
キャスティングダイ 自動車などの業界で広く利用されている重要な製造プロセスです, 航空宇宙, エレクトロニクス, そして消費財. 高品質のダイカストの基礎は、溶融金属を複雑な部品に成形するために使用される金型の最適化にあります。. 優れた工具は製品の公差に直接影響します, 金型の寿命, 生産効率, プロジェクト全体の投資収益率 (ROI).
ダイカスト金型を理解する
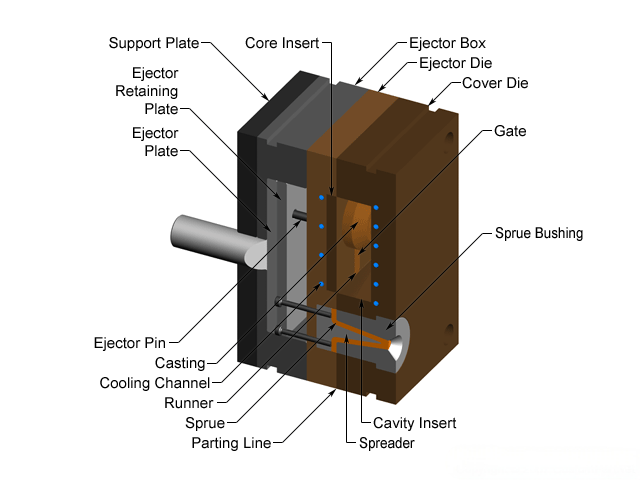
ダイカスト金型, または ダイカスト金型, 溶融金属の高圧射出に耐えるように設計された精密に作られた鋼製金型で構成されています. 冷却後, 金属が目的の形状に固まります, 一貫した正確なコンポーネントを提供する. 金型は通常、2 つ以上の部品で構成されます, 完成した鋳造品を簡単に取り出すことが可能.
一般的なダイカスト金型のタイプには次のものがあります。:
試作金型: 初期テストと検証に使用されます.
ユニットダイス: 小規模生産に適しており、さまざまなコンポーネントに適応可能.
ラピッドツーリング金型: 迅速な製品テストのための迅速な対応を可能にする.
トリムダイス: 鋳造部品から余分な材料をトリミングするための専用の金型.
生産用金型: 大容量向けに設計, 長期にわたる製造稼働.
ダイカスト金型設計プロセス
ダイカストの金型設計プロセスには、綿密な計画といくつかの重要なステップが含まれます。:
準備段階: 初期製品評価, 実現可能性分析, そして仕様決定.
キャビティの数の決定: 生産量に基づいて、射出サイクルごとに金型が生産する部品の数を決定します。.
投影面積の評価: 必要な金型サイズと圧力に関する考慮事項の評価.
体積と形状の分析: 生産目標と金型の性能に合わせた設計の互換性を確保.
半経験的シミュレーション: 潜在的な鋳造の問題を特定するためのコンピューター支援シミュレーション, エアポケットなどの, 流れの不規則性, および熱の不一致.
製造可能性の分析, 特に高度なソフトウェアを使用する場合, メタルフローの問題を予測するのに役立ちます, 冷却速度, そしてストレスポイント, 生産開始前に金型設計を事前に調整できるようにする.
製造可能性を考慮した金型の設計 (DFM)
製造可能性のための設計 (DFM) 金型生産を合理化するエンジニアリングと設計の実践を統合します。, コストを削減します, 金型全体の耐久性と性能を向上させます.
ダイカスト金型 DFM の主なパラメータは次のとおりです。:
抜き勾配角度: 鋳造部品を簡単に取り外せる十分な角度, 金型の摩耗を軽減する.
半径とフィレット: 内側と外側のエッジを滑らかにして応力集中を回避し、金属の流れを改善します。.
ボスとリブ: 過剰な材料を使用せずに鋳造の完全性と強度を向上させる構造補強.
別れの行: バリを最小限に抑え、部品の取り出しを容易にする適切な配置.
効果的な DFM により、設計の修正が少なくなります, 生産遅延の削減, 製品品質の向上.
金型のケアとメンテナンス
金型の寿命を最大限に延ばし、一貫した製品品質を確保するには、定期的なメンテナンスが不可欠です. ダイカスト金型は繰り返しの加熱と冷却のサイクルに耐えます, などの潜在的な問題につながります。:
コアの摩耗: 重要な金型の特徴が徐々に侵食される.
ゲート侵食: 金属が金型に入る部分での摩耗.
メンテナンス戦略には以下が含まれます::
定期点検と予防保守.
品質に影響を与える可能性のある蓄積物を防ぐために、金型を定期的に洗浄します.
摩耗した部分を速やかに修理または修復する.
例えば, マルチスライド亜鉛金型は通常、約 100 万回のショットに耐えます, アルミ金型は約 200,000 ショット. 適切なメンテナンスを実践すれば、寿命を大幅に延ばすことができます.
ダイカスト金型の最適化による ROI の最大化
高品質の金型への投資は、長期的な大幅な節約に直接つながります。. 初期費用はかかるかもしれないが, 最適化されたツールにより、頻繁なメンテナンスの必要性が軽減されます, 生産のダウンタイムを最小限に抑える, スクラップ率を大幅に削減します.
ROI を最大化するための戦略には次のものがあります。:
柔軟な抜き勾配角度: 重要ではない領域でわずかに大きな角度を許容することで、金型の耐久性が向上します.
カスタマイズされた公差: 絶対に必要な場合を除き、過度に厳しい公差は避けてください, 複雑さとコストの削減.
早期のサプライヤーとのコラボレーション: 金型の製造前に潜在的な問題と解決策を特定するために、設計段階の早い段階で金型サプライヤーとエンジニアと連携します。.
結論
精度を実現するにはダイカスト金型の最適化が不可欠, 効率, 製造プロセスの収益性を高める. 経験豊富な専門家と協力することで、堅牢な開発を保証します。, 特定のプロジェクトのニーズに合わせてカスタマイズされた耐久性のある金型.
TOPS Precision は専門的なダイカスト金型最適化サービスを提供します, 豊富な経験に裏付けられた, 最先端のテクノロジー, そして厳格なメンテナンス慣行. 次のプロジェクトを高品質でサポートできる方法については、今すぐお問い合わせください。, 最適化されたツーリングソリューション.
よくある質問
1. アルミダイカストの「はんだ」の主な原因は何ですか?
はんだ付け 溶けたアルミニウムが金型鋼内の鉄と化学反応するときに発生します。, 本質的にそれ自体をツールに溶接します. これは通常、金型が高温になりすぎているか、潤滑剤が機能していないことが原因で発生します。. 解決: 金型温度を下げるか、PVD コーティングを使用して化学バリアを作成します。.
2. ショット終了時の「強化圧力」がなぜそれほど重要なのか?
型がいっぱいになったら, 金属は液体から固体に変化するときに収縮し始めます. 強化圧力 機械のピストンによる最後の「押し込み」で、余分な金属を収縮領域に押し込みます。. それがなければ, ほぼ常に持っているでしょう 収縮気孔率 部品の厚い部分.
3. ガス気孔率と収縮気孔率はどのように区別しますか?
-
ガス気孔率: 完全に丸く見える, 滑らかな壁の泡 (スイスチーズのような). 空気が滞留することが原因です.
-
収縮気孔率: ギザギザとして見える, 不規則な, スポンジ状の穴. 凝固時のメタルフロー不足が原因.
4. アルミニウム型ではなく亜鉛型を選択すべき場合?
パーツの壁が非常に薄い場合 ($<1\文章{んん}$), 非常に厳しい公差が必要です, または「ジュエリーのような」表面仕上げが必要です, 亜鉛 勝者です. さらに, 亜鉛型は長期間使用できます 1,000,000 ショット, と比較して $100,000$ アルミニウムの典型的な.
5. 「コールドスラッギング」が部品の品質に与える影響は何ですか?
あ コールドスラグ ショットが始まる前にノズル内で固まった小さな金属片です。. 部分に入ってしまった場合, それは構造的な弱点として機能し、表面仕上げを台無しにします. 優れた金型設計には、 ナメクジの井戸 (スプルーの真向かいに深いポケット) この冷たい部分をランナーに入る前にキャッチする.
6. ダイカスト金型を製作後に修正できますか?
はい, しかし、それは「引き算」です。 金型から鋼材を簡単に取り外すことができます (パーツを厚く/大きくする), しかし、スチールを追加します (部品を薄く/小さくする) 難しくて高価です, 通常必要な 溶接 または 挿入する, 完成した部品に目に見える跡が残る可能性があります.
続きを読む:
![]()


1 「」について考えましたダイキャスティング型を最適化します: 包括的なガイド”