アルミニウムの曲げ加工は、直線状のアルミニウムのプロファイルやシートを機械的な力によって特定の形状に変形させる重要な製造プロセスです。. なぜなら アルミニウム 独特の結晶構造を持っています, ひび割れのない完璧な曲げを実現するには、材料科学と機械技術についての深い理解が必要です。.
私. 曲げ加工に影響を与える重要な要素
アルミニウムの曲げ加工を成功させるには、機械だけではありません; それは材料の物理学に依存します:
成形性: これは、破壊せずに塑性変形を受ける合金の固有の能力です。. 粒子構造や化学組成などの要因により、金属が曲げの際に「流れる」か「スナップ」するかが決まります。.
伸長: 引張試験中にパーセンテージとして測定, 伸びは、金属が壊れる前にどれだけ伸びることができるかを示します. 高伸び合金は、狭い半径で曲げる際の寛容性がはるかに優れています。.
曲げ半径 vs. 厚さ: 「最小曲げ半径」とは、シートを失敗せずに曲げることができる最小の半径です。. 一般的に, 材料が厚い場合は、外面が極限引張強度を超えないようにするために、より大きな曲げ半径が必要になります。.
Ⅱ. 曲げ加工に最適なアルミニウム合金
すべてのアルミニウムが同じように作られているわけではありません. 合金元素 (マンガン, マグネシウム, ケイ素) 金属が応力にどのように反応するかを劇的に変える:
1. 3003 シリーズ (マンガン合金)
これはおそらく最高の「汎用」曲げ合金です. 加工性に優れ、適度な強度も備えています。.
特徴: 高い延性, 優れた耐食性.
アプリケーション: 化学装置, 屋根ふき, および熱交換器.
2. 5052 シリーズ (マグネシウム合金)
よりも強い 3003 シリーズ, 5052 構造板金作業に人気です.
特徴: 優れた疲労強度と海洋環境に対する耐性. 曲げても形状をよく保持します.
アプリケーション: 船舶用ハードウェア, 油圧チューブ, および医療機器.
3. 6061 シリーズ (マグネシウムとシリコン合金)
その間 6061 最も一般的な「構造用」アルミニウムです, 曲げるのが難しいことで有名です. 特定の焼き戻しまたは予熱方法を使用しない限り、亀裂が発生しやすくなります。.
アプリケーション: 航空宇宙構造物, 自動車フレーム, 耐久性の高い橋.
Ⅲ. 性格を理解し、失敗を防ぐ
の 気性 (金属の硬さまたは状態) 合金自体と同じくらい重要です.
○ (焼き鈍し): 一番柔らかい状態, 曲げやすいが、構造強度が低い.
4月/金 (熱処理済み): 高い強度を提供しますが、材料が脆くなり、曲げると亀裂が発生しやすくなります。.
ひび割れを防ぐためのヒント:
木目を横切って曲がる: 木のように, アルミニウムには圧延プロセスによる「木目」の方向があります。. 木目に対して垂直に曲げると、破損の可能性が減少します。.
潤滑を使用します: 金属と金型間の摩擦を軽減します。, 表面の傷を防ぐ.
予熱: のような高強度合金の場合 6061, 材料を特定の温度に加熱すると、延性が一時的に増加します.
Ⅳ. 工業用曲げ加工法の比較

部品の形状に応じて (シート対. チューブ), さまざまな機械的アプローチが必要です:
| 方法 | 仕組み | に最適です |
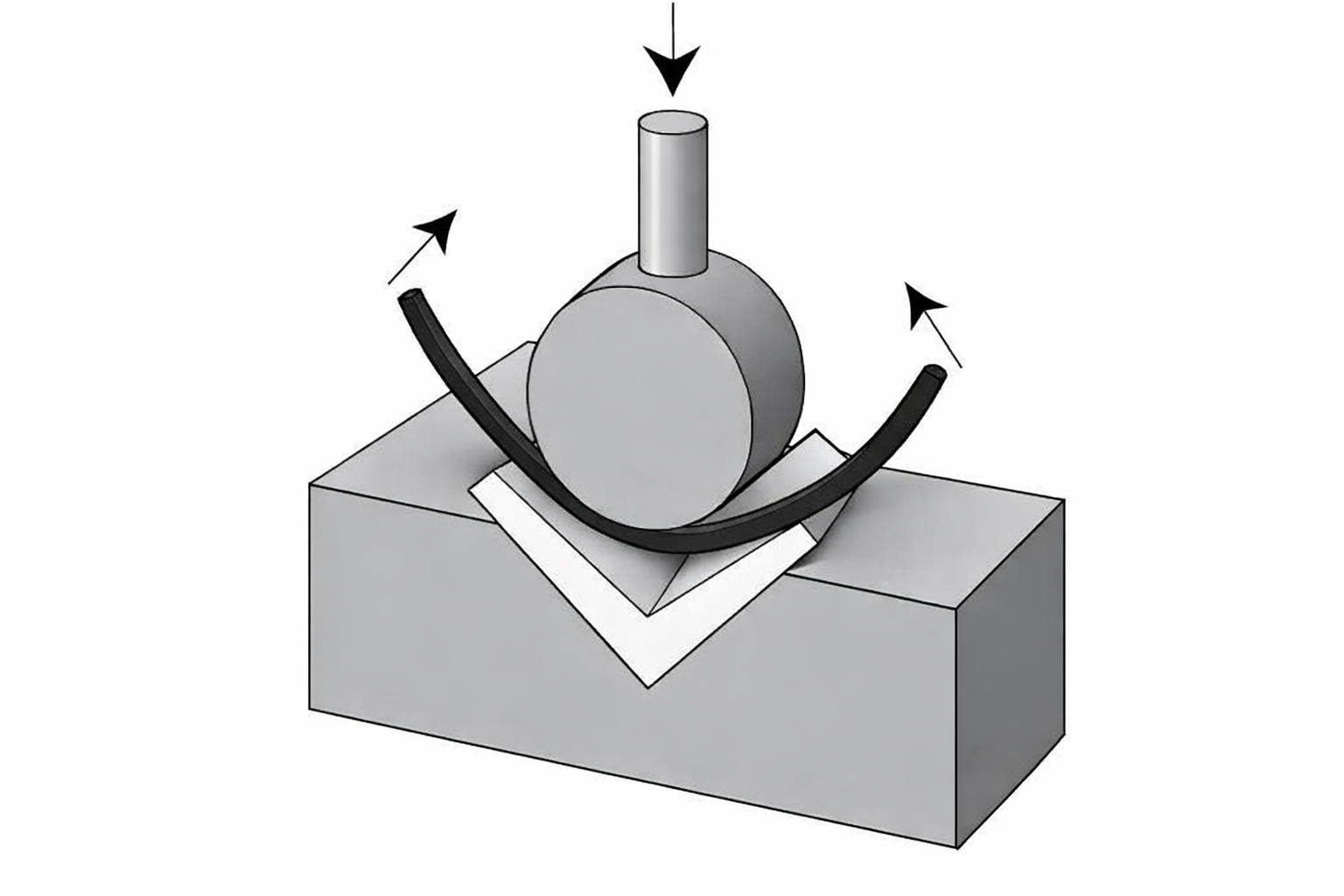
| プレスブレーキ | パンチがシートを V 字型のダイに押し込みます。. | 大型シート, 高精度の角度. |
| ロールベンディング | アルミニウムは3つの回転ローラーを通過します. | 大きな半径のカーブ, シリンダー, そしてフープ. |
| ロータリードロー | 金属は回転するダイに固定され、その周りに引き抜かれます。. | タイトラジアスチューブ (排気, 手すり). |
| ストレッチフォーミング | 部品を掴んで成形ブロック上に引き伸ばします. | 大きい, スプリングバックを最小限に抑えた複雑な曲線. |
| 圧縮 | ワイパーシューが材料を固定型の周りに巻き付けます. | 部品の両端に同一の曲げを作成する. |
V. 曲げアルミニウムの主な用途
自動車: ボディパネルと構造フレームには曲げアルミニウムを使用し、車両の軽量化と燃費効率の向上を実現.
航空宇宙: 胴体のリブと翼桁は、高精度を確保するためにストレッチフォーミングを使用して作成されることがよくあります。.
工事: 窓枠と建築外装材には 3 ローラー曲げを利用して美しい曲線を実現.
エレクトロニクス: ヒートシンクとエンクロージャは、多くの場合、プレス ブレーキ曲げによって製造されます。.
よくある質問
1. アルミニウムを曲げるとなぜ「跳ね返る」のか?
すべての金属はある程度の弾性を持っているため、スプリングバックが発生します。. 曲げ力を解放すると, 内部弾性応力により、部品が部分的に元の形状に戻ります。. 補うために, オペレータは部品を数度「過剰に曲げる」必要があります.
2. 6061-T6 アルミニウムを割れずに曲げることはできますか??
難しいですね. 6061-T6は非常に脆い. 上手に曲げるには, 通常はさらに大きな曲げ半径が必要になります (少なくとも 3 回 6 厚さの倍) または、曲げる前に「W」または「O」焼き戻しに焼鈍する必要があります。.
3. ロール曲げと比較したロータリードロー曲げの利点は何ですか?
回転絞り曲げでは、 マンドレル (チューブ内部の固体インサート) チューブのつぶれやしわを防ぎます。. タイトな方がずっと良いです, チューブの正確な曲げ, 一方、ロールベンディングは大型の場合に適しています。, スイープアーク.
4. アルミは曲げると弱くなりますか??
実際に曲げると、曲げ部分に「加工硬化」が発生します。, その特定の領域の硬度と引張強度が増加します。. しかし, 曲がりが鋭すぎる場合, 構造の完全性を損なう微小亀裂が発生する可能性があります.
5. アルミニウムシートの「結晶方向」を知るにはどうすればよいですか?
ほとんどの冷間圧延板では, 木目はシートが巻かれた方向と平行に走っています. 表面にかすかに縦線が見られることが多い. 最強の曲がりを実現するために, 曲げ線をこれらの線に対して 90° に向ける必要があります.