إن ثني الألمنيوم هو عملية تصنيع مهمة تتضمن تحويل مقاطع أو صفائح الألمنيوم المستقيمة إلى أشكال محددة من خلال القوة الميكانيكية. لأن الألومنيوم يمتلك بنية بلورية فريدة من نوعها, يتطلب تحقيق الانحناء المثالي دون التشقق فهمًا عميقًا لعلوم المواد والتقنيات الميكانيكية.
أنا. العوامل الحاسمة التي تؤثر على عملية الانحناء
يعتمد نجاح ثني الألمنيوم على أكثر من مجرد الآلة; ذلك يعتمد على فيزياء المادة:
القابلية للتشكيل: هذه هي القدرة الكامنة في السبيكة على الخضوع لتشوه البلاستيك دون أن تتكسر. تحدد عوامل مثل بنية الحبوب والتركيب الكيميائي ما إذا كان المعدن سوف "يتدفق" أو "ينقطع" أثناء الانحناء.
استطالة: يتم قياسها كنسبة مئوية أثناء اختبار الشد, تشير الاستطالة إلى مدى تمدد المعدن قبل أن ينكسر. تعتبر السبائك عالية الاستطالة أكثر تسامحًا أثناء الانحناء الضيق لنصف القطر.
بيند نصف القطر مقابل. سماكة: "الحد الأدنى لنصف قطر الانحناء" هو أصغر نصف قطر يمكن ثني الورقة إليه دون فشل. عمومًا, تتطلب المواد السميكة أنصاف أقطار انحناء أكبر لمنع السطح الخارجي من تجاوز قوة الشد القصوى.
ثانيا. أفضل سبائك الألومنيوم للثني
لا يتم إنشاء كل الألومنيوم على قدم المساواة. عناصر السبائك (المنغنيز, المغنيسيوم, السيليكون) تغيير جذري في كيفية تفاعل المعدن مع الإجهاد:
1. 3003 مسلسل (سبائك المنغنيز)
يمكن القول إن هذه هي أفضل سبيكة ثني "للأغراض العامة".. إنه عملي للغاية ويوفر قوة معتدلة.
صفات: ليونة عالية, مقاومة ممتازة للتآكل.
التطبيقات: المعدات الكيميائية, تسقيف, والمبادلات الحرارية.
2. 5052 مسلسل (سبائك المغنيسيوم)
أقوى من 3003 مسلسل, 5052 هو المفضل لأعمال الصفائح المعدنية الهيكلية.
صفات: قوة تعب ممتازة ومقاومة للبيئات البحرية. يحتفظ بشكله جيدًا بعد الانحناء.
التطبيقات: الأجهزة البحرية, أنابيب هيدروليكية, والمعدات الطبية.
3. 6061 مسلسل (سبائك المغنيسيوم والسيليكون)
بينما 6061 هو الألومنيوم "الهيكلي" الأكثر شيوعًا, ومن المعروف أنه من الصعب الانحناء. وهو عرضة للتشقق ما لم يتم استخدام درجات حرارة معينة أو طرق تسخين مسبقة.
التطبيقات: هياكل الطيران, إطارات السيارات, والجسور الثقيلة.
ثالثا. فهم المزاج ومنع الفشل
ال حِدّة (صلابة أو حالة المعدن) لا تقل أهمية عن السبائك نفسها.
يا (صلب): أنعم دولة, أسهل في الانحناء ولكنها توفر قوة هيكلية منخفضة.
أبريل / الجمعة (معالج بالحرارة): يوفر قوة عالية ولكنه يجعل المادة هشة وعرضة للتشقق أثناء الثني.
نصائح لمنع التشقق:
ينحني عبر الحبوب: مثل الخشب, الألومنيوم له اتجاه "حبيبي" من عملية الدرفلة. الانحناء بشكل عمودي على الحبوب يقلل من فرصة الفشل.
استخدم تزييت: يقلل الاحتكاك بين المعدن والقالب, منع التشوه السطحي.
التسخين المسبق: للسبائك عالية القوة مثل 6061, يمكن أن يؤدي تسخين المادة إلى درجة حرارة معينة إلى زيادة الليونة بشكل مؤقت.
رابعا. مقارنة طرق الانحناء الصناعية

اعتمادا على هندسة الجزء (ورقة مقابل. أنبوب), مطلوب أساليب ميكانيكية مختلفة:
| طريقة | كيف يعمل | الأفضل ل |
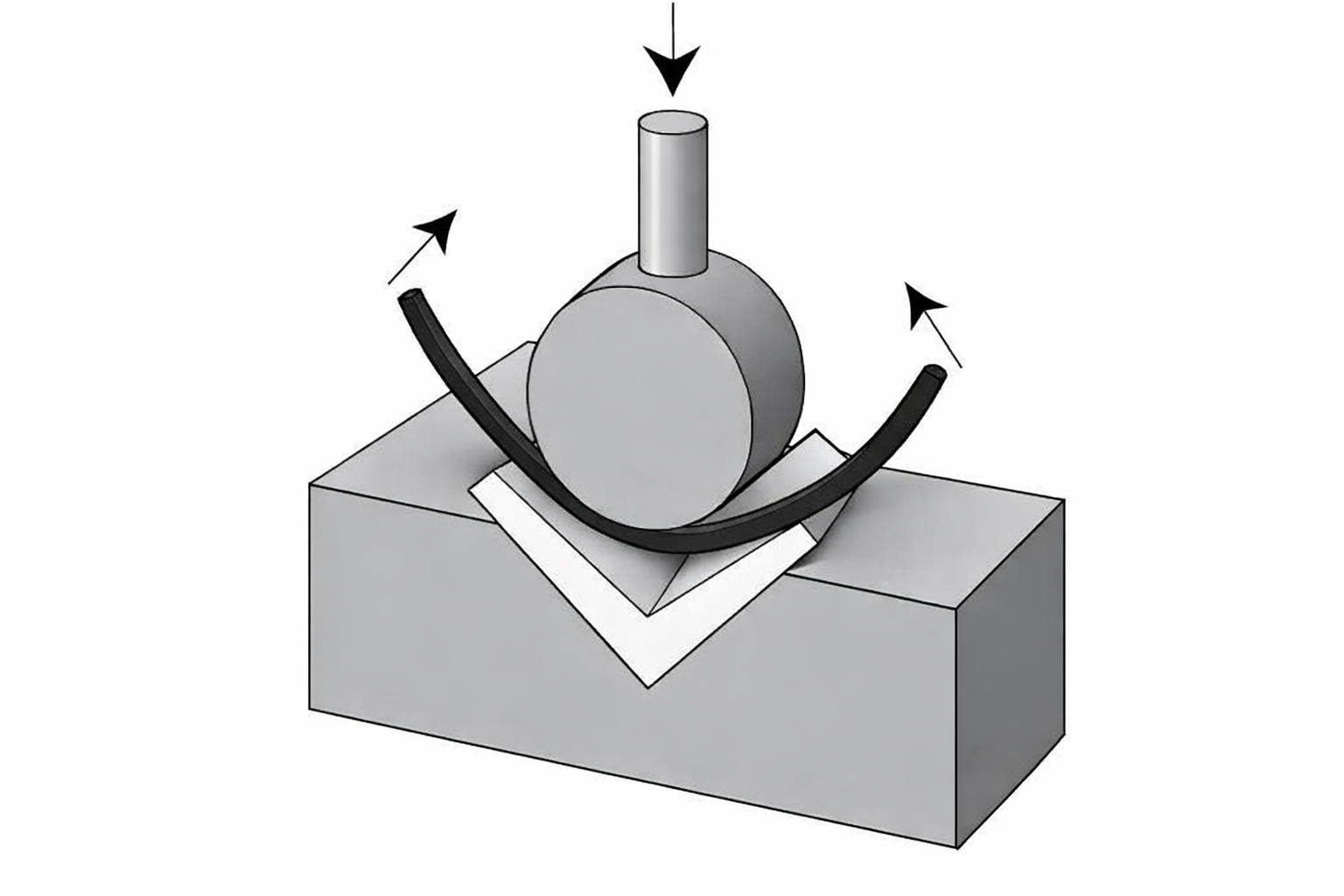
| اضغط على الفرامل | لكمة تدفع الورقة إلى قالب على شكل حرف V. | أوراق كبيرة, زوايا عالية الدقة. |
| لفة الانحناء | يمر الألومنيوم عبر ثلاث بكرات دوارة. | منحنيات نصف قطرها كبيرة, اسطوانات, والأطواق. |
| رسم دوار | يتم تثبيت المعدن على قالب دوار ويتم رسمه حوله. | أنابيب نصف قطرها ضيقة (العوادم, الدرابزين). |
| تشكيل تمتد | يتم إمساك الجزء وتمديده فوق كتلة النموذج. | كبير, منحنيات معقدة مع الحد الأدنى من الربيع. |
| ضغط | يقوم حذاء الممسحة بتغليف المادة حول قالب ثابت. | إنتاج انحناءات متطابقة على طرفي الجزء. |
الخامس. التطبيقات الرئيسية للألمنيوم المنحني
السيارات: تعتمد ألواح الهيكل والإطارات الهيكلية على الألومنيوم المثني للحفاظ على وزن السيارة وكفاءتها في استهلاك الوقود.
الفضاء الجوي: غالبًا ما يتم إنشاء أضلاع جسم الطائرة وأجنحة الأجنحة باستخدام تشكيل التمدد لضمان الدقة العالية.
بناء: تستخدم إطارات النوافذ والكسوة المعمارية الانحناء بثلاث بكرات للحصول على منحنيات جمالية.
إلكترونيات: غالبًا ما يتم تصنيع المشتتات والحاويات الحرارية عن طريق ثني مكابح الضغط.
الأسئلة الشائعة
1. لماذا "ينبثق" الألومنيوم بعد أن أقوم بثنيه؟?
يحدث Springback لأن جميع المعادن لديها درجة معينة من المرونة. عندما يتم تحرير قوة الانحناء, يؤدي الضغط المرن الداخلي إلى عودة الجزء جزئيًا إلى شكله الأصلي. للتعويض, يجب على المشغلين "الإفراط في ثني" الجزء ببضع درجات.
2. هل يمكنني ثني الألومنيوم 6061-T6 دون أن يتشقق?
إنه صعب. 6061-T6 هش للغاية. لثنيها بنجاح, تحتاج عادةً إلى نصف قطر انحناء أكبر بكثير (على الأقل 3 مرات ل 6 مرات سمك) أو يجب أن تصلبه إلى درجة حرارة "W" أو "O" قبل الانحناء.
3. ما هي ميزة الانحناء بالسحب الدوراني على الانحناء باللف?
يستخدم ثني السحب الدوار أ مغزل (إدراج الصلبة داخل الأنبوب) مما يمنع الأنبوب من الانهيار أو التجاعيد. إنه أفضل بكثير للضيق, الانحناءات الدقيقة في الأنابيب, في حين أن ثني اللفة أفضل بالنسبة للحجم الكبير, أقواس كاسحة.
4. هل ثني الألمنيوم يجعله أضعف؟?
يؤدي الانحناء في الواقع إلى "تصلب العمل" في موقع الانحناء, مما يزيد من الصلابة وقوة الشد في تلك المنطقة المحددة. لكن, إذا كان الانحناء حادًا جدًا, يمكن أن يحدث شقوقًا صغيرة تؤثر على السلامة الهيكلية.
5. كيف أعرف "اتجاه الحبوب" لصفائح الألمنيوم?
على معظم الأوراق المدرفلة على البارد, تسير الحبوب بالتوازي مع الاتجاه الذي تم لف الورقة فيه. يمكنك غالبًا رؤية خطوط طولية باهتة على السطح. لأقوى الانحناء, يجب عليك توجيه خط الانحناء عند 90 درجة إلى هذه الخطوط.