Deste artigo, Você aprenderá tudo sobre a redução da usinagem - o que é, Como GROUM UM FURO PADEIRO, diferentes tipos de revendedores, questões comuns, CNC GRAVANDO, e dicas de especialistas para obter tolerâncias de orifícios perfeitas e acabamentos de superfície. Ideal para engenheiros e profissionais de fabricação.
O que está relaxando?
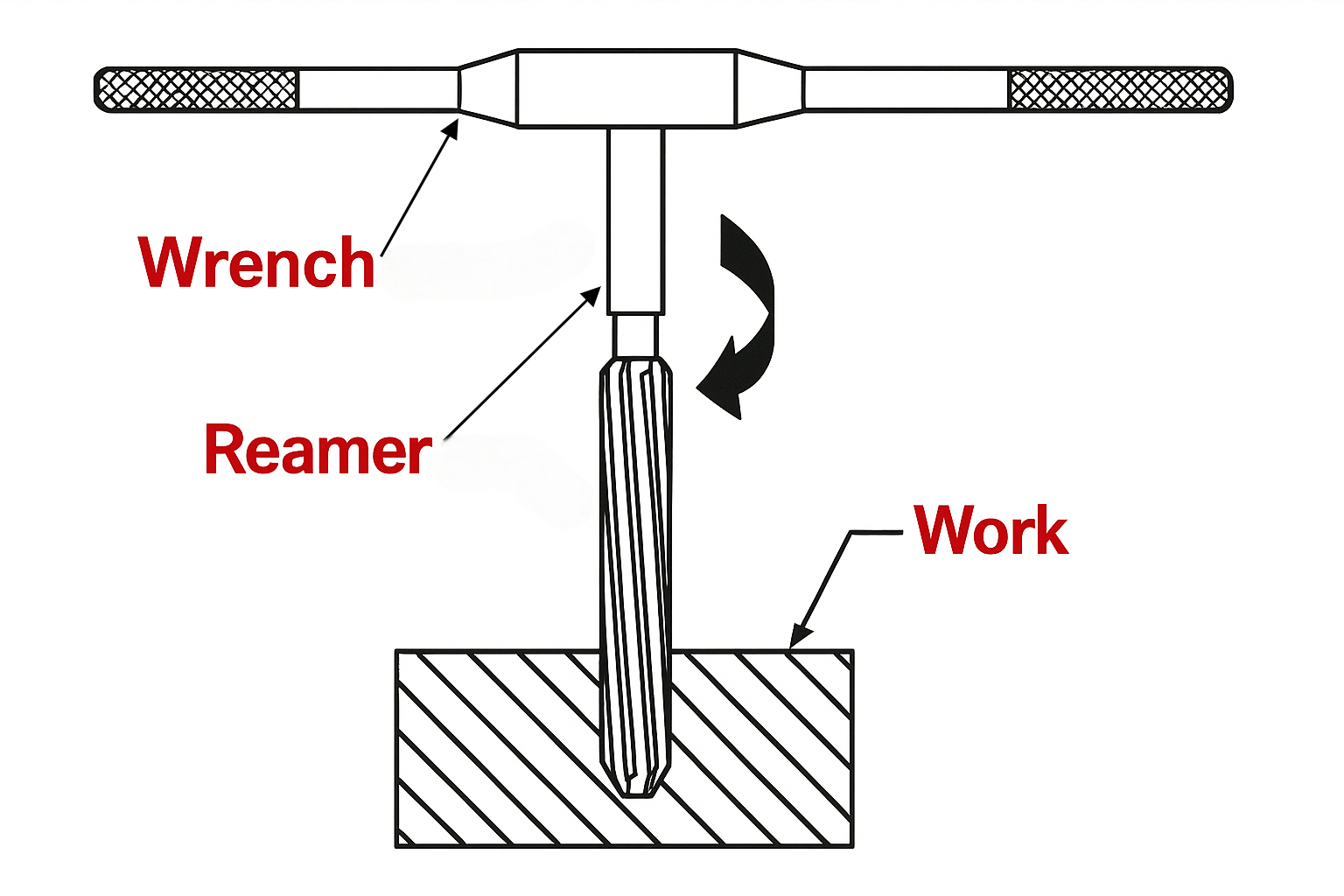
Gerando é o processo de Ampliando um buraco existente com uma ferramenta de precisão chamada A Amerador Para obter um acabamento de alta qualidade e tolerâncias apertadas. É uma operação de acabamento - não para remover uma tonelada de material, Mas para discar a precisão e a suavidade. Pense nisso como suavizar as bordas depois de esculpir uma obra -prima.
É assim que funciona: Um revendedora é inserido em um buraco pré-perfurado e girado-geralmente a uma velocidade mais lenta do que uma broca-para raspar o material suficiente para tornar o buraco redondo, mais suave, E exatamente o tamanho certo. É frequentemente usado em metalurgia, Mas também é aplicado a plásticos e materiais compostos.
Essa ferramenta não age como um moedor ou uma broca típica - corta com mais precisão e consistência ao longo de suas bordas caneladas. A quantidade de material removida durante a redução é tipicamente muito pequena, muitas vezes entre 0.1 mm para 0.3 milímetros (ou sobre 0.004 para 0.012 polegadas). É a precisão que conta.
Ferramentas de grama podem ser manual (Boletim de mão) ou orientado pela máquina (Chuck ou revendedores CNC) Dependendo do trabalho. Enquanto você pode ver Griting em pequenas oficinas, é amplamente usado em aeroespacial, automotivo, e fabricação indústrias onde os ajustes exatos são não negociáveis.
Como relaxar um buraco: Um guia passo a passo
Etapa 1: Proteja a peça de trabalho
Antes de qualquer outra coisa, Bloqueie sua peça de trabalho. Se ele se mover um pouco durante o processo de arrecadação, Você está em um mundo de problemas. Usar aparecer, grampos, ou acessórios para garantir que a peça seja sólida. Quanto mais apertado o espera, quanto mais preciso o resultado.
Etapa 2: Perfure o buraco inicial
Você não pode simplesmente empurrar um alargador em matéria -prima e esperar resultados. Comece com um buraco perfurado. Para a ponta: perfure o buraco 2-4% menor do que o seu diâmetro final desejado. Para materiais mais macios, use a 4% tamanho inferior; para os mais difíceis, vá com 2%.
Etapa 3: Escolha o tamanho certo
Escolha um alargador que corresponda ao diâmetro final exato Você está segmentando. Se você está relaxando um 10 MM Hole, você precisa de um 10 MM Reamer -não 10.1 milímetros, não 9.9 milímetros. Os revendedores são não ajustável (A menos que você use um tipo especial), Então, escolher o certo é crítico.
Etapa 4: Aplique velocidade correta, Alimentar, e lubrificação
Mais lento é melhor aqui. Usar metade do rpm você usou durante a perfuração e duas vezes a taxa de alimentação. As ferramentas de arrecadação são projetadas para maior velocidade, mas menor velocidade. Não se esqueça de usar Óleo de corte ou líquido de arrefecimento- isso reduz o calor e melhora o acabamento.
Etapa 5: Executar o processo de remancra
Insira o alarme lentamente no buraco enquanto está girando. Mantenha um estável, até pressão. Não force. A ferramenta fará o trabalho. Quando você chegar ao fundo, Não inverta- Apenas desligue a máquina e puxe cuidadosamente a ferramenta diretamente.
Etapa 6: Toques finais e limpeza
Deburre a parte superior e inferior do buraco com um Ferramenta do Contra -Rink, e limpe o orifício com ar comprimido ou uma escova. Verifique o diâmetro com um micrômetro ou medidor de plugue para confirmar seu trabalho. Feito certo, o resultado deve ser um espelho-acabamento, orifício do tamanho de precisão.
Qual é o objetivo de aumentar?
Precisão dimensional
O principal objetivo da redução é Para alcançar a precisão dimensional. Quando um projeto pede um buraco que seja exatamente 10.00 milímetros, Uma broca sozinha muitas vezes não vai cortar. Pode deixar você com 9.95 milímetros ou 10.08 mm - close, Mas não perfeito. Bridges de enrolamento.
Porque os revendedores são fabricados com tolerâncias rígidas, Eles podem produzir com segurança os diâmetros de orifício com tolerâncias tão apertadas quanto ± 0,005 mm (± 0,0002 in). Esse nível de precisão é inestimável em partes que precisam se encaixar em conjunto com quase nenhuma sala de manobra - como em aeroespacial, Robótica, ou implantes médicos.
Melhoria do acabamento da superfície
Outro grande benefício de aumentar? O acabamento superficial. Buracos perfurados ou entediados podem parecer bem a olho nu, Mas sob um microscópio (ou sob estresse), Superfícies internas ásperas podem causar atrito, vestir, ou falha.
Geral produz superfícies com um acabamento tão bom quanto ra 0.2 µm, dependendo do revendedor e material. Essa suavidade não é apenas sobre estética - é sobre reduzindo o atrito, prevenção de corrosão, e garantindo confiabilidade a longo prazo dos componentes montados.
Controle de tolerância ao orifício
A tolerância ao buraco não é apenas uma especificação sofisticada em um manual - é o plano de como as partes se encaixam. A pressione ajuste, por exemplo, pode exigir uma tolerância de orifícios de +0.0000 em / -0.0005 em. Gerar é frequentemente o único método que pode consistentemente alcançar essas tolerâncias, especialmente em metais mais difíceis como aço ou titânio.
Isso torna o aumento do essencial em Fabricação da linha de montagem, onde a consistência é fundamental. Esteja você está fazendo 10 ou 10,000 peças, Um revendedador ajuda a garantir Cada buraco é idêntico—Não adivinhação, Sem surpresas.
Diferentes tipos de revendedores

Boletim de mão
Estes são os seus tos de Go God manual. Os revendedores de mão têm um pouco de cone na ponta para ajudá -los a se concentrar no buraco. Eles são ideais para empregos onde a precisão é importante, mas a redução da máquina não é viável.
Máquina (Mandril) Amerizadores
Usado com torno, prensas de broca, ou máquinas de moagem, Os revendedores de máquinas são feitos para consistentes, operações de alta velocidade. Eles são sua melhor aposta para produção em massa e tolerâncias apertadas.
Ameadores de conchas
Estes são os respostas de grande diâmetro usados com Arbores de revendedores de concha. O design da concha permite Substituição fácil de ferramentas gastas, Economizando dinheiro ao longo do tempo - perfeita por gritar grandes buracos em ambientes de produção.
Reamores de carboneto
Quando você está lidando com materiais difíceis como aço inoxidável ou titânio, Os revendedores de carboneto são seu melhor amigo. Eles duram mais e cortam o limpador graças às suas bordas de corte duro.
Rescobradores ajustáveis
Precisa de flexibilidade? Esses revendedores têm lâminas móveis para que você possa ajustar um pouco o diâmetro. Eles são úteis quando as tolerâncias são apertadas, Mas seus tamanhos de orifício pré-perfurados variam.
Brocos flutuantes
Estes são usados em configurações de CNC, onde problemas de alinhamento podem causar problemas. Eles "flutuam" levemente no eixo, compensando para Desalinhamento menor e garantir um corte limpo.
Problemas comuns que ocorrem durante a redução
Orifícios subdimensionados ou grandes
Uma das dores de cabeça mais comuns durante a redução está acabando com orifícios que são muito apertados ou muito soltos. Um buraco de tamanho inferior pode resultar do uso de um alargador que não foi mantido adequadamente ou quando o alarme apenas esfrega contra o material em vez de cortá -lo de maneira limpa. Isso acontece muito quando o O revendedor é opaco, Ou não há estoque suficientes do processo de perfuração para cortar efetivamente.
Do lado do flip, orifícios de grandes dimensões geralmente são causados por desalinhamento ou desgaste excessivo de ferramentas. Se o revendedor não estiver alinhado corretamente com o orifício perfurado, ou se estiver balançando devido ao fuga do fuso, Você provavelmente verá um buraco maior do que o pretendido. Isso também pode ocorrer se o A taxa de alimentação é muito agressiva ou se a vibração não for controlada corretamente.
Problemas de tagarelagem e vibração
Nada arruina um trabalho de graduação como conversa- aquele som irritante de uma ferramenta vibratória comendo em seu material. Não soa mal; causa defeitos visíveis. O acabamento da superfície fica difícil, e em casos graves, pode danificar o próprio revendedor. Conversas geralmente resulta de falta de rigidez da máquina, Excesso de excesso de ferramenta, ou configurações inadequadas de velocidade e alimentação.
Para evitar isso, Mantenha a configuração apertada, minimizar a saliência do revendedora, e uso Lubrificação adequada. Aumentar a taxa de alimentação ligeiramente ou a velocidade de redução geralmente ajuda a reduzir a conversa. Também, Verifique se sua máquina está em boas condições, sem jogo ou reação.
Quebra de ferramentas e desgaste
A vida útil da ferramenta é uma grande preocupação em aumentar as operações. Se você está percebendo desgaste prematuro, Pode ser devido a vários motivos:
Alimentação/velocidade incorreta
Material de baixa qualidade
Lubrificação inadequada
Gerando muito material
Um revendedador gasto não vai cortar com precisão e pode até mesmo quebrar dentro do buraco, criando uma bagunça cara e demorada. Para evitar isso, Inspecione suas ferramentas regularmente e relembrar ou substituí -los quando necessário.
Dicas e precauções para operações de redução

Gerenciando configurações de alimentação e velocidade
Vamos falar de números. A remanculação normalmente exige velocidades mais lentas e alimentos mais altos do que perfurar. Como regra geral:
RPM: Metade a dois terços da sua velocidade de perfuração
Taxa de alimentação: 2x O feed usado para perfurar
Isso garante que o revendedor não apenas pola o buraco, mas na verdade cortes o material. Ir muito devagar pode causar esfregar, enquanto a velocidade excessiva pode levar a conversas e acabamentos ruins.
Garantir o alinhamento adequado da ferramenta
Alinhamento perfeito é não negociável. Se o seu alarme não for perfeitamente concêntrico com o buraco, O resultado será tudo menos preciso. Você frequentemente vai acabar com buracos de boca sineta ou acabamentos cônicos. Desalinhamento é comumente causado por:
Fusos gastos
Chucks ou coletas desalinhadas
Configuração inadequada de peça de trabalho
Para consertar isso, Verifique duas vezes a calibração da sua máquina e use Titulares flutuantes de revendedores Se sua configuração não for rígida o suficiente.
Manutenção e relevante da ferramenta
Não espere que seu alarme falhe antes de pensar em manutenção. Ao longo do tempo, Bordas de corte ficam chatos, e um soldado sem graça significa fraco desempenho. Relembrando o chanfro (a aresta de corte) pode estender a vida da ferramenta significativamente, Mas isso deve ser feito com cuidado. Cada flauta deve ser afiada uniformemente, Ou você corre o risco de cortar um orifício oval ou oval.
É melhor rastrear Horário de uso de revendedores e agende a manutenção de acordo. Nunca tente aprimorar um alargador manualmente, a menos que você seja treinado para fazê -lo.
Evitando conversas e acabamentos ruins
Conversa é um assassino de acabamento superficial. Além de configurações adequadas de velocidade/alimentação, Aqui estão algumas maneiras de evitá -lo:
Mantenha sua máquina e configuração rígido
Usar ferramentas mais curtas com menos saliência
Certifique -se de que seu revendeder se encaixa perfeitamente no titular
Não economize lubrificação- Os fluidos de corte ajudam a reduzir o atrito e a temperatura
Também, Certifique -se de você Não pare o meio de corte. Uma vez iniciado, Deixe -o ir até o fim em um movimento para o corte mais limpo.
Como determinar o tamanho do buraco da resma
Diretrizes de subsídio de ações
O tamanho do buraco antes de aumentar - chamou o diâmetro pré-reprodução- é crítico. Deixe muito pouco estoque, E o revendedor não vai cortar. Deixe demais, E pode pegar, conversa, ou quebre. Aqui está um guia prático de subsídio de ações:
Para orifícios abaixo de 1/4 ″: deixar por aí 0.010″
Para orifícios em torno de 1/2 ″: deixar 0.015″
Para orifícios acima de 1 ″: deixar até 0,025 ″
Para solucionando a mão, reduzir isso significativamente para 0.001″ A 0,003 ″, Como empurrar manualmente a ferramenta requer menos resistência.
Reamer vs.. Regras de tamanho de exercício
Ainda não tem certeza sobre qual tamanho para perfurar antes de aumentar? Use esta fórmula simples:
Tamanho da broca = Tamanho do rescher - (2% para 4%)
Escolher 2% sob Para metais duros como aço ou titânio. Usar 4% sob Para materiais mais suaves, como alumínio ou plástico. Isso ajuda a deixar a quantidade certa de material para o revendedor cortar de maneira limpa.
Por exemplo:
Tamanho do revendedor: 10 milímetros
Tamanho da broca para aço (2% sob): 9.8 milímetros
Tamanho de broca para alumínio (4% sob): 9.6 milímetros
Seguir estas diretrizes ajuda a garantir que sua operação de remancos termine com um perfeito, limpar, e buraco preciso.
GRAVIDO VS. Chato vs.. Perfuração: Quais são as diferenças?

Vamos quebrá -lo simplesmente. Todos esses três processos lidam com a criação ou melhoria de orifícios, Mas cada um tem seu próprio objetivo e ferramentas:
| Recurso | Perfuração | Tedioso | Alargamento |
| Propósito | Crie orifício inicial | Ampliar ou alinhar o buraco | Erril de acabamento para o tamanho exato |
| Ferramenta | Twist Bit Bit | Bar ou cabeça chata | Resche Multi-Flute |
| Material removido | Grande quantidade | Quantidade moderada | Pequeno, quantidade precisa |
| Acabamento de superfície | Duro | Moderado | Excelente |
| Tolerância | ± 0,005 ”ou pior | ± 0,001 ”a ± 0,002” | ± 0,0005 ”ou melhor |
| Usado quando | Fazendo um novo buraco | Corrigindo o localização/tamanho do orifício | Aperfeiçoando o tamanho do buraco final |
Então, Quando você escolhe cada?
Usar perfuração Para começar um buraco.
Usar tedioso Para corrigir erros de localização ou enlouquecer.
Usar alargamento Para dimensionamento e acabamento final.
Gerar não funcionará sem um buraco pré-existente-é um acabamento operação, não é um começo.
Quando escolher a redução do chato?
Fatores que favorecem a redução
Gerar é frequentemente a melhor escolha quando:
Você precisa alta produtividade- remar é mais rápido que chato para o tamanho final.
Seu projeto exige tolerâncias apertadas e acabamentos suaves.
Você tem muitas partes idênticas Para produzir - os reaminos oferecem excelente repetibilidade.
Em contraste, chato é ideal quando você está lidando com:
A orifício desalinhado ou deslocado
A necessidade de Ajuste o tamanho do orifício na mosca
Formas irregulares ou buracos profundos
Cenários de aplicação
Aqui estão algumas situações em que gritar é o seu objetivo:
Rolamentos de precisão em peças automotivas ou aeroespaciais
Componentes médicos onde as tolerâncias são críticas à vida
Linhas de montagem onde velocidade e uniformidade são tudo
Peças de aço endurecido onde chato pode ser muito lento ou áspero
Gerar não é apenas cortar - trata -se de cortar. Se você quiser o mais limpo, mais suave, E o buraco mais preciso possível, Gerar é a sua resposta.
A reamificação do CNC explicou
O que é CNC Saming?
A remanculação do CNC é simplesmente o processo de executar operações de arrecadação em um Controle Numérico Computadorizado (CNC) máquina. A beleza do CNC GRESMING está em sua precisão e repetibilidade. Embora a remanculação manual possa introduzir pequenas inconsistências, dependendo da habilidade do operador, CNC GRAVANDO Remove o erro humano da equação. É tudo sobre precisão, automação, e eficiência.
É assim que funciona: Depois que um buraco é pré-perfurado (Também via CNC), A máquina está programada para mudar para uma ferramenta de revendedores e executar o passe de acabamento no predefinido RPM, taxa de alimentação, e profundidade. Tudo é controlado digitalmente, de Caminhos da ferramenta para Timing de lubrificação. Isso significa que mesmo peças complexas com dezenas de orifícios de precisão podem ser concluídas rápido e perfeitamente cada vez.
A configuração do CNC permite apertar Controle do caminho da ferramenta, Portanto, há menos risco de desalinhamento ou deflexão da ferramenta. Mais, com trocadores de ferramentas automáticos, Os revendedores podem ser trocados dentro e fora sem entrada manual - acelerando o processo e mantendo as coisas consistentes em centenas ou até milhares de peças.
CRODADE CNC em indústrias de alta precisão
Nas indústrias onde a precisão é rei -aeroespacial, automotivo, dispositivos médicos, eletrônicos—CNC Rameling é não negociável. Pense em componentes como bicos de injetor de combustível, implantes cirúrgicos, Cilindros de motor, e hardware óptico. Essas peças requerem tolerâncias dentro de microns, que apenas a redução guiada por CNC pode entregar consistentemente.
A remanculação do CNC também reduz a chance de retrabalhar ou peças descartadas, economizando tempo e dinheiro no chão de produção. Com monitoramento em processo e compensação automática, Garante correções em tempo real e menos surpresas.
Resumindo? Se o seu projeto exigir uma saída de ultra-precisão e alto volume, CNC Reaming é seu melhor amigo.
Aplicações industriais de refrigeração
Indústria automobilística
O setor automotivo depende fortemente de solucionar peças que exigem tolerâncias apertadas. De Bores do cilindro do motor para Caixas da caixa de velocidades, componentes de suspensão, e Guias da válvula, A redução ajuda a garantir que as peças se encaixem sem vazamentos ou jogue.
Com milhões de peças rolando linhas de produção, A consistência é fundamental. A redução fornece essa consistência em escala, dando aos fabricantes confiança de que cada parte terá um desempenho idêntico ao último.
Indústria aeroespacial
Em aeroespacial, Não há espaço para erro. Um minúsculo desajuste pode levar a falhas catastróficas. Gerar é usado para aperfeiçoar orifícios de fixação, Molas de rolamento, Componentes turbo, e conjuntos hidráulicos.
Essas peças não apenas precisam ser precisas, mas também leve e durável, o que significa trabalhar com materiais difíceis como Titânio e Inconel. A remanculação garante que esses orifícios críticos atendam às especificações exatas, mesmo nas ligas mais difíceis.
Fabricação & Linhas de montagem
De eletrônicos a equipamentos pesados, As fábricas de fabricação usam uma redução em inúmeras aplicações -Blocos hidráulicos, inserções de molde, Buchas de ajuste da imprensa, e mais.
Onde quer que dois componentes sejam feitos para serem acoplados a precisão-seja, interferência de ajuste, ou slip-fit-você encontrará uma redução no coração do processo. As linhas de montagem se beneficiam especialmente de Redação de máquinas de alta velocidade, o que mantém a produtividade alta e os erros baixos.
Técnicas e inovações avançadas em arrecadação
Reamores revestidos
As ferramentas de arrecadação de hoje não são mais apenas aço de alta velocidade. Eles são revestido com materiais avançados como Lata (Nitreto de Titânio), Tialn (Nitreto de alumínio de titânio), ou até Carbono semelhante ao diamante (DLC). Esses revestimentos melhoram a vida da ferramenta, reduzir o atrito, e permitir velocidades de corte mais rápidas - especialmente úteis em ambientes de alta produção ou com materiais abrasivos.
Esses revestimentos também ajudam quando você está relaxando compósitos, cerâmica, ou Aços tratados térmicos, onde os revendedores tradicionais se desgastariam rapidamente.
Reaminação de alta velocidade
A remancula de alta velocidade é tudo sobre eficiência sem sacrificar a precisão. Otimizando as taxas de alimentação e velocidades de corte, Os fabricantes podem reduzir significativamente o tempo de ciclo. Isso é particularmente importante na produção de alto volume, Onde economizar alguns segundos por parte somará horas - ou até dias - de ganhos de eficiência.
Para fazer isso efetivamente, Você precisará:
Alcatrans de carboneto de alta qualidade
Configurações de máquina rígida
Sistemas de entrega de líquido de refrigeração controlados
Titulares de ferramentas de precisão
Quando feito certo, A remanculação de alta velocidade produz acabamentos semelhantes ao espelho mesmo em 2 a 3 vezes a velocidade de corte normal.
Sistemas de monitoramento inteligentes
Agora estamos entrando na idade de Indústria 4.0, E a redução não está ficando para trás. Máquinas e ferramentas modernas de recheio são integradas com Sistemas de sensores aquele monitor:
Força de corte
Desgaste da ferramenta
Vibração (conversa)
Temperatura
Esses sistemas alimentam os dados de volta ao controlador CNC ou MES (Sistema de execução de fabricação), permitindo Ajustes de ferramentas em tempo real ou alertas de manutenção. Isso impede as falhas da ferramenta antes que elas aconteçam e garante que você esteja sempre cortando com desempenho ideal.
Obtenha um serviço de usinagem de orifício perfeito
Escolhendo o parceiro de usinagem certo
Não importa o quão bom seja o seu conhecimento de remancadeira ou seus revendedores, A qualidade da parte final depende muito de quem está fazendo a usinagem. Encontrar o parceiro certo significa procurar:
Experiência com Projetos de tolerância apertada
Acesso a Equipamento CNC
Interno Ferramentas de controle e inspeção de qualidade
Um histórico em seu indústria específica
Seja prototipagem ou produção em larga escala, O parceiro certo pode garantir que seus orifícios sejam apertados perfeitamente - um único horário.
Controle de qualidade e certificação
Um ótimo buraco é aquele que é provou ser perfeito, não apenas assumido. Procure lojas de usinagem que oferecem Verificações abrangentes de qualidade usando:
Coordenar máquinas de medição (CMM)
Medidores e micrômetros
Rugosidade da superfície testadores
Também, As certificações são importantes. Se você está em aeroespacial, automotivo, ou campos médicos, Verifique se o seu fornecedor é ISO 9001, AS9100, ou ISO 13485 certificado. Isso garante que suas peças não sejam apenas feitas - elas são feitas certo.
Conclusão
Gerar é um daqueles toques de acabamento na usinagem que fazem a diferença entre adequado e excepcional. É o passe final que traz precisão, suavidade, e adequado aos seus orifícios perfurados ou entediados. Se você está construindo carros de corrida, motores de foguete, ou braços robóticos, A grade garante que tudo se alinhe, se encaixa, e funciona com confiança.
De Reamores manuais para Configurações do CNC, e de Peças de aço básico para ligas exóticas, A resma prova seu valor de novo e de novo. Mas lembre -se - não se trata apenas da ferramenta. É sobre entender o processo, usando as velocidades e feeds certos, garantindo alinhamento perfeito, e manter suas ferramentas corretamente.
Quando feito certo, A redução pode elevar a qualidade do seu jogo de usinagem e levar seus componentes de bom para impecável.
Perguntas frequentes
1. Quais são os principais usos de um revendedor?
Os revendedores estão acostumados a Brilhas de acabamento e tamanho pré-perfurado, fornecendo superfícies internas mais suaves e tolerâncias dimensionais mais rígidas para peças de acasalamento.
2. Você pode relaxar um buraco sem perfurar primeiro?
Não. Geral requer um buraco existente. É um operação de acabamento, não é um processo de corte primário. Perfurar ou chato vem primeiro.
3. Quanto material deve ser deixado para aumentar?
Tipicamente, deixar 0.010”Para 0,015” de material para encaminhamento de máquinas. Para pequenos orifícios, em volta 0.003”A 0,006” é o suficiente.
4. O que causa conversa durante a resma?
Conversa é causada por vibrações da máquina, Operamento da ferramenta, velocidade inadequada/alimentação, e falta de rigidez na configuração. Corrigir isso ajuda a reduzir ou eliminar as conversas.
5. Como faço para escolher o tipo de respirador certo?
Escolha com base em:
Material sendo cortado (Use carboneto para metais difíceis)
Tamanho do orifício
Volume de produção (Use máquina ou revendedores CNC para alto volume)
Tolerâncias necessárias
![]()