
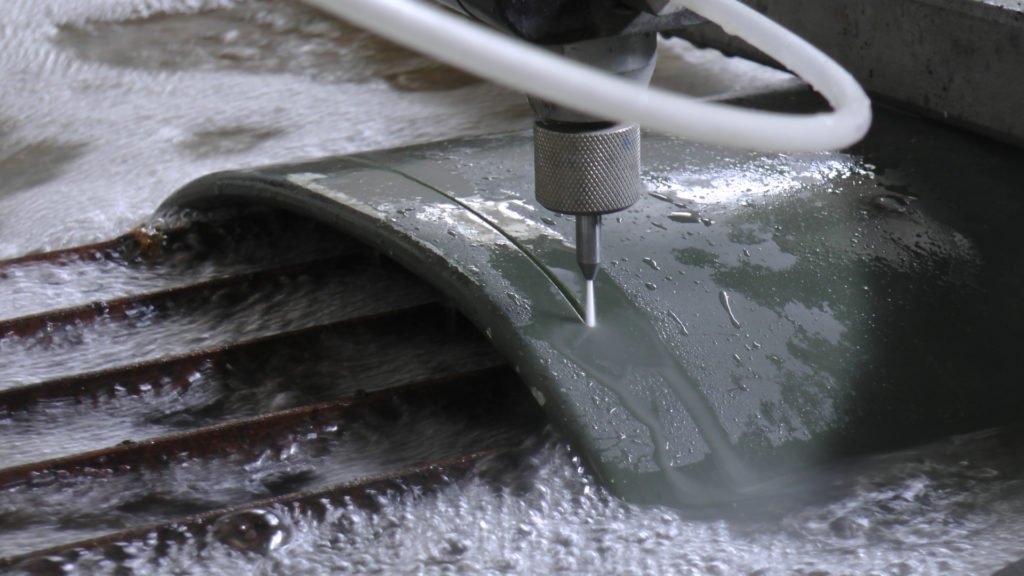
すべての製造プロセスが火災を必要とするわけではありません, 火花, または溶融金属. 実際には, ハイテク産業における最も正確な切断の一部は、水だけを使用して行われますが、水は信じられないほどの速度で移動します。. の世界へようこそ ウォータージェット切断, 利用可能な最もクリーンで最も汎用性の高い切断方法の 1 つで、テクノロジーと自然が出会う場所です。.
航空宇宙にいるかどうか, 工事, あるいは食品加工さえも, ウォータージェット切断がゲームを変える. 熱影響部ゼロ (危険有害性), 材料の無駄を最小限に抑える, そして比類のない多用途性, より多くのメーカーがこの革新的なアプローチに切り替えるのも不思議ではありません. しかし、ウォータージェット切断とは正確には何ですか?? それはどのように機能しますか? そしてなぜそれがこれほど人気のある選択肢になっているのでしょうか?
このガイドでは、ウォータージェット切断の機能からコストまで、ウォータージェット切断のあらゆる角度から深く掘り下げています。, そしてその間のすべて. ビジネスでの使用を検討している場合、またはこの高圧的な驚異に興味がある場合, あなたは正しい場所にいます.
ウォータージェット切断を理解する
ウォータージェット切断とは?
ウォータージェット切断は、 非伝統的な機械加工プロセス を使用する 高圧の水流 材料をスライスする. 時々, 水は純粋な形で柔らかい材料に使用されます. その他の場合, 金属やセラミックなどのより硬い物質を切断するために、ガーネットなどの研磨剤と混合されています。.
ここがキッカーです: あります 熱は関係ありません. つまり反りがないということです, 溶けない, 材料の特性は変化しません. これが「冷間切断」プロセスとして知られる理由であり、熱による損傷が許されない用途に最適です。.
ウォータージェット切断により複雑な形状も作成可能, 滑らかなエッジ, 有害なヒュームや火花を発生させずに厳しい公差を実現. そしてそれはほぼすべてのものに機能します: 金属, プラスチック, ガラス, 複合材, 食べ物さえも. 繊細な回路基板から厚い鋼板まで, 多用途性はワイルドです.
重要な機能:
熱や機械的な力を使わずに切断できます
柔らかい素材から硬い素材まで対応
非常に正確で精密
材料の無駄を削減します
環境に優しく、多くの作業環境に安全
ウォータージェット切断の歴史
ウォータージェット切断は昨日突然登場したわけではなく、豊かで興味深い過去があります。.
高圧水切断の最も初期の実験は、 1930s, 主に 鉱業および砂防産業. あの頃, それはチタンの複雑な形状を切断することではなく、水の力を利用して岩や土を洗い流すことでした。.
本当の進歩は、 19601970年代, ~の先見の明ある取り組みのおかげで 博士. ノーマン・フランツ. で 1971, 彼は以下を使用する方法の特許を取得した 超高圧ウォータージェット さまざまな素材の切断に. 彼の革新は今日の高度なウォータージェット システムの基礎を築きました。.
によって 1980s, アブレシブウォータージェット切断が登場 - これによりメーカーは切断を可能にしました より硬い材料 水流に砂を加えることにより、ステンレス鋼やセラミックスのようになります。. この飛躍により、応用範囲が飛躍的に拡大しました.
から 1990これから, の改善 ポンプ技術, ノズル設計, そして コンピュータ制御システム ウォータージェット機械ができることの限界を押し広げました. 今日, ウォータージェット切断は航空宇宙分野で頼りになるツールです, 自動車, 医療機器製造, そしてその先へ.
ウォータージェット切断を発明したのは誰ですか?
クレジットが必要な場合はクレジット—博士. ノーマン・フランツ 実用的なウォータージェット切断技術の発明者として広く知られています. 機械エンジニアおよび科学者, 博士. フランツは 1960 年代にこのコンセプトの実験を開始し、 の特許 1971 彼の画期的な高圧ウォータージェット システムのおかげで.
彼の仕事は、切断技術を向上させるだけでなく、切断技術に革命をもたらしました. 博士. フランツのビジョンはクリーナーの開発に役立ちました, より正確です, 柔らかいゴムから硬化鋼まであらゆるものを加工するためのより多用途な方法.
ウォータージェット切断の仕組み

その中心に, ウォータージェット切断とは 強力に加圧された水 所定の経路に沿って材料を侵食する. 仕組みの簡単な内訳は次のとおりです:
加圧: このプロセスは、ポンプで水を最大まで加圧することから始まります。 90,000 psi. それはバターのように金属を切り裂くのに十分な力です.
混合 (研磨切断用): より硬い材料を切断する必要がある場合, 研磨粒子 ガーネットのようなものを混合チャンバー内の水流に加える.
切断: この加圧された水流(純水または研磨剤と混合されたもの)は、強制的に通過します。 小さなノズル 焦点を合わせたものを作成する, 実際の切断を行う超強力なジェット.
マテリアルサポート: 材料は上に固定されています カッティングテーブル, 多くの場合、水やゴミを通過させるスラットまたはメッシュの表面が付いています。.
捕獲とリサイクル: 使用済みの水と研磨材は、 キャッチャータンク, そして場合によっては, 水は濾過されてリサイクルされます.
このプロセスが素晴らしいのは、 非接触型—素材を刃で引きずることはありません. その代わり, 高度に制御されたストリームが作業を行っています, これは、磨耗が少なく、長期的な精度が向上することを意味します。.
ウォータージェット切断機の主要コンポーネント

高圧ポンプ
ポンプをシステムの心臓部と考えてください。. プロセス全体に動力を供給する高圧水流を生成するものです. 大きく分けて2つのタイプがあります:
増圧ポンプ: これらは水力を使用して水圧を最大まで増幅します。 90,000 psi. 非常に安定性が高く、硬い材料の切断に最適です.
ダイレクトドライブポンプ: よりエネルギー効率が高く、メンテナンスの負担が軽減されます, しかし彼らは限界まで達する 60,000 psi. 小さなジョブや柔らかい素材に最適.
カッティングテーブル
ここに素材が置かれます. 切削力に耐えるのに十分な安定性と強度が必要です. ほとんどのテーブルには、 格子スタイルまたはすのこ状の表面 飛沫を最小限に抑え、後片付けを容易にします.
ジェットノズル
ノズルは魔法が起こる場所です. のような超耐久性のある素材で作られています サファイアまたはダイヤモンド そして水流を集中させてかみそりのような鋭いジェットを生成します. 研磨切断用, それには、 混合室 そして 集束管 切断前に水と研磨剤を混ぜ合わせます.
研磨剤供給システム
このセットアップには以下が含まれます:
ホッパー: ガーネットまたはその他の研磨材を保管します
フィードシステム: 流量を制御します
混合チャンバー: 研磨剤が水流に導入される場所
X-Y モーション システム
ソフトウェアによる制御, これにより、ノズルが材料全体に沿ってガイドされます. ほとんどのシステムが使用するのは、 CNC (コンピューター数値制御) ピンポイントの精度を実現するために.
キャッチャータンク
切断面の下に位置, このタンクは水で満たされており、ジェットの残りの力を吸収し、使用済みの研磨粒子を捕捉します。. 飛沫や騒音の軽減にも役立ちます.
オプションシステム
水リサイクルユニット: 水をろ過して再利用し、廃棄物を削減します
研磨剤除去システム: 廃棄または再利用のために使用済み研磨材を分離および収集します
制御ソフトウェア
ソフトウェアはデジタル指令センターです. デザインを入力できるようになります, カットパスを設定する, そしてプロセスを監視する. 一般的なオプションには含まれます Autocad, SOLIDWORKS, IGEMS, そして OMAX インテリマックス.
ウォータージェット切断の種類
ピュアウォータージェット切断
独自のウォータージェット切断によるシンプルな切断方法, クリーン, 切断に非常に効果的です 柔らかい素材. ここ, 水は 研磨剤が一切配合されていない. その代わり, それはのみに依存します 高速加圧水, 通常は最大 60,000 psi, ゴムなどの材料をスライスする, フォーム, 織物, そして一部の食品さえも.
水のレーザー光線でケーキをスライスするようなものだと考えてください。. 素材が燃えていない, 破れた, または擦り切れた. 熱変形もなくきれいにスムーズに分離できます.
アプリケーション
純ウォータージェット切断は一般的に使用されます。:
繊維産業 (生地を裁断する, レザー, カーペット)
食品加工 (冷凍肉をきれいにスライスする, ペストリー, 果物)
医療分野 (フォームインサートの切断または包帯の巻き方)
自動車 (断熱材の切断, フォーム, またはガスケット)
利点
研磨剤を使用しない = 掃除の手間が減り、コストが削減されます
熱歪みなし, デリケートな素材に最適です
高精度 複雑な模様や小さなパーツに
環境に優しい, 水だけを使って
オペレーターにとって安全, 怪我のリスクを最小限に抑えながら
あなたの目標がきれいにすることであるなら, 素材に熱やストレスを与えずにソフトにカットします。, ピュアウォータージェット切断が頼りになるオプションです.
砥粒ウォータージェット切断
今, 切り抜ける必要があるとき スチールのような硬い素材, チタン, 石, またはセラミック, あなたは大きな銃を持ち込んでいます—研磨ウォータージェット切断.
この過程で, 研磨粒子 (通常はガーネット) 高圧水流に混入する. 混合物はほぼ次の速度でノズルから出ます。 マッハ 3 スピード (3×音速!), 最も硬い材料でも外科的精度で浸食します.
アプリケーション
研磨ウォータージェット切断は次のような業界で使用されています。:
航空宇宙 (航空機グレードのアルミニウムの切断, チタンパーツ)
自動車 (シャーシコンポーネントの切断, 歯車, と括弧)
工事 (花崗岩のカウンタートップの正確な切断, 石のタイル)
医療製造 (インプラントや手術器具の作成)
利点
ほぼあらゆる材料を切断します-金属, ガラス, 複合材, 石
非常に正確, まで 0.003 インチ
熱影響部なし, 材料特性の保存
滑らかなエッジ仕上げ, 多くの場合、後処理は必要ありません
材料の無駄を削減します, 効率を最大化する
安全で持続可能な, 環境への影響を最小限に抑えながら
基本的には製造業界の「万能カッター」です. 存在する場合, 研磨ウォータージェット切断ならおそらく切断できるでしょう.
研磨ウォータージェット切断の特殊なバリエーション
産業がより高度になるにつれて, 彼らのツールも同様です. 標準的なウォータージェット切断は強力ですが、場合によっては, もう少し繊細さが必要です. そこです 特殊なバリアント アブレシブウォータージェット切断ステップの.
マイクロ砥粒ウォータージェット切断
これを次のように考えてください 顕微鏡下でのウォータージェット切断. 超微細な研磨粒子を使用しており、 小さなノズル (と同じくらい小さい 0.002 インチ) カットする 微細な部品 そして詳細.
に最適です:
エレクトロニクス (精密回路基板)
医療機器 (ステント, インプラント)
ジュエリーメーカー (カスタムの金属または宝石のカット)
ウォータージェット研磨切断と同じ利点が得られます, まさにミニチュアで.
3D ウォータージェット切断
なぜ平らな面にこだわるのか? 3D ウォータージェット切断 ロボットアームと多軸モーションシステムを使用して切断します 複雑な三次元部品. 彫刻家のノミを水で作っているようなものです.
に最適です:
航空宇宙用ブラケットおよびコンポーネント
カーブとキャビティを備えた自動車部品
芸術的なインスタレーションと彫刻
複数の平面で切断する能力により、イノベーションと設計の大きな可能性が開かれます。.
ロボットによるウォータージェット切断
ここ, ウォータージェットノズルを搭載した産業用ロボットがその役割を担う. 自動化とウォータージェットの融合, その結果 比類のない一貫性, 再現性, とスピード. ロボットシステムは次のような用途に最適です 大量生産 または繰り返しの切断作業.
一般的な用途:
組立ラインのトリミング
自動車パネル切断
航空宇宙用複合部品の成形
ロボットは疲れない, ウォータージェットパワーと組み合わせると, 彼らは毎回完璧な結果をもたらします.
純ウォータージェット切断と研磨ウォータージェット切断
どちらかを決めるときは、 純粋な そして 研磨剤 ウォータージェット切断, それはすべてに帰着します 材料 そして ニーズをカットする. 並べての比較はこちら:
| 特徴 | ピュアウォータージェット | 研磨ウォータージェット |
| 材料の種類 | 柔らかい (フォーム, ゴム, 食べ物) | 難しい (鋼鉄, 石, セラミック) |
| 水圧 | まで 60,000 psi | 50,000–90,000 psi |
| 使用研磨材 | いいえ | はい (通常はガーネットサンド) |
| アプリケーション | 食べ物, 織物, ガスケット | 航空宇宙, 自動車, 美術 |
| カット品質 | スムーズ, きれいなエッジ | スムーズ, 高精度 |
| 熱影響部 | なし | なし |
| セットアップコスト | より低い | より高い (研磨費) |
| メンテナンス | より低い | 研磨剤のせいで高くなる |
一緒に働いている場合 柔らかい, デリケートな素材, 一緒に行きます 純水ジェット切断. のために 硬い素材や複雑な金属部品, 研磨ウォータージェット切断 進むべき道です.
ウォータージェット切断における重要なパラメータと設定
ウォータージェット切断をマスターするには, を理解する必要があります 主要な変数 カット品質に影響を与えるもの, スピード, そしてコスト.
水圧
からの範囲 20,000 に 90,000 psi.
圧力が高い = 切断が速い, より良いエッジ品質
圧力が低い = 速度が遅い, しかしコンポーネントの磨耗は少ない
ノズル径
代表的なサイズ: 0.004–0.016インチ
より小さいノズル より正確な精度を与える, 細かいカット
大型ノズル より速くカットできますが、ある程度の精度は犠牲になります
研磨材の種類とサイズ
ガーネット 最も一般的な研磨剤です
メッシュサイズ: 80 (粗い) に 220 (大丈夫)
粗い = より速いカット, 粗いエッジ
細かい = 切断が遅い, より滑らかなエッジ
送り速度
ノズルが材料上を移動する速度.
速すぎる = 不完全なカット
遅すぎる = 時間と材料の無駄
スタンドオフ距離
ノズルと材料表面との距離.
いつもの 0.040 に 0.080 インチ
近すぎる = ノズルの損傷
遠すぎる = 精度の低下
これらのパラメータをダイヤルインすることで、, オペレータは次のことができます パフォーマンスを最適化する そして エラーを最小限に抑える—アルミニウムのきれいなスライスからフォームインサートの完璧なトリムまで.
ウォータージェット切断に使用されるソフトウェア
ウォータージェット切断はすべて機械的に行われているように見えるかもしれません, しかし、その核心, それはソフトウェアによって駆動されます—洗練された, 正確な, そして絶対的に重要な きれいなカットのために. ソフトウェアはマシンの頭脳です, デザインアイデアを完璧なものに変える, 現実世界のパーツ.
CAD (コンピュータ支援設計)
何も切られる前に, 設計する必要があります。そこで CAD ソフトウェアが登場します。. のようなプログラム Autocad そして SOLIDWORKS 業界標準です, デザイナーが作成できるようにする 2D および 3D モデル 超微細なパーツの.
Autocad 建築レイアウトに最適です, 単純な形, およびプロトタイピング.
SOLIDWORKS 複雑な 3D モデリングに最適, 特にエンジニアリングと製品開発において.
カム (コンピュータ支援製造)
デザインの準備ができたら, CAM ソフトウェアに引き渡されます, それらの図面を次のように変換します。 機械命令 (Gコード). このステップでは、マシンにどれくらいの速度で移動するかを指示します。, どこを切るか, どのような圧力または研磨レベルを使用するか.
上位の CAM ソリューションには次のものがあります。:
IGEMS – クリーンなインターフェイスとシームレスな CAD から切断までのワークフローで知られています.
OMAX インテリマックス – OMAX システム向けに調整; カスタムカットパスに最適.
フローマスター – フローシステムに最適; 高度な切断戦略をサポート.
Lantek エキスパートカット – ネスティングとマテリアルの使用の最適化に最適.
CNC (コンピュータ数値制御) ソフトウェア
このソフトウェアはウォータージェットヘッドのリアルタイムの動きを処理します。. あらゆる動きをマイクロメートルの精度で制御します, 保証 デジタルデザインの完璧な複製.
要するに, CADとの組み合わせ, カム, CNC ソフトウェアにより、ウォータージェット カッターは人的ミスをほとんど発生させずに、アイデアを高品質の部品に自動的かつ反復的に変換できます。.
ウォータージェット切断に適した材質
の1つ ウォータージェット切断の最大の強み? 信じられないほど広範囲の材料をスライスすることができます. ふわふわの泡から岩のように硬いチタンまで, このプロセスは、材料に熱やストレスを発生させることなく、美しく適応します。.
金属
ウォータージェットは熱影響部を生じさせることなくあらゆる種類の金属を処理します (危険有害性), 弱くなったり歪んだりする可能性があります.
鋼鉄 (軽度, ステンレス, 工具鋼)
アルミニウム – 軽量で航空宇宙で使用される, 自動車
チタン – 高い強度重量比; 医療および航空宇宙に最適
銅と真鍮 – 電気および装飾用途向けのきれいなカット
石と陶器
壊れやすい石や硬い石の精密なカット? 問題ない.
花崗岩, 大理石, スレート – 建築および芸術用途で一般的
セラミックスおよび磁器タイル – 欠けのないきれいなエッジ
ガラス
ひび割れや熱によるダメージを与えずにガラスを切断するのは難しいですが、ウォータージェットの場合はそうではありません.
合わせガラス
強化ガラス (慎重に)
光学ガラス 精密レンズ用
プラスチックと複合材
ウォータージェット切断により、レーザーによる溶解や変形が回避されます。.
アクリルとポリカーボネート
グラスファイバーとカーボンファイバーの複合材
ゴムと発泡体
梱包に最適, 絶縁, または自動車用シール.
メモリーフォーム, 室内装飾用フォーム
ネオプレン, シリコーンゴム
木と紙製品
芸術的用途にも構造的用途にも同様に最適です.
合板, MDF, 広葉樹
厚紙, 丈夫な紙
テキスタイル
コールドカットだから, ウォータージェットは布地に最適です.
天然繊維 (コットン, ウール)
合成ブレンド (ナイロン, ポリエステル)
食品
食品グレードのウォータージェット システムは次の目的で使用されます。:
スライス 肉, チーズ, そして生産する
部分 ペストリー, ケーキ, 冷凍食品
の 多用途性 ここは驚くべきことだ. しかも熱を加えずに, あなたは純粋になります, 汚染されていない, あらゆる素材の滑らかなエッジ.
ウォータージェットで切断してはいけない材料
ウォータージェット切断は多くの作業に対応できますが、, 切断するのにうまく機能しない、または完全に危険な材料がいくつかあります。.
強化ガラス
衝撃を受けると砕けるように設計されています, 高圧水はまさにそれを実現します. 切断は予測不可能で危険です.
反応性金属
マグネシウム そして リチウム 水と爆発的に反応する可能性がある. 絶対ダメ.
危険な複合物
一部の複合材料には次のような材料が含まれています。 アスベスト または高圧ジェットによって妨害されると有害な粒子を放出する可能性がある危険な樹脂.
グラスファイバー (特定のタイプ)
適切な換気と封じ込めがない限り, グラスファイバーを切断すると、浮遊微粒子や呼吸器のリスクにつながる可能性があります.
繊細な陶器
多くのセラミックスはウォータージェット切断可能ですが、, 脆性タイプ 圧力がかかると骨折する可能性があります, 部品を台無しにする.
非常に薄いフィルムまたは箔
極薄素材のため水流の力によりバタついたり変形する場合があります。. 追加のサポート方法を使用しない限り、労力を費やす価値がないことがよくあります.
何を知るか ない カットすることは、何ができるかを知ることと同じくらい重要です. 安全性を確保します, 機械の寿命, 高品質の出力.
ウォータージェット切断の実世界への応用

ウォータージェット切断はクールなだけでなく実用的です. その範囲は広範囲に及びます 数十の業界, そしてその勢いはすぐには衰えることはありません.
航空宇宙
高強度合金の切断 (チタン, インコネル) 航空機部品用
タービンブレードの製作, 構造ブラケット, および複合パネル
自動車
シャーシコンポーネントの作成, ブレーキ部品, とガスケット
カーボンファイバーとプラスチックの内装のトリミング
医療機器
インプラントや手術器具の精密切断
熱を加えない = 材料に妥協がない
建築 & 工事
カスタムタイル, 石の象嵌, カウンタートップ
芸術的な金属製のファサードと窓のインサート
エレクトロニクス
繊細な回路基板と筐体
コンポーネントへの熱損傷を防ぎます
食品加工
衛生的な肉のスライス, 生産する, 焼き菓子
FDA準拠の切断方法
看板とアート
複雑なロゴ, レタリング, 石の彫刻, 金属, またはガラス
精度を犠牲にすることなく芸術的な自由を実現
海洋産業
船舶用耐食部品
カスタムブラケット, アザラシ, と付属品
ファッションと室内装飾品
ほつれのない生地の裁断
カスタムカーペットのデザインとテンプレート
再生可能エネルギー
風力タービン部品の切断, ソーラーパネルフレーム, そしてハイドロパーツ
柔軟な対応をお求めの場合は、, を実現するスケーラブルなソリューション 妥協のない精度, ウォータージェット切断が最適です.
ウォータージェット切断のメリット
それで, なぜこれほど多くの業界がウォータージェット切断に注目しているのか? 分解してみましょう 最大のメリット:
熱影響を受けないゾーン (危険有害性)
熱がないから, 材料の特性はそのまま残ります. それは意味します:
反りがない
微小亀裂なし
切断端付近の焼き戻しや硬化はありません
多用途性
カット ほぼあらゆる素材, 柔らかいフォームから硬化鋼まで. このような範囲を主張できるプロセスは他にはほとんどありません.
極度の精度
公差は次のように厳しい ±0.005インチ. 複雑な部品に最適, プロトタイプ, または制作作業.
環境に優しい
きれいな水と天然研磨剤を使用
無駄を最小限に抑えます
有毒ガスや有害な副生成物は発生しません
クリーンなエッジ
ウォータージェットが出発 スムーズ, バーフリーカット, 多くの場合、後処理は必要ありません. 時間とお金の節約になります.
材料の無駄を最小限に抑える
狭いカーフ幅 (わずか0.02インチ) シートあたりの部品数が増えることを意味します, スクラップに浪費されるお金も減ります.
安全性
高温の表面がないこと, フライングチップはありません, 火花が出ない. それはその一つです 最も安全な加工方法 そこにいる.
厚い材料もカット可能
レーザーでは数ミリメートルで限界が生じる可能性がありますが、, ウォータージェット缶 まで切り抜ける 12 インチ 固体素材の.
ただ切るだけではない. より良く切ることです, もっと早く, そしてクリーナー.
ウォータージェット切断の限界
その驚くべき機能すべてについて, ウォータージェット切断にはいくつかのトレードオフが伴います. 他のツールと同じように, それには制限があり、それを知ることで、それが自分のニーズに適しているかどうかを判断することができます.
レーザーやプラズマより遅い
ウォータージェット切断を優先 速度よりも精度. 厚い材料や複雑な材料を切断する場合, このプロセスはレーザーまたはプラズマ切断よりも遅くなる可能性があります. そうは言っても, ペースが遅いほど品質が向上することがよくあります.
初期費用が高い
商用グレードのウォータージェットカッターは安くない. マシンの範囲は次のとおりです。 $50,000 に $300,000+ サイズに応じて, 圧力能力, および機能. これは投資ですが、強力な投資です.
研磨コストと廃棄物
研磨材のようなもの ガーネットサンド 継続的なコストを追加する. 使用済み研磨材の管理計画も必要です, タンク内に蓄積するため、責任を持って処分する必要があります.
メンテナンス要件
高圧システムは摩耗が激しい. ノズル, アザラシ, 機械の効率的な稼働を維持するには、チューブとチューブを頻繁に検査して交換する必要があります.
水の使用量
水の使用量はかなり多くなりますが、多くの機械では現在、 リサイクルシステム 廃棄物と環境への影響を削減するために.
すべての素材に適しているわけではありません
前述したように, のような材料 強化ガラス, マグネシウム, そしてアスベスト ウォータージェットで切断するのは危険であるか非現実的です.
こうした欠点があるにもかかわらず、, 特に精度を重視する業界では、メリットがデメリットを上回ることがよくあります。, 材料の完全性, および汎用性.
ウォータージェット切断のコスト
ドルの話をしましょう. ウォータージェット切断は初期費用が最も安価なプロセスではありません, しかし、考慮に入れると 材料の節約, 多用途性, そして仕上がりのクオリティ, 優れた ROI を実現します.
機械コスト
小型デスクトップユニット: ~20,000ドル~60,000ドル
中型プロ仕様機: $100,000 - 200,000ドル
産業グレードのシステム: $250,000+
運用コスト
研磨剤: $0.25 に $0.50 ポンド当たり (まで 1.5 ポンド/分の使用量)
電気: $5 に $15 1時間当たり
水: 公称, 特にリサイクルが使用されている場合
メンテナンス: 年間費用の範囲は 1,000 ~ 5,000 ドル以上
労働: オペレーターの賃金, 通常 1 時間あたり 20 ~ 50 ドル
ジョブあたりのコスト
ジョブショップおよびサービスプロバイダー向け, 通常、料金の範囲は次のとおりです。:
$75 1時間あたり200ドルまで, 素材に応じて, 複雑, およびマシンタイプ
一方、 初期費用が高額になる可能性がある, の 多用途性と高品質の出力 多くの場合、特にやり直しや二次仕上げを削減した場合、プロジェクトの総コストが削減されます。.
ウォータージェット切断の安全性 & 危険

ウォータージェットの操作は簡単そうに見えるかもしれません, でも私たちは話しています 超高圧水流 金属をスライスすることができる. はい—安全性の問題.
主な危険性
直接連絡 ウォータージェット流を使用すると、重度の裂傷や内部損傷を引き起こす可能性があります
騒音レベル 超えることができる 85 dB - 聴覚保護具は必須です
滑りやすい床 オーバースプレーや漏れから
飛散物 または、シールドが不十分な領域では使用済みの研磨剤が使用されます
感電の危険性 水と電子システムの組み合わせにより
安全に関するベストプラクティス
常に着用してください PPE: ゴーグル, 手袋, 耳の保護, そしてつま先が鋼鉄のブーツ
保つ 守りと盾 カットエリアの周り
列車運行会社 緊急停止 そして機械の動作
設備の点検 定期的に - ノズル, 行, タンク
使用 換気 ヒュームや細かい粉塵が発生する材料を切断する場合
警告標識を掲示する 機械の周囲に空き領域を維持します
次の手順に従ってください, そしてあなたのお店は運営できるようになります 安全かつスムーズに, 高圧機器でも.
ウォータージェット切断の環境への影響
ウォータージェット切断はしばしば、 環境に優しい技術—そしてそれには正当な理由があります. レーザーやプラズマ切断とは異なります, 有毒ガスを放出しません, 適切に管理されていれば比較的きれいです.
環境上の利点
やってはいけないこと = 材料に化学変化はありません
有毒ガスや粉塵が発生しない (研磨剤の使用が管理されている限り)
ガーネットのような研磨剤は天然で毒性がありません
最小限の材料廃棄物 カーフが狭いため
潜在的な懸念事項
水の使用量 リサイクルシステムがなければ高くなる可能性がある
使用済み研磨材 適切な処分が必要
エネルギー使用量 高圧ポンプの使用量は膨大になる可能性がある
環境に優しい実践
aを使用します クローズドループ水リサイクルシステム
を実装する 研磨材のリサイクルまたは濾過プロセス
選ぶ エネルギー効率の高いポンプ
準拠を維持する 地域の廃棄物管理と環境規制
いくつかの思慮深い追加を加えて, ウォータージェット切断は、 持続可能な目玉 現代の製造業では.
結論
ウォータージェット切断は単に圧力を効果的に利用するだけではなく、次のような効果をもたらす強力なツールです。 精度, 柔軟性, そしてきれいな結果 考えられるほぼすべての業界にわたって. 航空機の部品を製造しているかどうか, 複雑なタイルをスライスする, または 10 インチの鋼材を切断する, ウォータージェットがあなたをサポートします.
彼らを本当に際立たせているのは、その能力です。 熱を加えずにカットする, 材料の特性と安全性を維持する. 彼らもそのうちの一人です 最も緑豊かな, 最も多用途なツール メーカーの武器庫で.
ウォータージェット切断を検討している場合, の 投資は報われる よりクリーンなカットで, 顧客の満足度が向上, そしてより効率的な生産現場.
よくある質問
1. ウォータージェット切断はCNC制御されていますか?
はい! 最新のウォータージェット システムのほとんどは CNC で操作されます. これにより、 自動化されています, 高精度なカット CADファイルに基づく. CNC制御によりウォータージェット切断が可能になり、細部の加工に最適です。, 繰り返しの, または大量のジョブ.
2. ウォータージェットで皮膚や骨を切ることはできますか?
まったく、それが理由です 安全性は非常に重要です. 加圧されたジェット 60,000+ プサイ缶 肉と骨を切り裂く 一瞬で. これらの機械は、他の工業用切削工具と同様に注意して取り扱う必要があります。.
3. ウォータージェット切断の精度はどのくらいですか?
非常に正確. の公差 ±0.003~±0.005インチ 典型的な, セットアップに応じて. 細いノズルと適切な設定で, あなたは達成できます 外科レベルの精度.
4. ウォータージェットで切断してはいけない材料とは?
避ける:
強化ガラス
マグネシウムとリチウム
アスベスト
極薄箔
ある 壊れやすいセラミックス
切断する前に必ず材料の適合性を確認してください.
5. ウォータージェットカッターのランニングコストはいくらですか?
それは異なります, しかし、周りに期待してください:
$75–$150/時間 標準的なジョブの場合
費用には以下が含まれます 研磨剤, 水, 電気, メンテナンス, そして労働
多くのオペレーションは、次の理由によりすぐに破綻してしまいます。 手戻りの削減と精度の向上
![]()

1 「」について考えましたウォータージェット切断技術の究極のガイド”