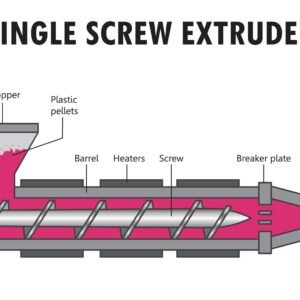
صب الحقن هي عملية تصنيع دقيقة, لكن تعقيدها يجعلها عرضة لمجموعة متنوعة من العيوب. بنجاح إنتاج عالية الجودة, تتطلب الأجزاء البلاستيكية الخالية من العيوب اتباع نهج شامل يبدأ قبل وقت طويل من تشغيل الماكينة. من خلال التركيز على المراحل الأساسية – التصميم, الأدوات, ومناولة المواد - يمكن للمصنعين تقليل النفايات بشكل كبير, وقت, والتكلفة.
فيما يلي الطرق الثلاث الحاسمة لضمان نجاح المنتج واتساق الجودة.
تحسين التصميم من خلال التعاون المبكر (تصميم للتصنيع)

تعد مرحلة التصميم هي النقطة الأكثر تأثيرًا للوقاية من العيوب. من خلال اعتماد تصميم للتصنيع (سوق دبي المالي) عقلية وإشراك صانع الحقن في وقت مبكر, يمكنك معالجة المشكلات التي قد تكون باهظة الثمن أو من المستحيل إصلاحها لاحقًا بشكل استباقي.
عناصر التصميم الحرجة
| عنصر | تأثير الجودة | إرشادات سوق دبي المالي |
| سمك الجدار | السمك غير المتناسق يسبب تبريدًا غير متساوٍ, مما يؤدي إلى اختلافات الانكماش, صفحة الحرب, والضغوط الداخلية, والتي تظهر كعلامات الغرق أو الانحناء. | تهدف ل التوحيد في جميع أنحاء الجزء. حيث تكون تغييرات السُمك ضرورية, التحول لهم تدريجيا (ريش) للحفاظ على التدفق السلس للمواد. جدران أرق (0.04″–0.150″) تتطلب راتنجات ذات مؤشرات تدفق عالية. |
| نصف القطر والزوايا | تعمل الزوايا الداخلية الحادة كنقاط تركيز للضغط وتعيق التدفق الأمامي, مما تسبب في لقطات قصيرة, مصائد الهواء, والإجهاد المتبقي المفرط في المادة. | استبدل الزوايا الحادة بأنصاف أقطار سخية. يجب أن يكون نصف القطر الداخلي على الأقل 0.5 مرات سمك الجدار (ص ≥ 0.5 طن), وينبغي أن يكون نصف القطر الخارجي الشعاع الداخلي + سمك الجدار. وهذا يعزز التدفق الصفحي ويقلل من الإجهاد الموضعي. |
| موقع البوابة | موقع البوابة يملي نمط التدفق, سرعة الملء, وتوزيع الضغط ودرجة الحرارة داخل التجويف. سوء الوضع يمكن أن يسبب خطوط التدفق, خطوط اللحام, ولقطات قصيرة. | يجب عادةً وضع البوابة عند القسم الأكثر سمكا من الجزء. وهذا يضمن أن مرحلة التعبئة ذات الضغط العالي تكون أكثر فعالية عندما يكون حجم المادة أكبر. استخدم بوابات متعددة للأجزاء الكبيرة جدًا أو المعقدة لتقليل طول التدفق وانخفاض الضغط. |
| مسودة زاوية | يمنع السحب غير الكافي إخراج الجزء بسلاسة, مما يؤدي إلى علامات السحب, جرجرة, أو حتى التصاق وكسر الجزء داخل القالب. | المسودة إلزامية على جميع الأسطح الموازية لاتجاه السحب. تشير الإرشادات العامة إلى حد أدنى من 0.5 درجات على الميزات الأساسية و 1.0 درجة على ملامح تجويف, زيادة ل 1.5-3 درجات للأجزاء ذات القوام العميق أو الراتنجات عالية الاحتكاك. |
| ضلوع | تعمل الأضلاع على تعزيز الصلابة الهيكلية والاستقرار دون إضافة كتلة زائدة. تصميم الضلع غير لائق, لكن, يمكن أن تخلق عيوب تجميلية كبيرة. | يجب أن يكون سمك الضلع 50% ل 66% من سمك الجدار المجاور لمنع علامات الحوض على السطح المرئي. يجب أن يقتصر ارتفاع الضلع على 3× سمك الجدار الاسمي للحفاظ على كفاءة ضغط التعبئة. قم دائمًا بتضمين نصف القطر عند قاعدة الضلع وزاوية مسودة سخية (0.5-1.5 درجة). |
قوة تحليل تدفق القالب
قبل قطع الفولاذ, الاستفادة من المتقدمة تحليل تدفق القالب (وزارة الخارجية) برمجة. MFA يحاكي عملية الحقن, التنبؤ بقضايا مثل انخفاض الضغط, وقت التبريد, تسخين القص, ومواقع خطوط اللحام المحتملة. تسمح هذه النمذجة الافتراضية للمصمم والقالب بتكرار موقع البوابة وتحسينه, تصميم نظام عداء, وسمك الجدار, ضمان بناء الأداة بشكل صحيح في المرة الأولى.
ارفض التبخير في تصميم الأدوات وبناء الجودة
الأداة, أو العفن, هو محرك عملية صب الحقن وغالباً ما يكون أكبر استثمار رأسمالي. تعتبر الأداة سيئة التصميم أو الصيانة مصدرًا مضمونًا للعيوب المتكررة.
اعتبارات الأدوات لمنع العيوب
تصميم نظام التبريد: تؤدي قنوات التبريد غير الكافية أو غير المنتظمة إلى تغيرات في درجات الحرارة عبر التجويف, وهو السبب الرئيسي للحرب, انكماش التفاضلية, وأوقات الدورة الطويلة. تعد دوائر التبريد المُحسّنة أمرًا ضروريًا لتحقيق استقرار الأبعاد.
التنفيس: غالبًا ما يتم ضغط الهواء أو الغاز المحبوس أثناء الحقن, يؤدي إلى علامات الحروق (الحارقة) أو لقطات قصيرة (منع التعبئة). يجب أن تتضمن الأداة ما يكفي فتحات التهوية (عادةً ما يكون عمقها من 0.0005 إلى 0.001 بوصة) في نهاية مسار التدفق وحول دبابيس القاذف للسماح بخروج الغاز.
العيوب الشائعة الناجمة عن الأدوات
| عيب | السبب الجذري في الأدوات | الإجراء التصحيحي |
| فلاش | يحدث عندما يتدفق البلاستيك المنصهر إلى خط الفراق أو خلوص دبوس القاذف. | سببها: تآكل/تلف الأداة (فشل إغلاق خط الفراق), قوة المشبك غير كافية, أو الضغط الزائد/السرعة. فعل: تجديد أو استبدال مكونات العفن البالية (على سبيل المثال, إدراج الأساسية/تجويف) وتأكد من توزيع قوة المشبك بشكل موحد عبر وجه الأداة. |
| لقطة قصيرة | يتصلب البلاستيك قبل ملء التجويف بالكامل, مما أدى إلى جزء غير مكتمل. | سببها: نظام البوابة/العداء صغير جدًا (مقاومة تدفق عالية) أو عدم كفاية التهوية (مقاومة مصيدة الهواء). فعل: زيادة حجم البوابة/العداء لتقليل تسخين القص ومقاومة التدفق, أو إضافة/تكبير الفتحات. |
إتقان علوم المواد وإعدادات العملية
حتى مع التصميم والأداة المثالية, يمكن أن تنشأ العيوب من التعامل غير السليم مع المواد أو تقنيات المعالجة السيئة. يتطلب تجنب المشكلات المتعلقة بالراتنج الالتزام الصارم بمواصفات الشركة المصنعة.
معالجة المواد & عيوب المعالجة
| عيب | الآلية والأسباب | تصحيح العملية & إصلاحات المواد |
| تغير اللون | خارجي: الشوائب من المعدات القذرة (قادوس, برميل, حُلقُوم, قالب). داخلي: تدهور الراتنج من وقت الإقامة المفرط أو درجة حرارة الذوبان. | تصحيح: تنفيذ بروتوكولات تنظيف صارمة لجميع مناطق الاتصال بالمواد. تقليل درجة حرارة الذوبان أو ضغط الحقن لتقليل تسخين القص. ضمان التجفيف السليم للراتنجات استرطابي. |
| علامات الحروق | حرق موضعي للبلاستيك, عادة أسود أو أحمر داكن. | يحدث بسبب الضغط السريع للهواء المحبوس (التدفئة الأدياباتيكية) أو ارتفاع درجة حرارة الذوبان. تصحيح: تقليل سرعة الحقن لخفض تسخين القص. زيادة قوة المشبك. الإصلاح الأكثر أهمية هو ضمان التهوية الكافية في القالب. |
| خطوط التدفق | الخطوط/الأنماط التي توضح تاريخ جبهة التدفق. يحدث عندما يتصلب البلاستيك بمعدلات مختلفة بسبب اختلاف سرعات التدفق أو درجات حرارة الأداة. | يحدث بسبب انخفاض سرعة الحقن أو تدفق المواد فوق الميزات الحادة. تصحيح: زيادة سرعة الحقن أو درجة حرارة القالب للحفاظ على سائل المادة لفترة أطول. يضمن التحولات التدريجية في سمك جزء (فحص سوق دبي المالي). |
| خطوط اللحام | الخطوط التي تلتقي فيها جبهتان تدفق منفصلتان وتفشلان في الاندماج بشكل كامل. وهذا يخلق نقطة ضعف, تقليل السلامة الهيكلية والتأثير على المظهر. | يحدث بسبب انخفاض درجة الحرارة أو الضغط عند نقطة الالتقاء, مما يؤدي إلى تصلب جزئي. تصحيح: زيادة درجة حرارة الذوبان, زيادة سرعة الحقن, أو رفع درجة حرارة القالب لتشجيع الانتشار والترابط الجزيئي بشكل أفضل. فكر في نقل البوابة لتغيير نمط التدفق. |
اختيار المواد والتعامل معها
الاختيار الأولي للراتنج يملي معلمات المعالجة. مواد استرطابية (على سبيل المثال, نايلون, الكمبيوتر, عضلات المعدة) يجب يتم تجفيفها حتى تصل إلى محتواها الرطوبي الدقيق قبل المعالجة; خلاف ذلك, تتبخر الرطوبة في البرميل, مما يسبب عيوب هيكلية مثل علامات التباعد و هشاشة. تحقق دائمًا من ورقة بيانات المعالجة الرسمية للراتنج لمعرفة درجات حرارة الذوبان وإجراءات التجفيف الموصى بها.
من خلال إعطاء الأولوية لسوق دبي المالي, الاستثمار في الأدوات عالية الجودة, والحفاظ على رقابة صارمة على معلمات المعالجة وإعداد المواد, يمكن للمصنعين رفع معدل نجاحهم بشكل كبير وإنتاج منتجات خالية من العيوب باستمرار, أجزاء بلاستيكية مصبوبة بالحقن عالية الأداء.
الأسئلة الشائعة
س1: ما هي الراتنجات استرطابي, ولماذا يجب تجفيفها قبل القولبة?
أ: الراتنجات استرطابي هي مواد بلاستيكية (مثل النايلون, الكمبيوتر, أو ABS) التي تمتص وتحتفظ بالرطوبة من البيئة المحيطة. إذا لم يتم تجفيف هذه المواد إلى محتواها الرطوبي المحدد قبل الحقن, سوف يتبخر الماء بسرعة في الجو الساخن, برميل الضغط العالي. هذا يؤدي إلى:
عيوب الجزء: عيوب تجميلية مثل الخطوط الفضية أو علامات التناثر على سطح القطعة.
الأضرار الهيكلية: التحلل المائي للسلاسل الجزيئية للبلاستيك, مما يؤدي إلى الهشاشة وانخفاض كبير في القوة.
Q2: ما هي العلاقة بين "خط الفراق" و"الفلاش" في تصميم القالب?
أ: خط الفراق هو السطح الذي يوجد فيه نصفي القالب (جوهر وتجويف) لقاء وإغلاق. الفلاش عبارة عن طبقة رقيقة من البلاستيك المنصهر تتسرب وتتصلب في الفجوات الصغيرة على طول خط الفراق أو حول مسامير القاذف بسبب ارتفاع ضغط الحقن. يشير وجود الفلاش عادة:
قوة المشبك غير كافية: قوة الآلة ليست عالية بما يكفي لمقاومة ضغط حقن البلاستيك.
ارتداء العفن: تتضرر أسطح الفصل من الاستخدام طويل الأمد ولا يمكن إغلاقها بإحكام.
س3: لماذا يتم التركيز على نصف القطر السخي على الزوايا الحادة في التصميم؟?
أ: تعتبر الزوايا الحادة عيبًا كبيرًا في تصميم الأجزاء المصبوبة بالحقن.
تركيز الإجهاد: تصبح الزوايا الحادة نقاطًا محورية للضغط أثناء التبريد والقذف, والتي يمكن أن تسبب التشقق أو الالتواء.
انسداد التدفق: كما يتدفق البلاستيك المنصهر حول زاوية حادة, يفصل تدفق الجبهة, من المحتمل إنشاء منطقة راكدة أو مصيدة جوية, مما قد يؤدي إلى لقطات قصيرة, علامات الهواء, أو انخفاض قوة المواد. نصف القطر يضمن سلاسة, تدفق موحد للمواد ويقلل من الضغط الداخلي.
س 4: بالإضافة إلى التنبؤ بالعيوب, ما هي الاستخدامات الرئيسية لتحليل تدفق القالب (وزارة الخارجية)?
أ: القيمة الأساسية لتحليل تدفق القالب (وزارة الخارجية) يكمن في:
تحسين معلمات العملية: تحديد أفضل درجة حرارة تذوب, سرعة الحقن, الضغط, ووقت التبريد, وبالتالي تقليل وقت الدورة.
تحسين نظام التبريد: التنبؤ بتوزيع درجة الحرارة للجزء, توجيه تصميم وتخطيط قنوات التبريد لضمان التبريد الموحد والتحكم في صفحة الحرب.
تقييم المواد: مساعدة المصمم على اختيار أفضل الراتنج من بين الخيارات المختلفة, التأكد من أن المادة المختارة مناسبة لهندسة الجزء المحدد.
س5: إذا ظهرت خطوط اللحام على جزء, ما هو أبسط تعديل للعملية لإصلاحها?
أ: تحدث خطوط اللحام بسبب التقاء جبهات التدفق البلاستيكية عند درجة حرارة منخفضة جدًا بحيث لا تسمح للجزيئات بالتشابك والاندماج بشكل كامل. أبسط تعديلات العملية هي زيادة درجة حرارة البلاستيك أو القالب و زيادة سرعة الحقن.
زيادة درجة الحرارة: يحافظ على البلاستيك في حالة منصهرة لفترة أطول, مما يتيح وقتًا كافيًا للانتشار الجزيئي والاندماج.
زيادة السرعة: يختصر وقت التعبئة, تقليل فرصة تبريد البلاستيك قبل أن تلتقي جبهات التدفق.
![]()