
Conversar em usinagem é um problema comum, mas sério, que afeta a produtividade, qualidade, e a vida útil dos equipamentos na fabricação moderna. Aparece como vibração indesejada entre a ferramenta de corte e a peça durante operações de usinagem, como fresamento., girando, ou perfuração.
Embora algum nível de vibração seja inevitável, vibração excessiva ou descontrolada pode levar a defeitos superficiais, imprecisões dimensionais, vida útil da ferramenta reduzida, e até mesmo danos a equipamentos CNC caros. Para manter altos padrões de precisão e eficiência, maquinistas e engenheiros devem entender o que causa a vibração, como isso se manifesta, e as melhores práticas para evitá-lo ou minimizá-lo.
Este guia fornece uma visão geral detalhada das vibrações de usinagem – seus tipos, consequências, e técnicas comprovadas para evitá-lo em ambientes profissionais.
O que é Chatter na Usinagem?
Chatter refere-se ao cíclico, vibração de alta frequência que ocorre entre a ferramenta de corte e a peça durante a usinagem. Ao contrário de pequenas vibrações de fundo, a conversa é mais intensa, muitas vezes audível, e produz um padrão perceptível de marcas na superfície da peça. Normalmente ocorre quando a ferramenta e a peça ressoam em uma frequência que amplifica seu movimento relativo.
Principais características
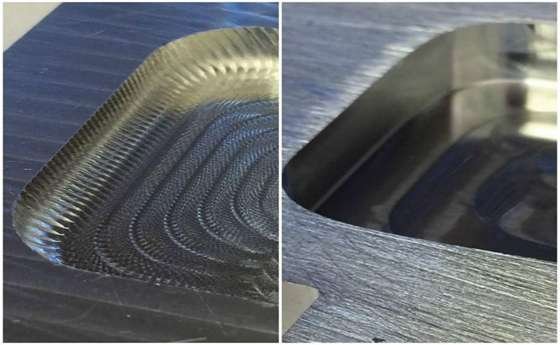
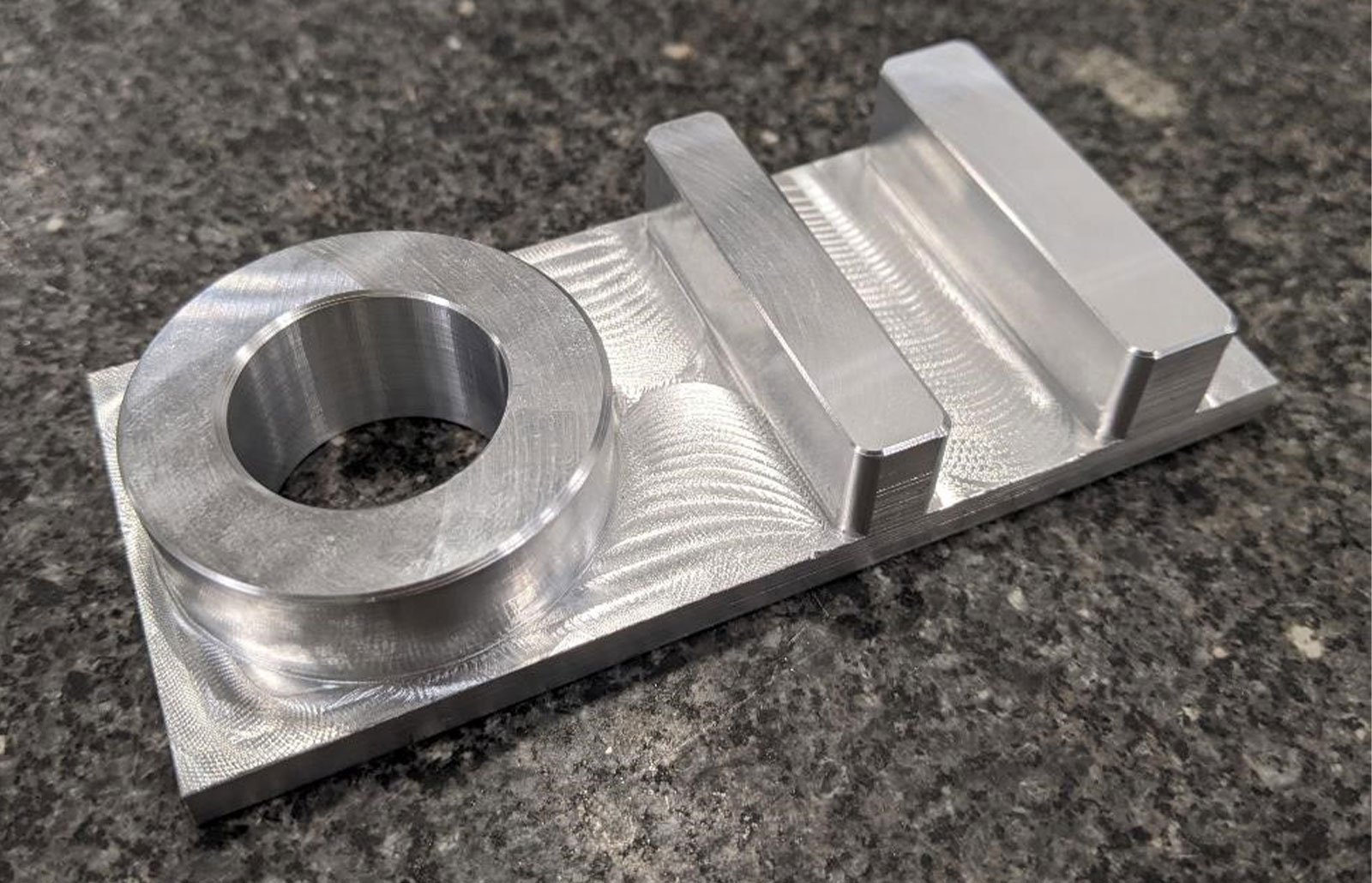
Irregular, marcas repetitivas (marcas de conversa) na superfície usinada.
Sons distintos de “guincho” ou “uivo” durante a operação.
Comportamento de corte instável e precisão dimensional reduzida.
Causas da conversa
Deflexão da ferramenta ou peça.
Fixação inadequada da ferramenta ou peça de trabalho.
Balanço excessivo da ferramenta ou baixa rigidez.
Velocidade de corte ou profundidade de corte inadequada.
Ferramentas ou máquinas gastas.
A vibração pode ocorrer em qualquer estágio do percurso, mas é particularmente comum em operações que envolvem cantos vivos, paredes finas, ou longo, peças delgadas.
Tipos de vibração na usinagem
A conversa geralmente pode ser classificada em dois tipos principais, cada um com causas e métodos de controle únicos.
Conversa de ferramentas
A vibração da ferramenta se origina de vibrações dentro da própria ferramenta de corte. Isso geralmente acontece quando uma ferramenta longa se estende para longe do suporte (saliência excessiva), tornando-o mais propenso a flexionar.
Sintomas
Ruído audível durante o corte.
Acabamento superficial irregular.
Desgaste precoce da ferramenta ou lascamento.
Causas típicas
Ferramentas sobrecarregadas.
Altas velocidades de corte com rigidez insuficiente.
Geometria ou material da ferramenta inadequado.
Exemplo
Em fresamento CNC, usar uma fresa de topo de 10 mm de diâmetro com 5x seu diâmetro em balanço pode facilmente levar à trepidação da ferramenta durante o fresamento lateral.
Conversa da peça de trabalho
A vibração da peça ocorre quando a peça que está sendo usinada não está adequadamente fixada ou é inerentemente flexível (por exemplo., peças de paredes finas ou longas). À medida que as forças de corte são aplicadas, a peça começa a vibrar e reflete essas forças de volta para a ferramenta, causando instabilidade.
Sintomas
Marcas de vibração perto dos pontos de fixação.
Variação dimensional.
Vibração sentida na mesa da máquina.
Causas típicas
Má fixação.
Peças flexíveis ou mal suportadas.
Método de fixação inadequado.
Exemplo
Ao girar um eixo longo de alumínio sem cabeçote móvel ou descanso estável, o eixo pode vibrar, levando a vibração e cortes irregulares.
Quais são as consequências da vibração na usinagem?
A conversa pode parecer um problema superficial à primeira vista, mas seus efeitos são de longo alcance:
Vida útil reduzida da ferramenta
O Chatter faz com que as ferramentas vibrem de forma imprevisível, criando cargas desiguais que aceleram o desgaste. As ferramentas podem lascar, quebrar, ou ficar monótono muito mais rápido do que o esperado.
Impacto
Aumento do custo de ferramentas.
Mudanças frequentes de ferramentas prejudicam a produtividade.
Menor consistência entre as peças.
Vida útil reduzida da máquina
A vibração persistente coloca pressão nos rolamentos da máquina, fuso, e sistemas de movimento linear. Ao longo do tempo, isso pode resultar em desalinhamento, folga excessiva, ou mesmo falha mecânica completa.
Impacto
Manutenção ou reparos não planejados.
ROI reduzido a longo prazo em equipamentos CNC.
Acabamento superficial ruim
Marcas de vibração deixam padrões irregulares e sulcos na superfície de uma peça. Isso geralmente significa que a peça precisará de retrabalho ou polimento, o que aumenta o tempo e o custo de produção.
Impacto
Peças rejeitadas ou processos de acabamento adicionados.
Desempenho ou aparência reduzida do produto.
Imprecisão Dimensional
Quando ocorre conversa, a ferramenta pode não seguir o percurso programado com precisão. Isso leva a erros dimensionais que afetam o ajuste, forma, e função – especialmente problemática em indústrias de alta precisão.
Impacto
Peças fora da tolerância.
Confiabilidade ou usabilidade reduzida do produto.
Como evitar ou minimizar vibrações na usinagem?

Prevenir vibrações envolve otimizar vários aspectos do processo de usinagem. Veja como minimizá-lo de forma eficaz:
Otimize a estratégia de usinagem
Use caminhos de ferramentas de engajamento constante para reduzir flutuações de carga.
Reduza a profundidade do corte ou aumente a taxa de avanço para diminuir a força radial.
Ajustar a velocidade do fuso em 5–10% para se afastar das frequências ressonantes (também chamado de “ajuste de ponto ideal”).
Use recursos de software CAM como “velocidade variável do fuso” para ajudar a interromper a frequência de vibração.
Adote o suporte de trabalho correto
Usar luminárias, aparecer, ou mesas de vácuo que fornecem firmeza, fixação uniforme.
Evite fixar peças finas em apenas uma extremidade – use suportes ou materiais de enchimento para aumentar a rigidez.
Considere um contraponto ou descanso estável ao girar eixos longos.
Para peças delicadas, use mandíbulas macias ou almofadas de amortecimento para distribuir a pressão sem deformação.
Use a ferramenta de corte certa
Revestimento de ferramentas: Reduz o calor e o atrito, permitindo cortes mais suaves.
Saliência mais curta: Sempre use a extensão mais curta possível.
Geometria da ferramenta: Use ferramentas mais afiadas para materiais macios, e geometrias mais fortes para materiais duros.
Ferramentas de metal duro oferecem melhor rigidez e amortecimento de vibrações em comparação com HSS.
Dica: Se estiver usando várias ferramentas, comece com a ferramenta mais resistente para desbastar, em seguida, mude para ferramentas mais finas para acabamento.
Determine o percurso ideal
Fresamento descendente (fresamento ascendente) muitas vezes reduz a vibração em comparação com o convencional (para cima) fresagem.
Alinhe as forças de corte com a direção do suporte para evitar deflexão.
Para peças finas ou flexíveis, evite caminhos de engajamento completos - use mais leve, passes progressivos em vez disso.
Configuração e manutenção da máquina
Instale máquinas em sólido, fundações de nível (de preferência concreto armado).
Use almofadas de nivelamento, âncoras, ou montagens de isolamento.
Inspecione rotineiramente quanto a rolamentos desgastados, parafusos soltos, ou guias danificadas.
Mantenha todo o software e firmware do controlador atualizados para melhor comportamento da máquina.
TOPOS Ajuda a fornecer soluções de usinagem eficazes
Chatter é um dos muitos desafios na usinagem CNC, e é preciso experiência para resolvê-lo de forma eficiente. No TOPS, somos especializados em usinagem de precisão e temos mais de 20 anos de experiência no fornecimento de peças de alto desempenho, mesmo sob as condições mais desafiadoras.
Seja ajudando você a otimizar o design da peça, selecione as melhores ferramentas, ou melhorar a estabilidade do processo, nossa equipe está pronta para ajudar:
DFM em tempo real (Design para fabricação) opinião
Estratégia de percurso personalizado
Fresamento e torneamento CNC de alta precisão
Entrega confiável e garantia de qualidade
Carregue seu arquivo CAD hoje e obtenha um orçamento gratuito junto com suporte especializado para evitar problemas de usinagem antes que eles ocorram.
Conclusão
A vibração na usinagem é mais do que apenas um ruído – é um sinal de que seu processo precisa de melhorias. Identificando suas causas e usando as técnicas corretas, os fabricantes podem reduzir a vibração, melhorar o acabamento da superfície, proteger ferramentas e máquinas, e aumentar a qualidade geral da produção.
Preste atenção à sua configuração, otimize suas condições de corte, e não hesite em procurar ajuda especializada. Um ambiente de usinagem bem controlado sempre superará um ambiente atormentado por vibrações.
Perguntas frequentes
- O que são marcas de vibração na usinagem?
As marcas de vibração são repetitivas, padrões de superfície irregulares causados pela vibração da ferramenta ou da peça durante o corte. Eles geralmente aparecem como ondulações ou ondas. - O que causa vibração na usinagem?
A vibração é causada por ressonância, condições de corte instáveis, má fixação de trabalho, longos balanços da ferramenta, ou ferramentas gastas. - Como identificar vibração na usinagem?
Geralmente é identificado por um ruído estridente e padrões ondulados visíveis na superfície da peça de trabalho. Os maquinistas qualificados muitas vezes o reconhecem apenas pelo som. - Como remover marcas de vibração de uma peça?
Você pode removê-los reusinando com uma configuração estável, polir a superfície, ou modificando os parâmetros de corte para reduzir a vibração. - A conversa pode ser completamente eliminada?
Em alguns casos, pequenas vibrações são inevitáveis. No entanto, com estratégias adequadas de configuração e usinagem, conversas significativas podem ser minimizadas ou totalmente eliminadas.
Leia mais:
Escolhendo a ferramenta de corte certa
Padrões de rugosidade superficial e métodos de inspeção
Guia completo de torno de maquinista
![]()

