まずは大径加工用の大型旋盤から
フライホイールの直径は多くの場合、 500 んん. 当社のターニングセンターはこのサイズでも問題なく対応できます. ビレットを4つ爪チャックに入れてしっかりと保持します, 非常に激しい荒加工パス中に動きを停止します.
加工時, 直径が大きいとすぐに熱が発生します. 切削ゾーンに大量のクーラントを入れます. これにより、ツールの鋭利さとサイズが維持されます。.
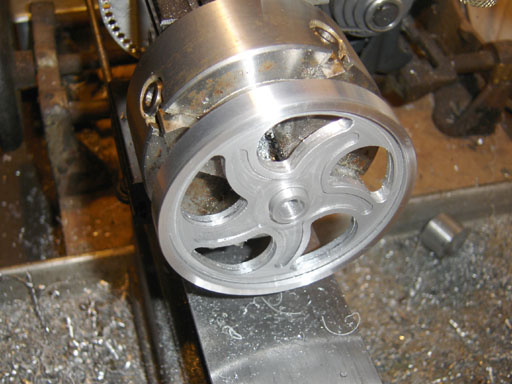
切断プロセス全体を通して肉厚を均一に維持
壁が平らではないため、フライホイールのバランスが崩れています. 放射状のカットの小さなステップをプログラムします. すべてのパスで適切な量の材料が除去されます. 当社の旋削工具は常に同じ速度で送ります.
最終的な壁の厚さはリムの全周にわたって同じままです。, で 0.1 んん. 加工中のさまざまなポイントで測定を行います. 次のステップに進む前に, デジタルノギスから寸法をチェックし、すべてが同じであることを確認します.
正確にフィットするようにハブとベアリングシートを穴あけ
シャフトの直径はハブの穴と同じである必要があります. インサート交換可能な超硬ボーリングバイトを使用しています。. ベアリングシートにはある種のしまりばめが必要です.
内部までドリルしました 0.01 最終サイズの mm. シャープなインサートによる仕上げパスで思いどおりの面を実現. ベアリングは簡単に滑り込みます, 何の努力もせずに.
ライブプロービングにより、問題になる前にあらゆる逸脱を検出します
サイクル中に測定するタッチプローブが当社の旋盤に組み込まれています. 大まかなカット後, プローブは直径をチェックします. 何かがずれるとプログラム自体が変更されます. リアルタイムのフィードバックにより、部品の廃棄を防ぎます.
当社の CNC ミルは、精密なフライホイール機能と取り付け穴を作成します
キー溝, 取り付け穴, 軽量化ポケットは適切な位置に配置する必要がある. CAM ソフトウェアを使用して、フライホイールのすべてのバッチで同じように機能するツールパスと機械の機能を計画します。.
フライホイールのインデックスを維持したままボルトパターンを穴あけ
組立用, ボルト穴は完全に一致している必要があります. フライホイールを回転するテーブルの上に置きます. テーブルは穴ごとに直角に移動可能. 当社の CNC ミルは 1 回のパスで完全に穴あけできます。.
ペックドリルを使用して深い穴に詰まった切りくずを除去します. これにより穴の破損を防ぎ、品質を維持します。. どの穴にもバリや汚れはありません.
シャフトの寸法に合わせてキー溝をカットする
キー溝はトルクをシャフトからフライホイールに伝達します. シャフトキーに適したサイズのエンドミルを使用してキー溝を切削します。. ミルは底部まで下がり、その後ボアに沿って移動します.
ゴー/ノーゴーゲージを使用してキー溝の幅を測定します. This proves that the key won't get stuck or rattle. The connection stays strong even when it's under stress.
構造を弱めることなく重量を減らす
用途によっては、軽量でありながら強度のあるフライホイールが必要です. ウェブまたはリムにポケットを切り込みます. FEA の使用, 私たちのエンジニアはポケットの大きさをどれくらいにすべきかを計算します. The flywheel stays strong and doesn't break.
ポケット加工にはボールエンドミルを使用します. 底部の半径により亀裂の発生を防ぎます. フライホイールは破損することなく高回転を処理できます.
亀裂の発生を防ぐために面取りを追加する
鋭利なエッジで応力が蓄積する, 亀裂につながる可能性があります. 外側と内側のすべてのエッジを丸くします. これにより、応力がより広い範囲に及ぶようになります. 面取りにより、組み立て中の部品の取り扱いもより安全になります。.