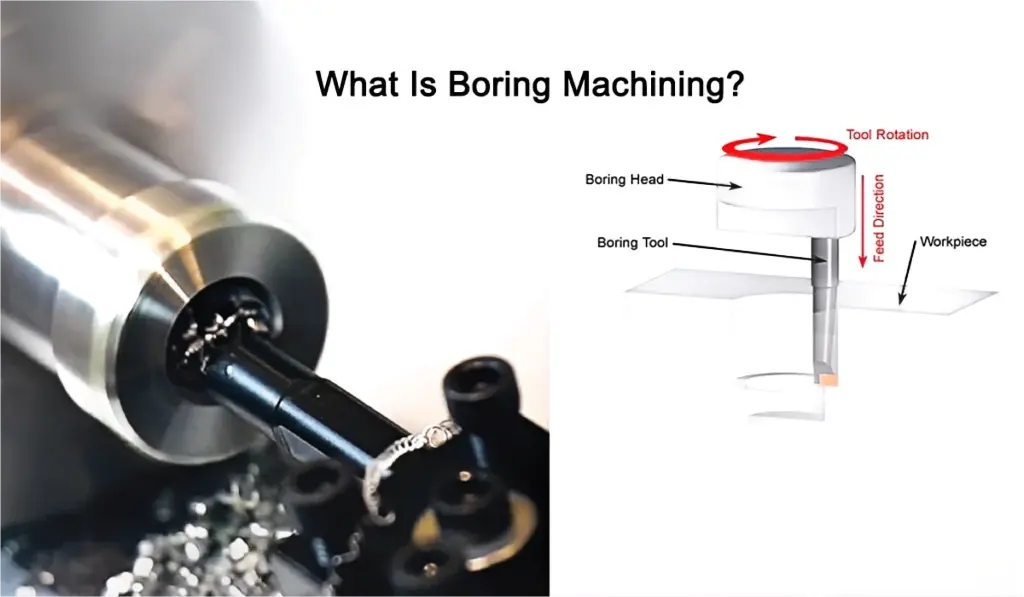
La lavorazione noiosa è un metodo di lavorazione di precisione utilizzato per ingrandire, allineare, o finire un foro esistente per soddisfare le specifiche esatte.
Gli scopi principali includono:
Aumento del diametro del foro per soddisfare le tolleranze di progettazione
Correzione di fori disallineati o praticati in modo imperfetto
Miglioramento della finitura superficiale per migliori prestazioni dei componenti
Garantire la concentricità con le altre caratteristiche della parte
L'operazione viene tipicamente eseguita utilizzando a utensile da taglio a punto singolo chiamato a barra noiosa, montato su apparecchiature come a tornio, Macchinatura CNC, O alesatrice specializzata.
Vantaggi della lavorazione di alesatura
Precisione eccezionale
L'alesatura può raggiungere tolleranze strette quanto ±0,0005 pollici (±0,0127 mm)-fino a 40 volte più preciso rispetto alla foratura standard.
Finitura superficiale superiore
Con gli utensili e i parametri di taglio giusti, noioso può produrre finiture di 32 micro pollici Ra o migliore, migliorare le superfici di tenuta e la resistenza all'usura.
Versatilità
Funziona su un'ampia gamma di materiali—acciaio, alluminio, titanio, ottone, plastica, compositi- e può creare funzionalità oltre i fori circolari, ad esempio slot, scanalature, e sedi per chiavetta.
Dimensioni dei fori personalizzate
Non limitato ai diametri di punta standard: ideale per le parti che lo richiedono fori fuori standard o maggiorati.
Efficienza nella produzione di massa
Le alesatrici controllate da CNC possono elaborare più parti ripetibilità costante, riducendo il tasso di scarto e aumentando la produttività.
Limitazioni della lavorazione di alesatura
Nonostante i suoi benefici, la lavorazione noiosa presenta diversi inconvenienti:
Costo elevato dell'attrezzatura – Le alesatrici di precisione e i centri CNC richiedono investimenti di capitale significativi.
Requisiti dell'operatore esperto – L'impostazione e l'allineamento precisi dell'utensile sono fondamentali per la precisione.
Funziona solo su fori esistenti – Richiede un foro preforato o fuso prima che inizi la perforazione.
Tempo di installazione per piccole tirature – Potrebbe non essere conveniente per lavori una tantum.
Rischio di deflessione dell'utensile – Soprattutto dentro foro profondo noioso, portando a variazioni di diametro.
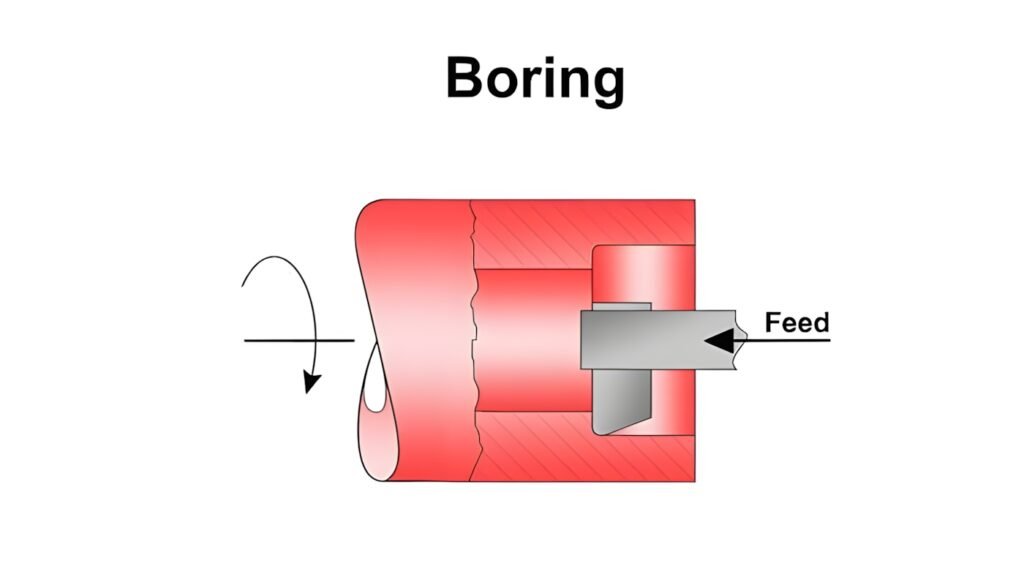
Come funziona la lavorazione noiosa
Fai un foro pilota
Praticare o creare un foro leggermente sottodimensionato (quindi c'è ancora materiale da ripulire).
Sbavare/smussare l'ingresso in modo che la barra di alesatura entri in modo pulito.
Configura e allinea
Tornio: Indicare la parte in modo che il foro esistente venga eseguito correttamente; montare la barra di alesatura più corta e rigida possibile.
Mulino: Individuare il centro del foro con una sonda/tastatore di bordi; montare una testa per alesatura o un portautensile per alesatura nel mandrino.
Foro ruvido
Prendine alcuni gradini radiali più grandi (maggiore profondità di taglio) per rimuovere rapidamente la maggior parte dello stock.
Partire 0.10–0,30 mm (0.004–0,012″) per lato per la finitura (varia in base al materiale/dimensione).
Semilavorato (facoltativo ma intelligente)
Ridurre la profondità di taglio e l'avanzamento per stabilizzare le dimensioni e migliorare la rotondità.
Rimisurare; compensare eventuali derive termiche o deflessioni dell'utensile.
Finitura foro
Prendere uno o due passaggi di luce (per esempio., 0.02–0,08 mm / 0.001–0,003″ per lato).
Utilizzare aria/refrigerante costanti e un'alimentazione costante per ottenere dimensioni e finitura superficiale.
Aggiungi un passaggio primaverile (stessa dimensione, nessuna compensazione) se la parte/il materiale “ritorna indietro”.
Misurare e verificare
Usa un calibro del foro, manometro dell'aria, O manometro telescopico + microfono per dimensioni e rotondità.
Controllo concentricità E posizione al dato (CMM se critico).
Sbavare l'entrata/uscita; aggiungere un piccolo smusso se specificato.
Tipi di alesatrici

Alesatrice orizzontale
Cos'è: Il fuso (la parte che sostiene l'utensile da taglio) è montato orizzontalmente.
Quando usarlo: Perfetto per parti lunghe o quando è necessario praticare fori profondi sul lato di un pezzo di grandi dimensioni.
Lavori tipici: Blocchi motore, basi macchina, piatti grandi.
Perché è fantastico:
Maniglie grande, pezzi pesanti con facilità.
Eccellente per precisione su componenti industriali di grandi dimensioni.
Alesatrice verticale
Cos'è: Il mandrino è montato verticalmente, e il pezzo solitamente si trova piatto su una tavola rotante.
Quando usarlo: Ideale per grande, pesante, e parti dalla forma strana che sono più facili da maneggiare distesi.
Lavori tipici: Involucri di turbine, grandi flange, valvole di grandi dimensioni.
Perché è fantastico:
La gravità aiuta a mantenere stabile la parte.
Più facile caricare e scaricare parti pesanti.
Alesatrice per pavimenti
Cos'è: Una macchina enorme con colonna e mandrino mobili, progettato per componenti molto grandi posizionato direttamente in officina o su un tavolo per carichi pesanti.
Quando usarlo: Per enormi parti industriali che non si adattano alle tavole macchina standard.
Lavori tipici: Parti di costruzione navale, hub di turbine eoliche, alloggiamenti degli ingranaggi di grandi dimensioni.
Perché è fantastico:
È possibile lavorare pezzi così grandi da dover rimanere nello stesso posto.
Gestisce carichi pesanti, lavoro di alta precisione.
Alesatrice a maschera
Cos'è: Una macchina super precisa progettata per produrre posizioni esatte dei fori e finisce, spesso utilizzato per realizzare maschere, infissi, e utensili di precisione.
Quando usarlo: Quando le tolleranze sono estremamente strette e la precisione è la massima priorità.
Lavori tipici: Componenti aerospaziali, stampi di fascia alta, set di matrici.
Perché è fantastico:
Posizionamento incredibilmente accurato.
Perfetto per i lavori che non possono permettersi nemmeno un piccolo errore di allineamento.
Alesatrice CNC
Cos'è: Un'alesatrice controllata da computer che automatizza il movimento, velocità, e regolazioni degli strumenti.
Quando usarlo: Per produzione ad alto volume o parti con requisiti noiosi complessi.
Lavori tipici: Componenti di motori automobilistici, cilindri idraulici, parti di macchine industriali.
Perché è fantastico:
Risultati altamente ripetibili.
Può gestire programmi complicati e noiosi in più fasi in un'unica configurazione.
Alesatrice di linea
Cos'è: Una macchina portatile o fissa che annoia una dritta, foro perfettamente allineato attraverso più superfici in un'unica configurazione.
Quando usarlo: Per riparare o lavorare fori a posto senza spostare la parte su una grande macchina.
Lavori tipici: Riparazione di attrezzature di grandi dimensioni come escavatori, forare gli alloggiamenti dei cuscinetti, fori del cambio.
Perché è fantastico:
Risparmia tempo e denaro sulle riparazioni di attrezzature pesanti.
Garantisce il perfetto allineamento tra più fori.
Tipi di processi noiosi
Linea noiosa
Allinea i fori in componenti come blocchi motore, turbine. Strumento supportato su entrambe le estremità per rigidità.
Indietro Noioso
Allarga un foro dal lato opposto—utilizzato nella produzione di armi da fuoco e componenti idraulici.
Noioso cieco
Crea un buco che non passa completamente il pezzo in lavorazione, comune nei collettori idraulici.
Micronoioso
Usato per minuscolo, fori precisi nei dispositivi medici e nelle parti aerospaziali, spesso richiedono tolleranze all'interno micron.
Verticale & Alesatura orizzontale
La scelta dipende da dimensione del pezzo, forma, e peso.
Sfide comuni nella lavorazione di alesatura
Vibrazione – Causato da barre noiose lunghe; porta a segni di chiacchiere.
Deflessione dell'utensile – Influisce sulla precisione del diametro.
Mantenere la concentricità – Soprattutto in buche profonde.
Usura della macchina – Può causare una perdita di precisione nel tempo.
Controllo della finitura superficiale – Richiede parametri di taglio precisi.
Generazione di calore – Deve essere gestito con liquidi refrigeranti per evitare distorsioni dimensionali.
Consigli degli esperti per una migliore lavorazione di alesatura
Usa il materiale giusto per lo strumento & Geometria – Inserti in metallo duro per metalli più duri; acciaio rapido per materiali più morbidi.
Ottimizza i parametri di taglio – Regolare velocità, foraggio, e profondità di taglio per tipo di materiale.
Mantieni le barre noiose corte & Rigido – Riduce le vibrazioni e la deflessione.
Eseguire la manutenzione regolare della macchina – Previene il calo delle prestazioni.
Utilizzare liquidi refrigeranti di alta qualità – Migliora la finitura e prolunga la durata dell'utensile.
Alesatura e altri processi di lavorazione
| Processi | Precisione | Finitura superficiale | Scopo | Tolleranza tipica |
| Noioso | Molto alto | 32 μin Revers | Allarga/perfeziona i fori esistenti | ±0,0005 pollici |
| Perforazione | Medio | 125 μin Revers | Crea nuovi buchi | ±0,02 pollici |
| Alesatura | Alto | 63 μin Revers | Rifinire leggermente i fori | ± 0,001 in |
| Fresatura | Variabile | 125 μin Revers | Creare fori/feature | ±0,01 pollici |
Applicazioni della lavorazione di alesatura

Industria automobilistica 🚗
Dove viene usato: Blocchi motore, canne dei cilindri, alloggiamenti dell'albero motore, e scatole del cambio.
Perché qui è importante la noia: I motori necessitano di fori perfettamente rotondi e allineati per garantire che tutto funzioni senza intoppi e ridurre l'usura. Anche un piccolo disallineamento può causare vibrazioni o danni nel tempo.
Industria aerospaziale ✈️
Dove viene usato: Alloggiamenti per motori a reazione, componenti del carrello di atterraggio, e telai strutturali.
Perché qui è importante la noia: Nell'aerospaziale, peso e precisione sono fondamentali. Noioso aiuta a raggiungere i risultati tolleranze strette e finiture lisce che garantiscono sicurezza, prestazioni affidabili a velocità e temperature estreme.
Macchinari pesanti e attrezzature edili 🚜
Dove viene usato: Bracci dell'escavatore, giunti del caricatore, alloggiamenti cuscinetti, e riduttori.
Perché qui è importante la noia: Queste parti richiedono molto stress, quindi devono essere noiosi forte, allineato, e in grado di gestire carichi pesanti senza fallimento.
Olio, Gas, e settore energetico ⚙️
Dove viene usato: Alloggi per turbine, corpi pompa, e forare componenti.
Perché qui è importante la noia: I fori in queste parti spesso trasportano fluidi o gas ad alta pressione, quindi devono esserlo accuratamente lavorato per evitare perdite e resistere a condizioni estreme.
Industria marina 🚢
Dove viene usato: Alberi di elica di navi, supporti del motore, e grandi alloggiamenti del cambio.
Perché qui è importante la noia: Le parti marine sono esposte a ambienti difficili di acqua salata, così noioso aiuta a garantire il corretto adattamento e allineamento, riducendo l’usura e la corrosione nel tempo.
Attrezzature mediche 🏥
Dove viene usato: Strumenti chirurgici, impianti ortopedici, e dispositivi diagnostici.
Perché qui è importante la noia: Nel mondo medico, La precisione è tutto. I buchi devono essere liscio, senza sbavature, e perfettamente modellato per evitare complicazioni o danni durante l'uso.
Costruzione di stampi e matrici 🛠️
Dove viene usato: Basi per stampi ad iniezione, set di matrici, e maschere.
Perché qui è importante la noia: I fori perfettamente perforati assicurano che gli stampi si allineino correttamente, producendo coerente, parti di alta qualità ogni volta.
Conclusione
Resta la lavorazione noiosa uno dei metodi più affidabili e precisi per ottenere una perfetta geometria del foro nella produzione. Mentre richiede attrezzature specializzate, operatori qualificati, e un'accurata configurazione, i risultati: alta precisione, Eccellente finitura superficiale, e ripetibilità: lo rendono indispensabile in molti settori.
Domande frequenti
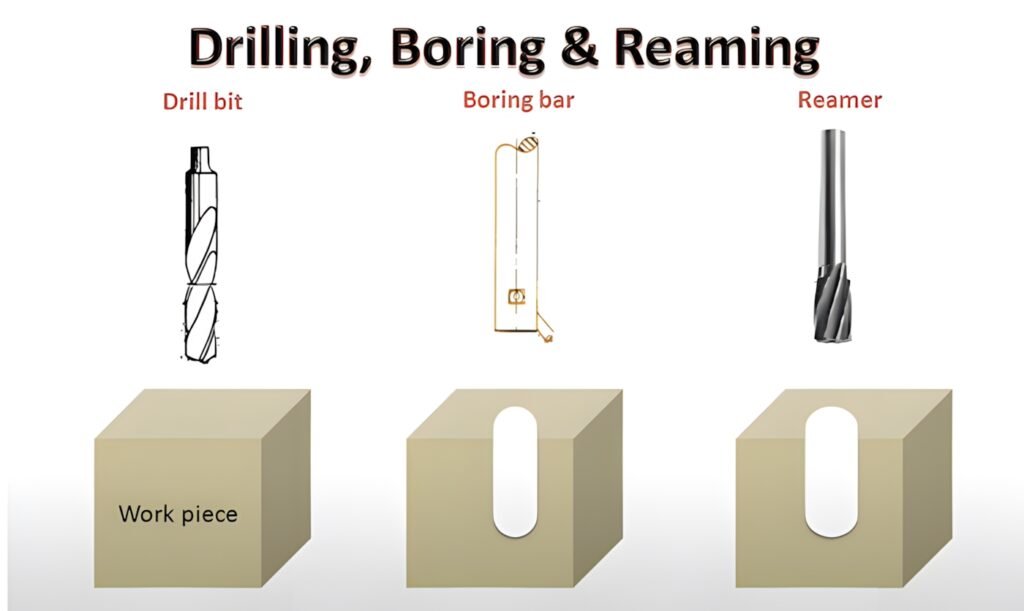
1. What is the fundamental difference in function between drilling, noioso, e alesatura?
-
Perforazione: The primary process of creating a new hole from solid material, offering moderate accuracy.
-
Noioso: The process of enlarging and correcting UN existing hole to achieve high precision in diameter, rotondità, e posizione (concentricità).
-
Alesatura: A finishing process used to slightly refine an existing drilled or bored hole, improving its size tolerance and surface finish, but only removing a very small amount of material.
2. Why is the “boring bar overhang” such a critical factor in the success of the operation?
The boring bar overhang (the length the bar extends from the holder) directly impacts rigidità. Because the tool is only supported at one end, excessive overhang causes the boring bar to vibrate severely (Chatter) when cutting. Chatter leads to poor surface finish, inaccurate dimensions (hole size variation), and rapid tool wear. The general rule is to keep the bar overhang as short as possible.
3. What is a “spring pass” in finish boring, and why is it used?
A spring pass is a final, light cut taken with zero additional offset or change in cutting depth. Its purpose is to compensate for the slight elastic deflection or “springing” of the boring bar or the workpiece during the previous cut. By running the tool through the same path again without changing the setting, it cleans up any minor material left behind due to deflection, ensuring the final hole size is precisely what was programmed.
4. How does a Line Boring Machine differ from a standard Horizontal Boring Machine?
-
Standard Horizontal Boring Machine: Utilizzato per la lavorazione grande, heavy components in a controlled machine shop environment. The boring bar is supported at one end by the spindle.
-
Alesatrice di linea: Designed specifically to machine a perfectly straight and aligned series of bores through multiple separate mounting points (like bearing housings on an engine block). Critically, the boring bar is typically supported at both ends of the bore series for maximum rigidity, often used for repair work in situ (on-site).
5. What is the primary cause of poor surface finish in a bored hole?
The most common cause of poor surface finish in boring is vibration or chatter, usually resulting from excessive boring bar overhang or insufficient machine rigidity. Other contributing factors include:
-
Dull Tooling: The cutting edge pushing material rather than cleanly slicing it.
-
Improper Feed Rate: Too high of a feed rate leaves deep spiral marks on the surface.
-
Insufficient Coolant: Allowing heat to build up, causing the material to deform.
6. When should Micro Boring be used, and what level of accuracy can it achieve?
Micro boring is reserved for extremely small holes (typically less than 1 mm O 0.04 pollici in diameter) or applications requiring the absolute highest precision. It uses specialized, tiny tools and is capable of achieving accuracy within micron (thousandths of a millimeter), making it essential for medical devices, fuel injectors, and high-end aerospace instrumentation.
7. Why is heat generation a major concern in precision boring, even with coolant?
While coolant helps, heat is a concern because it causes Espansione termica of both the workpiece and the boring bar. Even a tiny temperature increase can temporarily change the diameter of the part or the length of the tool, leading to dimensional errors. This requires machinists to monitor temperature closely and use a consistent flow of coolant during the finishing pass to stabilize the dimensions.
Per saperne di più:
Fresatura CNC: Una guida completa alla lavorazione meccanica di precisione
Tornitura CNC: Principi e applicazioni
![]()