
A moldagem por injeção é um dos processos de fabricação mais utilizados para a produção de componentes plásticos em grandes quantidades com alta precisão.. Desde produtos eletrônicos de consumo e peças automotivas até dispositivos médicos e máquinas de embalagem, a moldagem por injeção permite uma produção econômica em escala.
Um fator chave que determina o sucesso deste processo é o tipo de molde de injeção utilizado.. Diferentes categorias de moldes – com base no sistema de alimentação, número de cavidades, placas de molde, e mecanismos especiais como desaparafusar - influenciam diretamente a velocidade de produção, qualidade do produto, eficiência de materiais, e custos de ferramentas.
Este artigo fornece um guia completo para o tipos de moldes de injeção, seus componentes, benefícios, e aplicações industriais, ajudando engenheiros e fabricantes a tomar decisões informadas ao selecionar ferramentas de molde.
O que são moldes de injeção de plástico?
Os moldes de injeção de plástico são ferramentas de engenharia de precisão usadas para moldar o plástico fundido nas peças desejadas durante o processo de moldagem por injeção.. Esses moldes são normalmente feitos de aço ou alumínio, dependendo da durabilidade necessária, volume de produção, e orçamento.
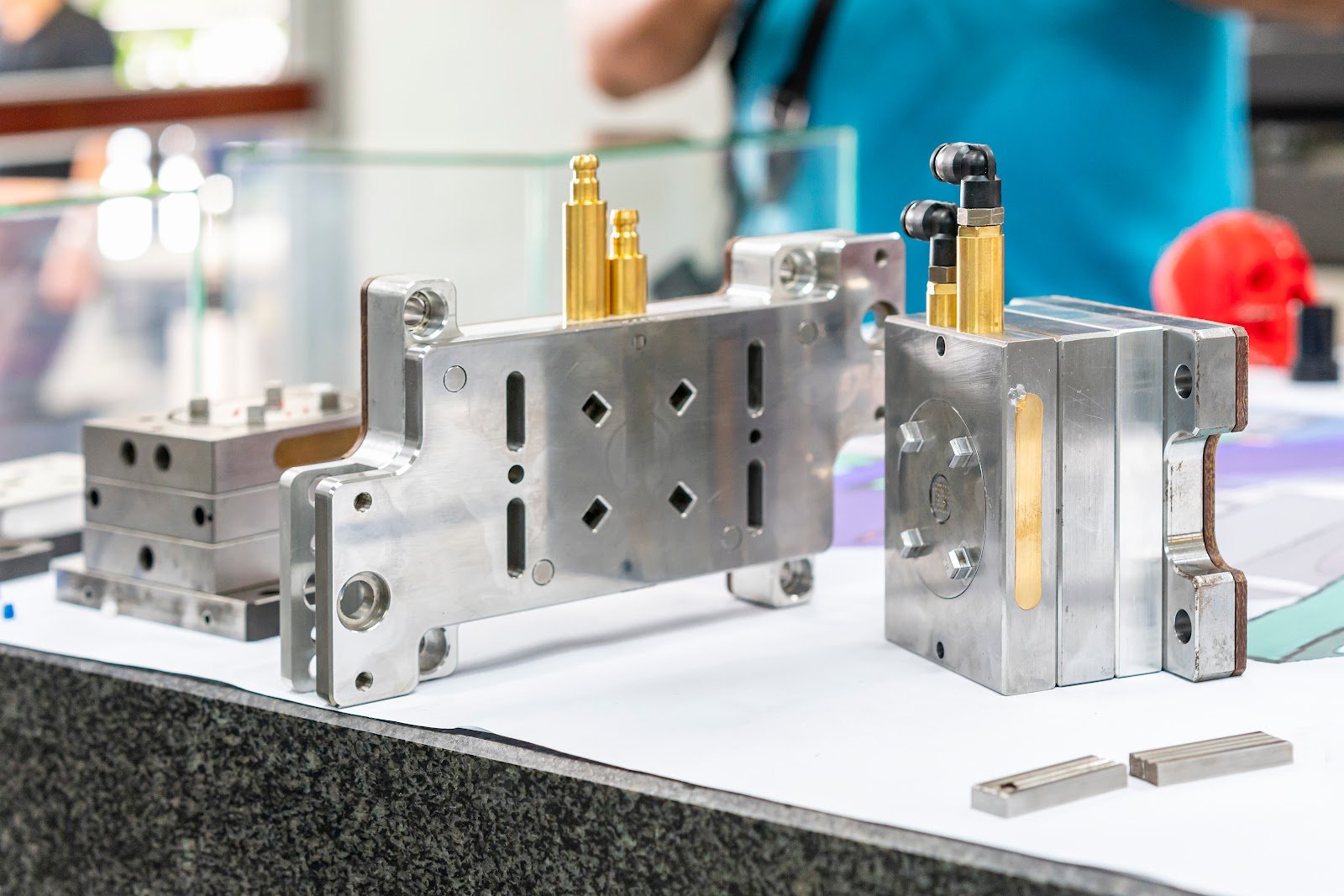
Cada molde consiste em duas metades:
Molde fixo (metade estacionária): Montado na placa estacionária da máquina de moldagem.
Molde móvel (metade dinâmica): Montado na placa móvel, permitindo a abertura do molde e a ejeção da peça.
Quando as duas metades se fecham, eles formam uma cavidade na qual o plástico fundido é injetado sob alta pressão. Depois de resfriado e solidificado, o molde abre, liberando o produto acabado.
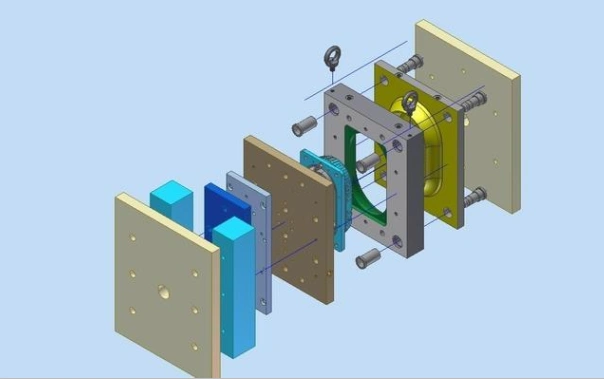
Componentes de ferramentas de injeção de plástico
O projeto de um molde de injeção é complexo, com cada componente desempenhando uma função específica para garantir uma produção suave e qualidade consistente.
Pinos-guia e buchas: Mantenha o alinhamento preciso entre as metades do molde durante os ciclos de abertura e fechamento.
Sistema Sprue e Runner: Canais que transportam o plástico derretido do bico da máquina para as cavidades do molde.
Portão: O ponto de entrada onde o plástico flui para a cavidade. Os tipos de portão comuns incluem:
Portão de Borda – Melhor para peças planas e moldes de duas placas.
Subportão – Corte automático e posicionamento flexível.
Portão de Ponta Quente – Ideal para formatos cônicos ou redondos que exigem fluxo uniforme.
Portão Direto/Sprue – Usado em moldes de cavidade única para resistência e simplicidade.
Anel de localização: Garante o alinhamento adequado do molde com o bico da máquina.
Cavidade e Núcleo do Molde: A forma negativa do produto final; múltiplas cavidades permitem maior produtividade.
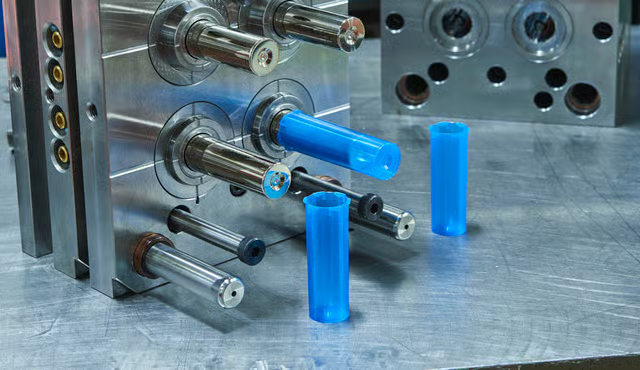
Pinos ejetores e placa ejetora: Empurre as peças acabadas para fora do molde após o resfriamento.
Volume de tiro: A quantidade precisa de plástico fundido necessária para preencher a cavidade.
Placas de fixação: Prenda o molde na máquina de moldagem por injeção.
Compreender esses elementos é fundamental, pois mesmo pequenos desvios no projeto podem levar a defeitos de moldagem, como empenamento, marcas de pia, ou imprecisões dimensionais.
Tipos de classificação de moldes de injeção
A. Baseado no sistema de alimentação
O sistema de alimentação define como o plástico fundido flui do bocal da máquina para a cavidade.
Molde de injeção de câmara quente
Usa corredores aquecidos para manter o plástico fundido dentro do coletor.
Vantagens: Ciclos mais rápidos, desperdício mínimo, não há necessidade de reafiar os corredores, excelente para produção de alto volume.
Desvantagens: Altos custos com ferramentas e manutenção, limpeza complexa, dificuldades com mudanças de cor/material, risco de degradação para plásticos sensíveis ao calor.
Formulários: Alta precisão, produção multi-cavidades, como componentes médicos, embalagem, e eletrônicos de consumo.
Molde de injeção de câmara fria
Os corredores não são aquecidos, e o excesso de material solidifica a cada ciclo.
Vantagens: Menor custo de ferramentas, fácil manutenção, compatibilidade versátil de materiais, mudanças de cor mais fáceis.
Desvantagens: Maior desperdício de material, necessidade de reafiar corredores, velocidade de produção mais lenta.
Formulários: Adequado para produção e prototipagem de baixo custo.
Molde de corredor isolado
Combina características de moldes de câmara fria com aquecimento parcial para manter o plástico fundido.
Vantagens: Menos caro que câmaras quentes, permite mudanças de material mais rápidas, sistema de controle mais simples.
Desvantagens: Limitado a certos materiais, não é adequado para plásticos de alto desempenho.
Formulários: Produção de médio volume que exige equilíbrio entre custo e eficiência.
B. Com base no número de cáries
Molde de injeção de cavidade única
Produz uma peça por ciclo.
Prós: Menor custo de ferramentas, controle de processo mais fácil, confiável para execuções de baixo volume.
Contras: Taxa de produção mais lenta, maior custo por unidade.
Casos de uso: Prototipagem, fabricação em pequena escala, peças de precisão.
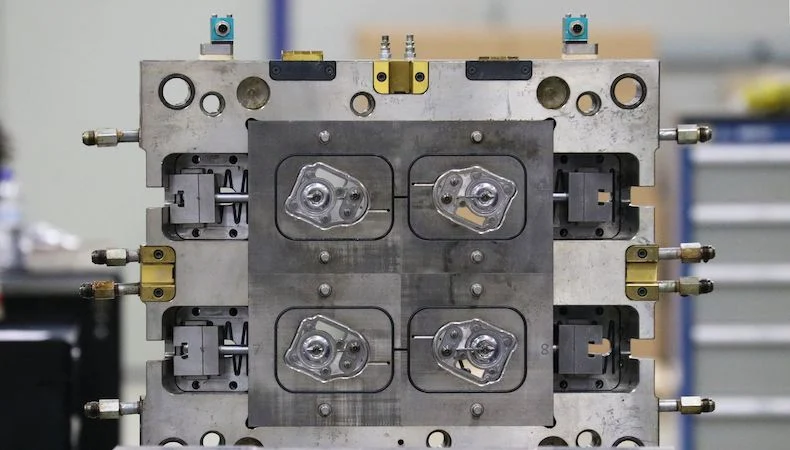
Molde de injeção multicavidades
Produz múltiplas peças idênticas em cada ciclo.
Prós: Maior eficiência, custo por unidade reduzido, produção em massa mais rápida.
Contras: Maior investimento inicial em ferramentas, requer capacidade avançada da máquina.
Casos de uso: Partes automotivas, bens de consumo, itens de embalagem.
Molde de injeção familiar
Múltiplas cavidades projetadas para produzir peças diferentes, mas relacionadas, em um ciclo.
Prós: Reduz o tempo e o custo total de produção, útil para montagens.
Contras: Limitado a peças feitas do mesmo material e cor, maior complexidade.
Casos de uso: Componentes esquerda-direita, montagens de produtos como invólucros com tampas correspondentes.
C. Baseado na placa de molde
Molde de injeção de duas placas
Design mais simples e comum com uma linha de partição.
Prós: Baixo custo de ferramentas, construção simples.
Contras: Remoção manual da câmara necessária em configurações de câmara fria.
Casos de uso: Pequena escala, moldagem de uso geral.
Molde de injeção de três placas
Inclui uma placa de stripper adicional, criando duas linhas de partição.
Prós: Separação automática do corredor e da peça moldada, maior eficiência.
Contras: Ferramentas mais caras, limitado a sistemas de câmara fria.
Casos de uso: Moldes de câmara fria com múltiplas cavidades para peças de alto volume.
Molde de injeção de pilha
Vários níveis de cavidades dispostas verticalmente.
Prós: Aumenta a produtividade sem exigir máquinas maiores, reduz a tonelagem da braçadeira.
Contras: Alta complexidade de fabricação e custo inicial.
Casos de uso: Embalagem (tampas de garrafa, recipientes), descartáveis médicos, bens de consumo.
D. Baseado no desaparafusamento do molde de injeção
Moldes especializados para produção de peças roscadas.
Equipado com mecânico, elétrico, ou sistemas de acionamento hidráulico que giram para desparafusar a peça durante a ejeção.
Vantagens: Automatiza a produção de componentes rosqueados, reduz o risco de danos, suporta fabricação de alto volume.
Formulários: Tampas de garrafas, fechos roscados, nozes, parafusos, embalagens cosméticas, fixadores automotivos.
Materiais para ferramentas de molde de injeção: Do que são feitos os moldes?

Quando falamos sobre moldes de injeção, uma grande questão é: do que eles são realmente feitos? A escolha do material para o molde é muito importante porque afeta o custo, durabilidade, e quantas peças o molde pode produzir antes de se desgastar.
Aqui estão os materiais de ferramentas mais comuns:
Moldes de aço
O aço é o material ideal para produção em alto volume. É duro, duradouro, e pode lidar com milhões de ciclos de moldagem sem perder a precisão. Moldes de aço são mais caros de fazer no início, mas eles compensam quando você precisa executar grandes lotes ao longo do tempo.
Moldes de alumínio
Os moldes de alumínio são mais leves, mais fácil de máquina, e geralmente custam menos que o aço. Eles são ótimos para prototipagem ou baixa- para produção de médio volume. A desvantagem é que o alumínio se desgasta mais rápido, então não é a melhor escolha se você planeja fabricar milhões de peças.
Inserções de Berílio-Cobre
Às vezes, os fungos usam cobre-berílio em certas áreas. Este material é excelente na condução de calor, o que ajuda o molde a esfriar mais rápido e reduz os tempos de ciclo. Geralmente não é usado para todo o molde, mas sim para seções onde é necessário um resfriamento rápido..
Qual é a diferença entre ferramentas de molde de injeção duras e macias?
Ferramentas suaves
Ferramentas macias geralmente significam que o molde é feito de alumínio ou outro material mais macio. Esses moldes são mais rápidos e baratos de fazer, o que os torna ótimos para protótipos, testando, ou pequenas tiragens de produção. A desvantagem é que eles não duram tanto – depois de um certo número de ciclos, o molde se desgasta e não consegue mais produzir peças precisas.
Ferramentas pesadas
Ferramentas pesadas significam que o molde é feito de Aço endurecido. Esses moldes demoram mais e custam mais para serem fabricados, mas eles podem lidar centenas de milhares a milhões de ciclos sem quebrar. Isso os torna perfeitos para produção em massa onde você precisa de qualidade consistente por um longo período.
Maneira simples de pensar sobre isso
Ferramentas suaves = mais rápido e mais barato antecipadamente, mas vida útil limitada.
Ferramentas pesadas = caro antecipadamente, mas dura muito mais tempo e é mais econômico para produção em larga escala.
Então, se você estiver testando um novo design ou fabricando apenas alguns milhares de peças, ferramentas suaves geralmente são a escolha mais inteligente. Mas se você sabe que executará grandes lotes por anos, investir em ferramentas pesadas economizará dinheiro no longo prazo.
Como a complexidade das ferramentas e as tolerâncias rígidas funcionam juntas na moldagem por injeção?
Em moldagem por injeção, duas coisas realmente afetam o quão complicado é projetar e construir um molde: complexidade e tolerâncias. Vamos resumir em termos simples.
Complexidade de ferramentas
Isso significa o quão complicado o molde é. Por exemplo, o molde precisa de peças móveis como corrediças ou elevadores para liberar cortes inferiores? Possui múltiplas cavidades ou seções roscadas que precisam ser desparafusadas? Quanto mais recursos você adiciona, quanto mais complexo (e caro) o molde fica.
Tolerâncias apertadas
As tolerâncias referem-se ao quão próxima a peça final precisa estar do tamanho exato do projeto. Uma tolerância restrita significa muito pouco espaço para erros – pense em dispositivos médicos ou peças aeroespaciais onde cada milímetro é importante. Tolerâncias mais amplas significam que há mais “espaço de manobra”,”O que torna o molde mais fácil de construir e manter.
Como eles interagem
É aqui que fica interessante: o mais complexo o molde é, mais difícil se torna manter tolerâncias rígidas. Cada peça em movimento, cada cavidade extra, e cada recurso especial adiciona uma chance para pequenos erros. Em cima disso, tolerâncias apertadas muitas vezes exigem:
Usinagem mais precisa do molde.
Materiais de melhor qualidade (como aço endurecido em vez de alumínio).
Verificações extras de qualidade durante a produção.
Um exemplo do mundo real
Se você estiver fazendo algo simples, como um brinquedo de plástico, você não precisa de tolerâncias ultrarritas, e o design do molde pode ser bastante simples. Mas se você estiver fazendo uma seringa médica ou um conector aeroespacial, Você precisará um molde complexo e tolerâncias muito restritas-o que significa mais tempo, custos mais altos, e a necessidade de fabricantes de moldes especializados.
A conclusão
Alta complexidade + tolerâncias apertadas = mais caro, mais demorado, mas peças de maior qualidade.
Baixa complexidade + tolerâncias mais amplas = mais barato e mais rápido, mas menos preciso.
É por isso que é sempre um equilíbrio: engenheiros de projeto e fabricantes de moldes precisam trabalhar em conjunto para decidir qual nível de complexidade e tolerância é realmente necessário para a função da peça.
Como o fluxo de material afeta as ferramentas na moldagem por injeção?
Quando o plástico é injetado em um molde, não apenas fica parado - é flui como líquido antes de esfriar em uma parte sólida. A forma como esse material flui tem um enorme impacto na forma como as ferramentas (o molde) é projetado e construído.
Caminhos de fluxo são importantes
Pense no plástico derretido como água correndo por um labirinto. Se o “labirinto” (o molde) é mal projetado, o plástico pode não alcançar todos os cantos uniformemente. Isso pode causar defeitos como tiros curtos (partes incompletas), bolsas de ar, ou espessura irregular.
Posicionamento do portão
As portas são os pontos de entrada por onde o plástico flui para dentro do molde. Se eles forem colocados no lugar errado, o fluxo pode não preencher o molde corretamente, ou você pode ver marcas visíveis na peça acabada. Os projetistas de ferramentas gastam muito tempo descobrindo os melhores locais de comporta para equilibrar o fluxo e a aparência.
Tipo de material
Diferentes plásticos fluem de maneira diferente. Por exemplo, ABS flui suavemente, enquanto nylon cheio de vidro é mais rígido e mais abrasivo. Isso significa que as ferramentas devem ser projetadas (e às vezes endurecido) para lidar com o comportamento do fluxo do material.
Resfriamento e empenamento
Se o material não fluir uniformemente, algumas áreas podem esfriar mais rápido que outras, levando a empenamento ou encolhimento. Os fabricantes de ferramentas costumam ajustar os canais de resfriamento dentro do molde para manter as coisas uniformes.
Maneira simples de pensar sobre isso
O fluxo de materiais é como trânsito em uma cidade.
Se as estradas (canais de molde) são bem projetados, tráfego (plástico) move-se suavemente.
Se não, você tem engarrafamentos, becos sem saída, e motoristas frustrados – exceto neste caso, você obtém peças defeituosas e ferramentas desgastadas.
Por que os moldes de injeção são necessários?
Possibilidades ilimitadas de design: Suporta uma ampla gama de indústrias, de dispositivos médicos à indústria aeroespacial.
Flexibilidade na seleção de materiais: Cada molde pode ser adaptado para lidar com propriedades plásticas específicas, taxas de encolhimento, e comportamentos térmicos.
Alta consistência do produto: A automação reduz erros humanos e garante qualidade uniforme das peças.
Eficiência e Controle de Custos: O design de molde correto minimiza o desperdício, reduz os tempos de ciclo, e reduz os custos por unidade na produção em massa.
Quais são os problemas comuns em ferramentas de moldagem por injeção e como você pode corrigi-los?
Mesmo com os moldes mais bem projetados, moldagem por injeção nem sempre funciona perfeitamente. Problemas com ferramentas podem surgir durante a produção, e saber como identificá-los e corrigi-los rapidamente pode economizar muito tempo e dinheiro. Vejamos alguns dos problemas mais comuns e o que você pode fazer a respeito deles.
1. Clarão (Plástico extrafino nas bordas)
O que é isso: Plástico extra que vaza onde as metades do molde se encontram.
Por que isso acontece: Má fixação do molde, bordas desgastadas do molde, ou alta pressão de injeção.
Como consertar: Aperte a força de fixação, reparar superfícies de molde desgastadas, ou reduzir a pressão de injeção.
2. Tiros curtos (Preenchimento incompleto)
O que é isso: A parte não preenche completamente, deixando lacunas ou seções faltando.
Por que isso acontece: Pressão de injeção insuficiente, fluxo de material deficiente, ou portões bloqueados.
Como consertar: Aumentar a pressão ou temperatura, melhorar a ventilação, ou redesenhar portões e corredores.
3. Deformação (Dobra ou torção de peças)
O que é isso: A peça esfria de forma irregular e perde a forma pretendida.
Por que isso acontece: Resfriamento irregular, fluxo de material deficiente, ou projeto errado de espessura de parede.
Como consertar: Ajustar canais de resfriamento, alterar a espessura da parede, ou ajustar parâmetros de processamento.
4. Marcas de pia (Dentes na superfície)
O que é isso: Pequenas depressões ou amolgadelas na superfície da peça.
Por que isso acontece: Seções grossas esfriam mais lentamente, causando encolhimento irregular.
Como consertar: Ajustar o resfriamento, reduzir a espessura da parede, ou adicione designs de nervuras adequados para apoiar a superfície.
5. Linhas de solda (Linhas visíveis onde os fluxos se encontram)
O que é isso: Linhas na parte onde dois fluxos de plástico se encontram, mas não se unem totalmente.
Por que isso acontece: Má colocação do portão, baixa temperatura de fusão, ou fluxo irregular.
Como consertar: Alterar locais de portão, aumentar a temperatura do fundido ou do molde, ou ajustar caminhos de fluxo.
6. Desgaste e dano da ferramenta
O que é isso: O próprio molde se desgasta ou fica danificado após uso repetido.
Por que isso acontece: Materiais abrasivos (como plásticos cheios de vidro), alta força de fixação, ou má manutenção.
Como consertar: Utilize aço temperado, aplicar revestimentos de superfície, e agende manutenção regular.
Como otimizar custos em ferramentas de moldagem por injeção?

Moldes de injeção podem ser um dos maiores investimentos na fabricação, especialmente para produção de alto volume. Mas a boa notícia é que existem maneiras inteligentes de cortar custos sem cortar custos. Vamos analisar algumas estratégias práticas.
1. Escolha o material de ferramenta certo
Moldes de alumínio são mais baratos e rápidos de fazer, ótimo para protótipos ou execuções de baixo volume.
Moldes de aço custam mais antecipadamente, mas duram muito mais tempo, tornando-os a melhor escolha para produção em larga escala.
👉 Escolher o material certo com base nas suas necessidades de produção pode economizar muito no longo prazo.
2. Simplifique o design do molde
Quanto mais complexo o molde (cavidades extras, levantadores, deslizamentos, tópicos), mais caro fica. Se alguns recursos não forem absolutamente necessários, simplificar o projeto pode reduzir custos e ao mesmo tempo realizar o trabalho.
3. Otimize o design da peça
Às vezes, pequenas mudanças no design da peça podem tornar o ferramental mais fácil e barato. Por exemplo:
Mantendo a espessura da parede uniforme.
Evitando cortes profundos.
Adicionando ângulos de inclinação para facilitar a ejeção.
Esses ajustes ajudam a reduzir o desgaste das ferramentas e a acelerar a produção.
4. Equilibre cáries e volume de produção
Um molde com múltiplas cavidades produz mais peças por ciclo, mas também é mais caro construir. Se o tamanho do seu pedido for pequeno, um molde de cavidade única pode ser mais econômico. Para grandes tiragens de produção, moldes multicavidades economizam dinheiro a longo prazo, reduzindo os tempos de ciclo.
5. Plano de manutenção
Negligenciar os cuidados com o molde pode levar a reparos caros ou até mesmo substituições completas. Limpeza regular, lubrificação, e a inspeção prolongam a vida útil do molde e evitam paralisações dispendiosas.
6. Trabalhe em estreita colaboração com o fabricante de ferramentas
Um fabricante de ferramentas qualificado pode sugerir melhorias no projeto, escolhas materiais, e layouts de resfriamento que reduzem custos. A colaboração antecipada ajuda a evitar reprojetos dispendiosos posteriormente.
Takeaway -chave
Otimizar os custos de ferramentas tem tudo a ver encontrando o equilíbrio certo: não opte apenas pela opção mais barata, mas também não exagere na engenharia do molde. Fazendo escolhas inteligentes em materiais, projeto, e manutenção, você pode reduzir despesas iniciais e economize mais durante a vida útil do molde.
Escolhendo um parceiro confiável para moldagem por injeção
O projeto do molde de injeção é uma tarefa técnica, tarefa orientada à precisão que requer profundo conhecimento em ferramentas, materiais, e otimização de processos. A parceria com um provedor de serviços de moldagem por injeção experiente garante:
Profissional projeto e fabricação de moldes
Design para fabricação (DFM) análise para evitar defeitos
Peças plásticas de alta qualidade otimizadas para resistência, precisão, e eficiência de custos
Conclusão
A moldagem por injeção é um método de fabricação indispensável para as indústrias modernas, mas a escolha do tipo de molde desempenha um papel decisivo no sucesso da produção. Seja classificado por sistema de alimentação, número da cavidade, placa de molde, ou desenroscando mecanismos, cada molde oferece benefícios e limitações exclusivos.
A compreensão dessas categorias permite que os engenheiros selecionem o molde certo para seus projetos, garantindo maior eficiência, custos mais baixos, e melhor qualidade do produto.
Perguntas frequentes
Que tipo de molde de injeção é mais comumente usado?
Os moldes multicavidades de três placas são amplamente utilizados porque suportam alta velocidade, produção de alto volume com separação automatizada de corredores.
Quais são os materiais mais comuns para moldagem por injeção?
abdômen, policarbonato (computador), polipropileno (PP), polietileno (EDUCAÇAO FISICA), poliestireno (PS), nylon (PA), e acrílico.
Plásticos diferentes requerem moldes diferentes?
Sim. Os plásticos têm taxas de encolhimento variadas, características de fluxo, e tolerâncias de temperatura. O projeto do molde deve levar em conta essas propriedades para manter a precisão dimensional.
Leia mais:
Moldagem por injeção vs.. Usinagem CNC
Todo o processo de fabricação de mofo
O que é fabricação auxiliada por computador (Cam)?
![]()


1 pensei em “Tipos de moldes de injeção: Categorias, Características, e aplicações industriais”