この記事から, あなたは機械加工のリーミングについてのすべてを学ぶでしょう - それは何ですか, 穴を段階的に測定する方法, さまざまなタイプのリーマー, 一般的な問題, CNCリーミング, 完璧な穴の耐性と表面仕上げを実現するための専門家のヒント. エンジニアや製造業者に最適です.
何がリーミングされていますか?
リーミングはのプロセスです 既存の穴の拡大 aと呼ばれる精度ツールを使用します リーマー 高品質の仕上げとタイトな許容範囲を達成するため. それは仕上げの操作です - 大量の材料を取り除くためではありません, しかし、正確さと滑らかさをダイヤルするため. 傑作を彫った後、荒いエッジを滑らかにするようなものだと思います.
仕組みは次のとおりです: リーマーが事前に耕した穴に挿入され、穴を丸くするのに十分な素材を剃るために、穴を開けて速度で紡ぎます。, よりスムーズ, そして、まさに適切なサイズ. でよく使用されます 金属加工, しかし、プラスチックや複合材料にも適用されます.
このツールはグラインダーや典型的なドリルのように動作するものではありません。それは、その溝付きのエッジに沿ってより正確かつ一貫してカットします. リーミング中に削除された材料の量は通常非常に少ないです, 多くの場合 0.1 mmから 0.3 んん (またはについて 0.004 に 0.012 インチ). 重要なのは精度です.
リーミングツールは可能です マニュアル (ハンドリーマー) または 機械駆動型 (チャックまたはCNCリーマー) 仕事に応じて. あなたは小さなワークショップでリーミングを見るかもしれませんが, で広く使用されています 航空宇宙, 自動車, そして製造業 正確な適合が交渉不可能な産業.
穴を開ける方法: ステップバイステップガイド
ステップ 1: ワークを固定する
何よりも前に, ワークをロックダウンしてください. リーミングプロセス中にわずかに移動する場合, あなたはトラブルの世界にいます. 使用 現れる, クランプ, または備品 部品が堅実であることを確認します. ホールドがきつくなります, 結果がより正確です.
ステップ 2: 最初の穴を掘削します
リーマーを原料に押し込んで結果を期待することはできません. 掘削された穴から始めます. ヒントの場合: 穴を掘ります 2-4% 小さい 希望する最終直径よりも. より柔らかい素材の場合, aを使用します 4% アンダーサイズ; 難しいもののために, 一緒に行きます 2%.
ステップ 3: 適切なリーマーサイズを選択します
一致するリーマーを選びます 正確な最終直径 あなたはターゲットにしています. あなたがリーミングしている場合 10 mmホール, あなたが必要です 10 MMリーマー - ない 10.1 んん, ない 9.9 んん. リーマーはそうです 調整できません (特別なタイプを使用しない限り), したがって、適切なものを選択することが重要です.
ステップ 4: 正しい速度を適用します, 餌, および潤滑
ここでは遅い方が良いです. 使用 RPMの半分 掘削中に使用しました フィードレートの2倍. リーミングツールは、より高い飼料用に設計されていますが、速度が低くなります. 使用することを忘れないでください 油またはクーラントを切る - これにより、熱が減少し、仕上げが向上します.
ステップ 5: リーミングプロセスを実行します
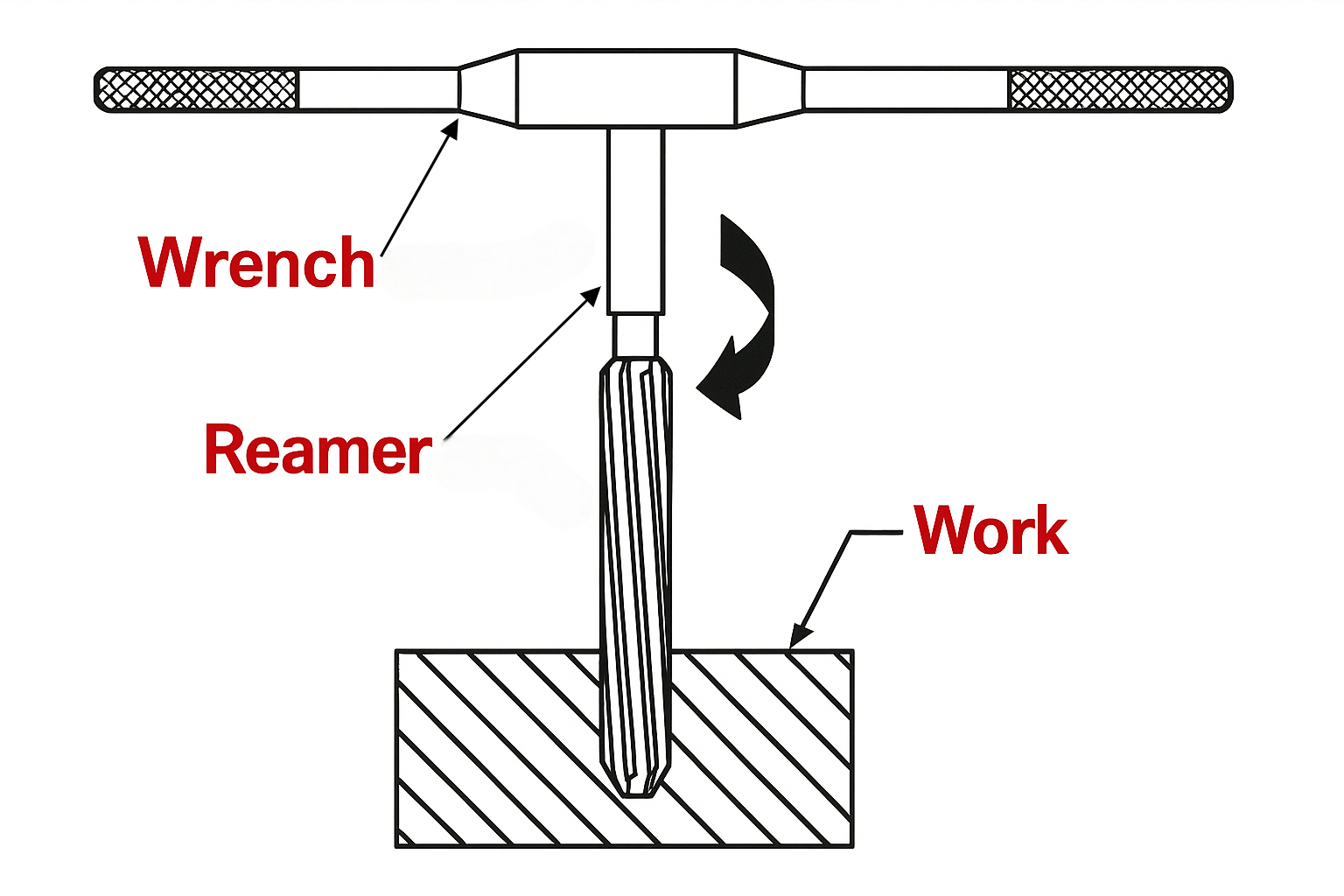
回転中にリーマーをゆっくりと穴に挿入します. a 安定した, 圧力さえ. 強制しないでください. ツールは作業を行います. 底に到達したとき, 逆にしないでください - マシンをオフにして、ツールを慎重に引き出してください.
ステップ 6: 仕上げとクリーンアップ
穴の上部と下部をdeburr countersinkツール, 圧縮空気またはブラシで穴をきれいにします. マイクロメーターまたはプラグゲージで直径を確認して、作業を確認してください. 正しく行われました, 結果はaにする必要があります ミラーフィニッシュ, 精密サイズの穴.
リーミングの目的は何ですか?
寸法精度
リーミングの主な目的はです 寸法精度を実現します. プロジェクトがその穴を必要とするとき その通り 10.00 んん, ドリルのビットだけでは、しばしばそれをカットしません. それはあなたを残すかもしれません 9.95 mmまたは 10.08 mm — close, しかし、完璧ではありません. そのギャップを埋める橋.
リーマーはそれ自体が厳しい許容範囲に製造されているためです, 彼らは、許容度を備えた穴の直径を確実に生成することができます ±0.005 mm (±0.0002インチ). このレベルの精度は、小刻みのない部屋とはまったく合う必要がある部分で非常に貴重です。 航空宇宙, ロボット工学, または 医療用インプラント.
表面仕上げの改善
Reamingのもう1つの大きな利点? の 表面仕上げ. 掘削または退屈している穴は、肉眼では大丈夫に見えるかもしれません, しかし、顕微鏡下 (またはストレスの下), 粗い内面は摩擦を引き起こす可能性があります, 着る, または失敗.
Reamingは表面を生成します RAのように細かい仕上げ 0.2 μm, リーマーと素材に応じて. この滑らかさは、美学だけではありません 摩擦を減らす, 腐食の防止, そして 長期的な信頼性を確保します 組み立てられたコンポーネントの.
ホール耐性制御
ホール耐性はマニュアルの派手なスペックではなく、部品がどのように合うかの青写真です. あ フィットを押します, 例えば, の穴の耐性が必要になる場合があります +0.0000 で / -0.0005 で. 多くの場合、リーミングはできる唯一の方法です 一貫して これらの公差を達成します, 特に鋼やチタンなどの硬い金属で.
これにより、リーミングが不可欠になります 組立ライン製造, 一貫性が重要です. あなたが作っているかどうか 10 または 10,000 部品, リーマーは確実に役立ちます すべての穴は同じです - 当て推量はありません, 驚きはありません.
さまざまなタイプのリーマー

ハンドリーマー
これらはあなたの手動のgo-tosです. ハンドリーマーは先端にわずかなテーパーを持っています。. 彼らは正確な重要な仕事に最適ですが、機械のリーミングが実行不可能な仕事に最適です.
機械 (チャック) リーマー
旋盤で使用されます, ドリルプレス, またはミリング機, マシンリーマーは一貫して作られています, 高速操作. 彼らはあなたの最善の策です 量産 そして 厳しい許容範囲.
シェルリーマー
これらは、使用される大口径のリーマーです シェルリーマーアーバー. シェルデザインが許可されます 簡単な交換 摩耗したツールの, 時間の経過とともにお金を節約する - 生産環境で大きな穴を開けるのに最適.
カーバイドリーマー
のようなタフな素材を扱っているとき ステンレス鋼 または チタン, カーバイドリーマーはあなたの親友です. 彼らは長持ちし、ハードカットエッジのおかげでクリーナーをカットします.
調整可能なリーマー
柔軟性が必要です? これらのリーマーは可動式ブレードを持っているので、直径をわずかに微調整できます. 耐性が厳しい場合に役立ちます, しかし、あなたの事前に耕した穴のサイズは異なります.
フローティングリーマー
これらは、アラインメントの問題が問題を引き起こす可能性のあるCNCセットアップで使用されます. 彼らはスピンドルにわずかに「浮かぶ」, 補償 軽微な不整合 きれいなカットを確保します.
リーミング中に発生する一般的な問題
小型または特大の穴
リーミング中の最も一般的な頭痛の1つは、きつすぎるか緩すぎる穴で結局になることです. an 小さめの穴 適切に維持されていないリーマーを使用することから生じることがあります。. これは、 リーマーは退屈です, または、効果的に削減するために掘削プロセスから十分な在庫が残っていません.
裏側に, 特大の穴 通常、不整合または過度のツール摩耗によって引き起こされます. リーマーが掘削された穴と正しく整列していない場合, または、スピンドルのランアウトのためにぐらつく場合, おそらく、意図したよりも大きい穴があるでしょう. これは、次の場合にも発生する可能性があります 飼料レートは攻撃的すぎます または、振動が適切に制御されていない場合.
おしゃべりと振動の問題
波のような仕事を台無しにするものはありません おしゃべり - あなたの素材に食べる振動するツールの刺激的な音. 悪い音だけではありません; 目に見える欠陥を引き起こします. 表面仕上げは荒いことがわかります, そして深刻な場合, リーマー自体にダメージを与える可能性があります. 通常、おしゃべりは不足していることに起因します 機械の剛性, 過度のツールオーバーハング, または不適切な速度とフィード設定.
これを防ぐため, セットアップをしっかりと保ちます, リーマーのオーバーハングを最小限に抑えます, そして使用します 適切な潤滑. 飼料速度をわずかに増やしたり、速度を下げることができますが、しばしばおしゃべりを減らすのに役立ちます. また, プレイやバックラッシュなしでマシンが良好な状態にあることを確認してください.
ツールの破損と摩耗
ツールライフは、リーミングオペレーションにおいて大きな関心事です. 気づいている場合 未熟服, いくつかの理由が原因である可能性があります:
間違ったフィード/速度
質の悪い素材
潤滑不足
素材が多すぎる
摩耗したリーマーは、正確にカットされず、均等にできます 穴の中を壊します, 費用と時間のかかる混乱を作成します. これを避けるため, ツールを定期的に検査してください 必要に応じてそれらを再導きまたは交換します.
リーミングオペレーションのためのヒントと予防策

フィード設定と速度設定の管理
数字を話しましょう. 通常、リーミングには必要です より遅い速度とより高いフィード 掘削よりも. 一般的なルールとして:
回転数: 掘削速度の半分から3分の2
フィードレート: 2x掘削に使用されるフィード
これにより、リーマーは穴を磨くだけでなく、実際には カット 素材. 遅すぎると摩擦が発生する可能性があります, 過度の速度はおしゃべりやフィニッシュの不十分につながる可能性がありますが.
適切なツールアライメントを確保します
完全なアライメントは交渉不可です. あなたのリーマーがそうでない場合 完全に同心 穴で, 結果は正確ではありません. しばしば終わるでしょう ベル口の穴 またはテーパー仕上げ. ミスアライメントは一般に原因です:
摩耗した紡錘
ずれたチャックまたはコレット
不適切なワークセットアップ
これを修正するために, マシンのキャリブレーションと使用を再確認します フローティングリーマーホルダー セットアップが十分に剛性がない場合.
ツールのメンテナンスと再編成
メンテナンスについて考える前に、リーマーが失敗するのを待たないでください. 時間とともに, 切断エッジは鈍くなります, そして、鈍いリーマーはパフォーマンスの低下を意味します. 面取りを覆します (最先端) ツールの寿命を大幅に延長することができます, しかし、それは慎重に行われなければなりません. 各フルートは均等に削る必要があります, または、特大または楕円形の穴を切断する危険があります.
追跡するのが最善です リーマーの使用時間 それに応じてメンテナンスをスケジュールします. あなたがそうするように訓練されていない限り、リーマーを手で磨こうとしないでください.
おしゃべりと貧弱な仕上げを避けます
おしゃべりは表面仕上げキラーです. 適切な速度/供給設定に加えて, これを防ぐ方法がいくつかあります:
マシンとセットアップを保管してください 硬い
使用 より短いツール あまりにも少ない
リーマーがホルダーにぴったりとフィットすることを確認してください
あちこちを叩かないでください 潤滑 - 液体の削減は、摩擦と温度を下げるのに役立ちます
また, 確認してください リーマーを途中で止めないでください. 一度開始されます, 最もきれいなカットのために一度の動きでずっとそれを通過させてください.
リームホールのサイズを決定する方法
株式手当ガイドライン
リーミングする前の穴のサイズ - プレリムの直径 - 重要です. 在庫が少なすぎます, そして、リーマーはカットしません. 残しすぎます, そして、それはつかむかもしれません, おしゃべり, または休憩. これが実用的な株式手当ガイドです:
1/4インチの下の穴の場合: 残してください 0.010「
1/2インチの穴の場合: 離れる 0.015「
1インチ以上の穴の場合: 離れる 最大0.025インチ
のために ハンドリーミング, これを大幅に減らします 0.001「」から0.003インチ, 手動でツールをプッシュするには、抵抗が少ないためです.
リーマー対. ドリルサイズの経験則
リーミングする前にドリルするサイズについてまだ確信が持てません? この単純な式を使用してください:
ドリルサイズ=リーマーサイズ - (2% に 4%)
選ぶ 2% 下 鋼やチタンなどの硬質金属用. 使用 4% 下 アルミニウムやプラスチックなどの柔らかい材料用. これにより、リーマーが歪みなしできれいに切断するための適切な量の材料を残すのに役立ちます.
例えば:
リーマーサイズ: 10 んん
スチール用のドリルサイズ (2% 下): 9.8 んん
アルミニウムのドリルサイズ (4% 下): 9.6 んん
これらのガイドラインに従うことで、Reaming Operationが完璧で終了することを保証するのに役立ちます, クリーン, 正確な穴.
リーミング対. 退屈対. 掘削: 違いは何ですか?

簡単に分解しましょう. これらの3つのプロセスはすべて、穴の作成または改善に対処します, しかし、それぞれに独自の目的とツールがあります:
| 特徴 | 掘削 | つまらない | リーミング |
| 目的 | 初期穴を作成します | 穴を拡大または整列させます | 正確なサイズまで穴を仕上げます |
| 道具 | ツイストドリルビット | 退屈なバーや頭 | マルチフラットリーマー |
| 材料が削除されました | 大量 | 中程度の量 | 小さい, 正確な量 |
| 表面仕上げ | 粗い | 適度 | 素晴らしい |
| 許容範囲 | ±0.005インチ以下 | ±0.001インチから±0.002” | ±0.0005インチ以上 |
| いつ使用されますか | 新しい穴を作る | 穴の位置/サイズの固定 | 最終的な穴のサイズを完成させます |
それで, いつそれぞれを選びますか?
使用 掘削 穴を開始する.
使用 つまらない ロケーションエラーを修正するか、大きくするには.
使用 リーミング 最終的なサイジングと仕上げのため.
リーミングは、既存の穴がなければ機能しません 仕上げ 手術, スタートのものではありません.
退屈よりもリーミングを選ぶ時期?
リーミングを好む要因
多くの場合、リーミングはより良い選択です:
あなたが必要です 生産性の高い - 環境は、最終的なサイジングのために退屈するよりも速いです.
あなたのプロジェクトが求めています タイトな許容範囲と滑らかな仕上げ.
あなたが持っている 多くの同一の部分 生産するために - リファーは優れた再現性を提供します.
対照的に, 退屈は、あなたが対処するときに理想的です:
あ 不整合またはオフセットホール
する必要性 穴のサイズをその場で調整します
不規則な形 または深い穴
アプリケーションシナリオ
ここに、リーミングがあなたの頼みになる状況がいくつかあります:
精密ベアリング 自動車または航空宇宙部品で
医療要素 ここで、許容範囲は人生で批判的です
組立ライン 速度と均一性がすべてです
硬化した鋼部品 退屈が遅すぎるか荒いかもしれません
Reamingとは、単に削減するだけではありません。それは正しくカットすることです. あなたが最もきれいにしたいなら, 最もスムーズ, そして、可能な最も正確な穴, リーミングはあなたの答えです.
CNC Reamingが説明しました
CNCリーミングとは何ですか?
CNC Reamingは、単にリーミング操作を実行するプロセスです コンピュータ数値制御 (CNC) 機械. CNCリーミングの美しさは、その精度と再現性にあります. 手動のリーミングは、オペレーターのスキルに応じてわずかな矛盾をもたらす可能性がありますが, CNCリーミング ヒューマンエラーを削除します 方程式から. それはすべて精度です, オートメーション, と効率.
仕組みは次のとおりです: 穴が事前にドリルされた後 (また、CNC経由), マシンはリーマーツールに切り替え、事前定義されたフィニッシュパスを実行するようにプログラムされています 回転数, 送り速度, と深さ. すべてがデジタルで制御されています, から ツールパス に 潤滑タイミング. これは、多数の精密穴を持つ複雑な部品でさえ完了することができることを意味します 迅速かつ完璧です 毎回.
CNCセットアップにより、タイトが可能になります ツールパス制御, したがって、不整合またはツールのたわみのリスクは少なくなります. プラス, 自動ツールチェンジャー付き, リーマーは手動入力なしで交換し、プロセスをスピードアップし、数百または数千の部品で物事を一貫性に保つことができます.
高精度産業でのCNCリーミング
正確さが王様である業界では - 航空宇宙, 自動車, 医療機器, エレクトロニクス—CNCリーミングは交渉不可です. 燃料インジェクターノズルなどのコンポーネントを考えてください, 外科インプラント, エンジンシリンダー, および光学ハードウェア. これらの部品には、ミクロン内の公差が必要です, これは、CNCガイド付きリーミングのみが一貫して提供できます.
CNC Reamingは、再加工または廃棄部品の可能性も低下させます, 生産フロアで時間とお金を節約します. インプロセスの監視と自動報酬, リアルタイムの修正と驚きが少なくなります.
結論? プロジェクトに超高精度と大量の出力が必要な場合, CNC Reamingはあなたの親友です.
リーミングの産業用途
自動車産業
の 自動車セクター 厳しい許容範囲を要求する部品のリーミングに大きく依存しています. から エンジンシリンダーボア に ギアボックスハウジング, サスペンションコンポーネント, そして バルブガイド, リーミングは、漏れや遊びなしで部品が合うようにするのに役立ちます.
何百万もの部品が生産ラインから転がります, 一貫性が重要です. Reamingは、大規模な一貫性を提供します, 各部品が最後の部分と同じように機能するという自信をメーカーに与える.
航空宇宙産業
で 航空宇宙, エラーの余地はありません. 小さな不適合は、壊滅的な失敗につながる可能性があります. リーミングは完璧に使用されます ファスナー穴, ベアリングハウジング, ターボコンポーネント, そして 油圧アセンブリ.
これらの部分は正確であるだけでなく、 軽量で耐久性, これは、ような厳しい素材を使用することを意味します チタンとインコール. Reamingは、これらの重要な穴が正確な仕様を満たしていることを保証します, 最も硬い合金でも.
製造業 & 組立ライン
電子機器から重機まで, 製造工場は無数のアプリケーション全体でリーミングを使用します - 油圧ブロック, 金型インサート, プレスフィットブッシング, もっと.
2つのコンポーネントが正確に交尾することを意図していても、プレスフィットであろうと, 干渉フィット, またはスリップフィット - プロセスの中心にあるリーミングを見つけます. 組立ラインは特に恩恵を受けます 高速マシンリーミング, 生産性を高く保ち、エラーを低くします.
リーミングの高度なテクニックと革新
コーティングされたリーマー
今日のリーミングツールは、もはや高速スチールだけではありません. 彼らは コーティング のような高度な素材があります 錫 (窒化チタン), Tialn (チタンアルミニウム窒化物), またはさえ ダイヤモンドのような炭素 (DLC). これらのコーティングはツールの寿命を促進します, 摩擦を減らします, また、特に便利な切削速度を高めることができます 高生産環境 または 研磨材.
これらのコーティングは、あなたがリーミングするときにも役立ちます 複合材, セラミックス, または 熱処理された鋼, 伝統的なリーマーがすぐに摩耗する場所.
高速リーミング
高速リーミングがすべてです 精度を犠牲にすることなく効率. フィードレートと切削速度を最適化することにより, メーカーはサイクル時間を大幅に短縮できます. これは、大量生産において特に重要です, 1部あたり数秒節約すると、効率性の向上の数時間、または日ごとに均一になります.
これを効果的に行う, 必要になります:
高品質の炭化物リーマー
リジッドマシンのセットアップ
制御されたクーラント送達システム
精密ツールホルダー
正しく行われたら, 高速リーミングが生成します 鏡のような仕上げ 通常の切断速度の2〜3倍でも.
スマート監視システム
私たちは今、その時代に入っています 業界 4.0, そして、リーミングは取り残されていません. 最新のリーミングマシンとツールは統合されています センサーシステム そのモニター:
切断力
ツールウェア
振動 (おしゃべり)
温度
これらのシステムはデータをCNCコントローラーまたはMESに戻します (製造実行システム), 許可します リアルタイムツールの調整 またはメンテナンスアラート. これにより、ツールが発生する前に故障を防ぎ、常に最適なパフォーマンスで削減することを保証します.
完璧なホール加工サービスを入手してください
適切な機械加工パートナーの選択
あなたのリーミングの知識やあなたのリーマーがどれほど良くても, 最終部分の品質は大きく依存しています 誰が機械加工をしているのか. 適切なパートナーを見つけることは、探すことを意味します:
との経験 タイトトレランスプロジェクト
アクセス CNC機器
社内 品質管理および検査ツール
あなたの実績 特定の業界
プロトタイピングであろうと本格的な生産であろうと, 適切なパートナーは、あなたの穴が完全にリームされることを保証できます - すべての時間.
品質管理と認証
素晴らしい穴はそれです 完璧であることが証明されています, 想定されただけではありません. 提供する機械加工ショップを探してください 包括的な品質チェック 使用して:
ボアゲージとマイクロメートル
表面粗さ テスター
また, 認定が重要です. 航空宇宙にいる場合, 自動車, または医療分野, サプライヤーがそうであることを確認してください ISO 9001, AS9100, またはISO 13485 認定. これにより、部品が作られるだけでなく、作成されます 右.
結論
Reamingは、機械加工の仕上げの仕上げの1つであり、その違いを生みます 適切かつ例外的. 精度をもたらすのは最終パスです, 滑らかさ, 穴や退屈な穴にフィットします. レースカーを作っているかどうか, ロケットエンジン, またはロボットアーム, Reamingはすべてが確実に整列することを保証します, フィット, 自信を持って機能します.
から マニュアルリーマー に CNCセットアップ, そしてから 基本的な鋼部品 に エキゾチックな合金, Reamingは、その価値を何度も証明します. しかし、覚えておいてください - それはツールだけではありません. プロセスを理解することです, 適切な速度とフィードを使用します, 完全なアライメントを確保します, ツールを適切に維持します.
正しく行われたら, リーミングは、機械加工ゲームの品質を高め、コンポーネントを良好から完璧なものに持ち込むことができます.
よくある質問
1. リーマーの主な用途は何ですか?
リーマーは慣れています 完成とサイズの事前にドリルされた穴, 滑らかな内部表面を提供し、交配部品に寸法許容範囲をより強く提供します.
2. 最初に掘削せずに穴を開けてもらえますか?
いいえ. リーミングには既存の穴が必要です. それはです 仕上げ操作, 主要な切断プロセスではありません. 掘削や退屈が最初に来ます.
3. どのくらいの材料をリーミングのために残すべきですか?
通常, 離れる 0.010「0.015へ」 マシンのリーミングのための材料の. 小さな穴の場合, その周り 0.003「0.006へ」 十分です.
4. リーミング中におしゃべりを引き起こすもの?
おしゃべりは原因です 機械の振動, ツールオーバーハング, 不適切な速度/フィード, セットアップの剛性の欠如. これらを修正すると、おしゃべりを削減または排除することができます.
5. 適切なリーマータイプを選択するにはどうすればよいですか?
に基づいて選択します:
材料 カットされている (困難な金属には炭化物を使用してください)
穴のサイズ
生産量 (大量にマシンまたはCNCリーマーを使用します)
公差が必要です
![]()