
يموت الصب هي عملية تصنيع حاسمة تستخدم على نطاق واسع في صناعات مثل السيارات, الفضاء الجوي, إلكترونيات, والسلع الاستهلاكية. يكمن أساس الصب عالي الجودة في الأدوات المحسنة-القوالب المستخدمة لتشكيل المعادن المنصهرة في أجزاء معقدة. تؤثر الأدوات المتفوقة بشكل مباشر على تحمل المنتج, عمر العفن, كفاءة الإنتاج, وعائد المشروع بشكل عام على الاستثمار (العائد على الاستثمار).
فهم الأدوات المصبوب
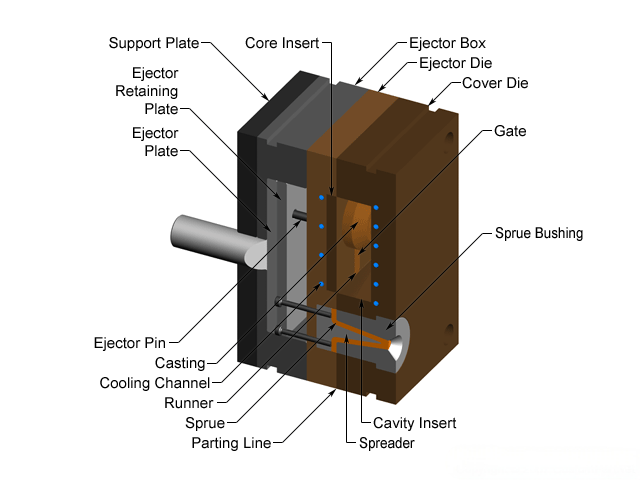
يموت الأدوات المصبوب, أو يموت قوالب يلقي, تضم قوالب فولاذية مصنوعة من الدقة مصممة لتحمل الحقن عالية الضغط من المعدن المنصهر. عند التبريد, يعزز المعدن في الشكل المقصود, تقديم مكونات متسقة ودقيقة. تتكون القوالب عادة من جزأين أو أكثر, تمكين الاستخراج السهل من الصب النهائي.
تشمل أنواع قالب الصب الشائعة:
يموت النماذج الأولية: تستخدم للاختبار والتحقق الأولي.
يموت الوحدة: مناسبة للإنتاج الأصغر على نطاق وقابل للتكيف لمختلف المكونات.
توفي الأدوات السريعة: تمكين التحول السريع لاختبار المنتج السريع.
يموت تقليم: قوالب متخصصة لتقليص المواد الزائدة من الأجزاء المصبوب.
يموت الإنتاج: هندسة لحجم عالي, تشغيل التصنيع على المدى الطويل.
يموت عملية تصميم القالب
تتضمن عملية تصميم القالب لالتقاط القالب التخطيط الدقيق والعديد من الخطوات الحاسمة:
المرحلة الأولية: تقييم المنتج الأولي, تحليل الجدوى, وتحديد المواصفات.
تحديد عدد التجاويف: تحديد عدد الأجزاء التي يجب أن ينتجها القالب لكل دورة حقن بناءً على حجم الإنتاج.
تقييم منطقة الإسقاط: تقييم حجم القالب المطلوب واعتبارات الضغط.
تحليل الحجم والحجم: ضمان توافق التصميم مع أهداف الإنتاج وأداء العفن.
محاكاة شبه تجريبية: محاكاة بمساعدة الكمبيوتر لتحديد مشكلات الصب المحتملة, مثل جيوب الهواء, مخالفات التدفق, والتناقضات الحرارية.
تحليل التصنيع, لا سيما استخدام البرامج المتقدمة, يساعد في توقع المشكلات المتعلقة بتدفق المعادن, معدلات التبريد, ونقاط التوتر, تمكين التعديلات الاستباقية على تصميمات العفن قبل بدء الإنتاج.
تصميم قالب للتصنيع (سوق دبي المالي)
تصميم للتصنيع (سوق دبي المالي) يدمج ممارسات الهندسة والتصميم التي تبسيط إنتاج العفن, تقليل التكاليف, وتعزيز متانة العفن الشاملة والأداء.
تشمل المعلمات الرئيسية في القالب القالب DFM DFM:
زوايا المشروع: زوايا كافية لسهولة إزالة الأجزاء المصبوب, تقليل ارتداء العفن.
نصف القطر والشرائح: حواف داخلية وخارجية ناعمة لتجنب تركيزات الإجهاد وتحسين تدفق المعادن.
الرؤساء والأضلاع: التعزيزات الهيكلية لتعزيز سلامة الصب والقوة دون استخدام المواد المفرطة.
خطوط الفراق: الموضع المناسب لتقليل الفلاش وتسهيل استخراج الجزء السهل.
يضمن DFM الفعال مراجعات تصميم أقل, انخفاض التأخير الإنتاج, وتحسين جودة المنتج.
رعاية وصيانة العفن
الصيانة المنتظمة ضرورية لزيادة عمر العفن وضمان جودة المنتج المتسقة. تموت القوالب الصب تتحمل دورات متكررة من التدفئة والتبريد, يؤدي إلى قضايا محتملة مثل:
ارتداء الأساس: التآكل التدريجي لميزات العفن الحرجة.
تآكل بوابة: ارتداء في النقاط التي يدخل فيها المعدن القالب.
تشمل استراتيجيات الصيانة:
عمليات التفتيش المجدولة والصيانة الوقائية.
تنظيف القوالب بانتظام لتجنب التراكم الذي يمكن أن يؤثر على الجودة.
إصلاح أو تجديد المناطق البالية على الفور.
على سبيل المثال, عادة ما تصمد قوالب الزنك متعددة الانزلاقات حوالي مليون طلقة, في حين أن قوالب الألومنيوم تدير تقريبا 200,000 الطلقات. يمكن لممارسات الصيانة المناسبة تمديد هذه العمر بشكل كبير.
تعظيم العائد على الاستثمار من تحسين القالب الصب
الاستثمار في قوالب عالية الجودة يترجم مباشرة إلى مدخرات طويلة الأجل كبيرة. في حين أن التكاليف الأولية قد تكون أعلى, الأدوات المحسنة تقلل من احتياجات الصيانة المتكررة, يقلل من توقف الإنتاج, ويقلل بشكل كبير من معدلات الخردة.
تشمل استراتيجيات تعظيم العائد على الاستثمار:
زوايا مسودة مرنة: السماح بزوايا أكبر قليلاً في المناطق غير الحرجة يحسن متانة العفن.
تسامح مصمم: تجنب التحمل المشدد بشكل مفرط ما لم يكن ضروريًا للغاية, تقليل التعقيد والتكلفة.
تعاون المورد المبكر: إشراك موردي ومهندسي العفن في وقت مبكر من مرحلة التصميم لتحديد المشكلات والحلول المحتملة قبل إنتاج العفن.
خاتمة
يعد تحسين قوالب الصب أمرًا أمرًا حيويًا لتحقيق الدقة, كفاءة, والربحية في عملية التصنيع الخاصة بك. التعاون مع المهنيين ذوي الخبرة يضمن تطوير قوي, قوالب متينة مصممة خصيصًا لاحتياجات المشروع الخاصة بك.
تقدم Tops Precision خدمات تحسين العفن الخبراء, بدعم من خبرة واسعة, التكنولوجيا المتطورة, وممارسات الصيانة الصارمة. اتصل بنا اليوم لمناقشة كيف يمكننا دعم مشروعك التالي بجودة عالية, حلول أدوات محسنة.
الأسئلة الشائعة
1. ما هو السبب الرئيسي لـ "اللحام" في صب الألومنيوم?
لحام يحدث عندما يتفاعل الألومنيوم المنصهر كيميائيًا مع الحديد الموجود في قالب الفولاذ, لحام نفسه بشكل أساسي بالأداة. يحدث هذا عادة بسبب ارتفاع درجة حرارة القالب أو فشل مادة التشحيم. حل: قم بخفض درجة حرارة القالب أو استخدم طلاء PVD لإنشاء حاجز كيميائي.
2. ما سبب أهمية "ضغط التكثيف" في نهاية اللقطة؟?
بمجرد امتلاء القالب, يبدأ المعدن بالانكماش عندما يتحول من السائل إلى الصلب. تكثيف الضغط هي "دفعة" أخيرة من مكبس الماكينة والتي تدفع المعدن الزائد إلى المناطق المتقلصة. بدونها, سيكون لديك دائمًا تقريبًا مسامية انكماش في أقسام سميكة من الجزء.
3. كيف يمكن التمييز بين مسامية الغاز ومسامية الانكماش؟?
-
مسامية الغاز: يبدو مستديرًا تمامًا, فقاعات ذات جدران ناعمة (مثل الجبن السويسري). يحدث بسبب الهواء المحبوس.
-
مسامية انكماش: تظهر بشكل متعرج, غير منتظم, ثقوب تشبه الإسفنج. يحدث ذلك بسبب نقص تدفق المعدن أثناء التصلب.
4. متى يجب أن أختار قالب الزنك بدلًا من قالب الألومنيوم؟?
إذا كان الجزء الخاص بك يحتوي على جدران رقيقة للغاية ($<1\نص{مم}$), يتطلب التحمل صارمة للغاية, أو يحتاج إلى تشطيب سطحي "يشبه المجوهرات"., الزنك هو الفائز. بالإضافة إلى ذلك, قوالب الزنك يمكن أن تستمر لأكثر من ذلك 1,000,000 الطلقات, مقارنة ب $100,000$ نموذجية من الألومنيوم.
5. ما هو تأثير "الضرب البارد" على جودة القطعة?
أ سبيكة باردة عبارة عن قطعة صغيرة من المعدن تصلبت في الفوهة قبل بدء الطلقة. إذا دخل في الجزء, فهو بمثابة نقطة ضعف هيكلية ويدمر تشطيب السطح. يستخدم تصميم القالب الجيد أ سبيكة حسنا (جيب عميق مقابل ذرب مباشرة) ليلتقط هذه القطعة الباردة قبل أن تدخل إلى المتسابقين.
6. هل يمكن تعديل قالب الصب بعد بنائه?
نعم, لكنها "طرحية". يمكنك بسهولة إزالة الفولاذ من القالب (جعل الجزء أكثر سمكًا/أكبر), ولكن إضافة الصلب مرة أخرى (جعل الجزء أرق/أصغر) صعب ومكلف, تتطلب عادة لحام أو إدخال, والتي يمكن أن تترك علامات مرئية على الجزء النهائي.
اقرأ المزيد:
Die Casting Services by Tops Precision
![]()


1 فكرت في "تحسين قالب الصب: دليل شامل”