
A usinagem de redução é um processo CNC especializado usado para produzir características embutidas que são desafiadoras - ou impossíveis - para alcançar com ferramentas de moagem padrão. À medida que os designs modernos de produtos se tornam mais complexos e compactos, A demanda por sub -cuts cresce em indústrias como aeroespacial, médico, e automotivo. Este artigo fornece uma análise aprofundada da usinagem reduzida: o que é, Por que isso importa, Como é feito, os diferentes tipos, e dicas de especialistas para o sucesso.
O que é usinagem reduzida?
A usinagem reduzida refere -se ao processo de remoção de material sob uma seção pendente ou de uma área que é parcialmente obstruída, tornando -o inacessível por ferramentas verticais convencionais. Os moinhos tradicionais de 3 eixos lutam com esses recursos devido a restrições geométricas, Portanto, os maquinistas confiam em ferramentas especializadas-como cortadores de pollipop e moinhos de slot t-e avançados Máquinas CNC, Incluindo 4- e configurações de 5 eixos.
Existem duas categorias principais:
Undercuts internos - Recursos embutidos em um componente, como ranhuras dentro de um cubo de engrenagem ou cáries em instrumentos médicos.
Undercuts externos - Recundas ou recessos visíveis como os encontrados em peças moldadas ou mecanismos de travamento.
Por que os presos são importantes?
Undercuts são essenciais nos aspectos funcionais e estéticos do design de peças. Eles servem a vários propósitos:
Funcionalidade mecânica: Forneça recursos de travamento ou pontos de retenção em projetos de montagem sem exigir fixadores.
Redução de peso: Habilite a escavação interna de componentes para reduzir a massa, mantendo a integridade estrutural - crítica em aplicações aeroespaciais e de automobilismo.
Canais fluidos: Agir como caminhos para líquidos ou lubrificantes em sistemas hidráulicos e pneumáticos.
Ajuste aprimorado: Facilitar ajustes de atrito apertados ou permitir movimento, como em juntas esféricas ou roscadas.
Apesar de sua complexidade, Os undercuts às vezes são a única maneira de atender aos requisitos específicos de desempenho ou montagem.
Guia passo a passo para o processo de usinagem por baixo
1. Veja o design primeiro (Avalie a geometria)
Antes mesmo de tocar a máquina, Dê uma boa olhada no seu modelo 3D no software CAD. Pergunte a si mesmo:
É o rebaixamento por dentro ou fora da parte?
A ferramenta pode realmente alcançar essa área?
Que ângulos você precisa?
Isso ajudará você a decidir como abordar o trabalho.
2. Escolha a ferramenta certa para o trabalho (Selecione a ferramenta certa)
Diferentes preços precisam de ferramentas diferentes. Aqui estão alguns comuns:
Corretores de pirulito -Ótimo para reduções arredondadas ou unilaterais.
Cortadores de cauda de cauda - Perfeito para ranhuras angulares.
Cortadores de slot T. - Ideal para aquela forma clássica “T”.
Cortadores de chaves ou brocas - usado quando você precisa travar as peças junto com uma chave.
Escolher a ferramenta certa facilita tudo (e evita pedaços quebrados).
3. Prepare a máquina CNC (Prepare a configuração do CNC)
Hora de configurar sua máquina. Aqui está o que fazer:
Se sua parte tiver ângulos complicados, um 4- ou máquina CNC de 5 eixos vai te dar melhor acesso.
Carregue o Programa de câmera com todos os caminhos corretos da ferramenta.
Certifique -se de.
Boa preparação = usinagem suave.
4. Deixe a máquina fazer seu trabalho (Máquina de Máquina de Undercut)
Uma vez que tudo estiver definido, acerte vai! Fique de olho nas coisas:
Verifique se as fichas (os pequenos pedaços de metal que são cortados) estão sendo limpos corretamente - especialmente em pontos apertados.
Preste atenção no desgaste da ferramenta. Áreas estreitas e cortes profundos podem ser duros no seu cortador.
Não há problema em fazer uma pausa e verificar as coisas, se necessário.
5. Verifique se está tudo certo (Inspecionar e verificar)
Depois de cortar, É hora de verificar duas vezes seu trabalho:
Use ferramentas como um CMM, Comparador óptico, ou Projeto de perfil Para medir dimensões e qualidade da superfície.
Se você está trabalhando em algo de alta precisão, você pode precisar fazer um passe de acabamento Para uma superfície mais suave.
Não pule esta etapa - o controle de qualidade economiza tempo e dinheiro mais tarde!
Tipos comuns de reduções na usinagem CNC
-
Undercut unilateral
🛠 O que é isso: Uma ranhura ou corte em apenas um lado de uma parte - como um entalhe que não passa o tempo todo.
🔧 Ferramenta usada: Cutter Lollipop (nomeado porque parece um pirulito!)
📦 Onde é usado: Conexões Snap-Fit, Grooves para retenção de anéis, ou qualquer área que precise de um slot limpo unilateral. -
Undercut de Dovetail
🛠 O que é isso: Um corte em forma de cunha que é mais largo na base-como um trapézóide como um trapézio. Ele trava em uma peça correspondente.
🔧 Ferramenta usada: Cortador de cauda de cauda
📦 Onde é usado: Configurações de ferramentas, articulações deslizantes, ou até juntas de estilo de madeira em peças de metal. -
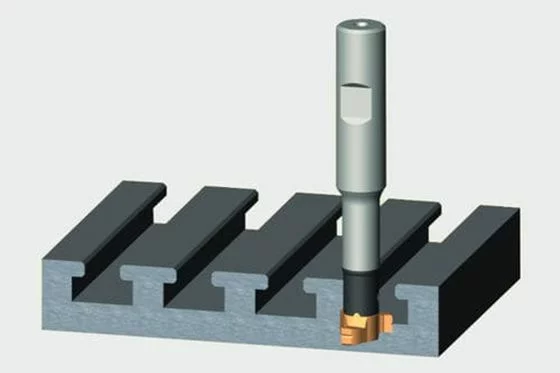
MUITO DESLOTE T-SLOT
🛠 O que é isso: Um sulco em forma de "T" que permite que os parafusos deslizem e travam.
🔧 Ferramenta usada: Cortador de slot T.
📦 Onde é usado: Tabelas de máquinas CNC, Plataformas de montagem modular - Basicamente em qualquer lugar que você precisa de acessórios ajustáveis. -
Undercut cônico
🛠 O que é isso: Um sulco que fica mais estreito à medida que avança - como uma rampa ou inclinação dentro da parte.
🔧 Ferramenta usada: Mill de ponta cônica
📦 Onde é usado: O bloqueio de auto-bloqueio se encaixa em peças que precisam parecer elegantes, ou áreas onde um diminuto ajuda a manter as coisas no lugar. -
Undercut esférico
🛠 O que é isso: Um arredondado, Groove semelhante à bola que se curva para dentro.
🔧 Ferramenta usada: Mill de ponta do nariz de bola
📦 Onde é usado: Rolamentos, juntas de esfera, ou qualquer parte que gire suavemente e precisa de uma cavidade redonda. -
Undercut rosqueado
🛠 O que é isso: Um punhado que tem fios dentro para estragar as coisas juntas.
🔧 Ferramenta usada: Fios de tópicos ou torneiras
📦 Onde é usado: Acessórios de pressão, Conjuntos mecânicos apertados - especialmente quando o espaço é limitado. -
Groove O-ring
🛠 O que é isso: Um sulco circular feito especificamente para manter um o-ring (Junta de borracha).
🔧 Ferramenta usada: Cutter do sulco do anel de o-ring
📦 Onde é usado: Conectores hidráulicos, bombas, Componentes do motor - qualquer lugar que você precise de um aperto, vedação sem vazamentos. -
Undercut de alívio
🛠 O que é isso: Um pequeno recesso adicionado perto de peças rotativas para reduzir o estresse e o atrito.
🔧 Ferramenta usada: Cortador de slotting ou moinho de extremidade minúscula
📦 Onde é usado: Rolamentos, Eixos de engrenagem, ou peças rotativas que precisam apenas de um pouco de folga. -
Undercut de Keyway
🛠 O que é isso: Um slot cortado em um eixo para segurar uma chave que trava duas peças rotativas.
🔧 Ferramenta usada: Cortador de chaveiro ou broche
📦 Onde é usado: Motores, caixas de velocidades, ou qualquer coisa que transfere torque sem escorregar.
Ferramentas especializadas para usinagem de redução
Corretores de pirulito: Ideal para ranhuras esféricas e ocultas.
Cortadores de slot T.: Projetado para moe.
Cortadores de cauda de cauda: Lâminas angulares combinam com perfis comuns de cauda de cauda.
Brilhões de Keyway: Remova o material linearmente para criar slots uniformes.
Undercut End Mills: Ferramentas versáteis com flautas laterais e inferiores.
Dicas para usinagem de undercut bem -sucedida
Evite cortes profundos: Projetar undercuts rasos para garantir o acesso à ferramenta e reduzir a deflexão.
Use CNC com vários eixos: Permite melhores ângulos de acesso e caminhos mais suaves.
Otimize os caminhos da câmera: Minimizar mudanças repentinas de direção ou profundidade.
Parceiro com especialistas: Lojas com experiência e ferramentas para os meninos melhoram a qualidade da peça e reduzem o custo.
Design para fabricação: Eliminar preços desnecessários durante o projeto inicial quando possível.
Conclusão
A usinagem reduzida é uma alta precisão, Processo tecnicamente exigente que permita aos engenheiros incorporar recursos complexos em peças onde as ferramentas convencionais ficam aquém. Se você está criando mecanismos de bloqueio, otimizando canais de fluidos, ou alcançar um desempenho leve, Recursos Undercut desempenham um papel crítico no design mecânico moderno.
Com as ferramentas certas, técnicas, e equipamento CNC, Os fabricantes podem usinar reduções de forma eficiente e repetidamente. Ao entender as nuances da seleção de ferramentas, Análise de geometria, e planejamento de processos, Designers e maquinistas podem ultrapassar os limites do que é possível na usinagem CNC.
Perguntas frequentes
1. Qual é a diferença fundamental no acesso à ferramenta entre um rebaixo e um bolsão convencional?
A diferença está na linha de visão da ferramenta de corte ao recurso:
-
-
Bolso Convencional: A ferramenta de corte pode aproximar e fresar todo o recurso usando um caminho vertical reto (ao longo do eixo Z).
-
Corte inferior: O recurso tem um seção saliente ou uma área recuada que o torna inacessível por uma ferramenta movendo-se apenas ao longo do eixo Z. Ferramentas especializadas, como cortadores de pirulito ou cortadores com ranhura em T, são obrigados a alcançar sob a obstrução cortando lateralmente ou em ângulo
-
2. Por que são 4- e máquinas CNC de 5 eixos, muitas vezes necessárias para usinagens complexas de corte inferior?
Embora cortes inferiores simples (como slots T) pode ser feito em uma máquina de 3 eixos usando ferramentas especiais, 4- e máquinas CNC de 5 eixos são necessários para rebaixos complexos porque permitem que a peça ou a ferramenta girar e inclinar. Esta capacidade multieixo:
-
Melhora o acesso: Permite que a ferramenta se aproxime do corte inferior de vários ângulos sem obstrução.
-
Reduz o tempo de configuração: Recursos complexos podem ser usinados em uma única configuração, eliminando a necessidade de refixação manual e reduzindo erros cumulativos.
3. Qual é a principal vantagem funcional de um corte inferior em cauda de andorinha?
A principal vantagem funcional de um corte inferior em cauda de andorinha é travamento mecânico e retenção. Porque o sulco se alarga (torna-se mais amplo) em sua base, cria uma forma de cunha. Quando um recurso de cauda de andorinha correspondente é inserido, fornece uma trava mecânica forte que pode lidar com forças de tensão e cisalhamento, garantindo que os componentes montados sejam mantidos juntos com segurança sem exigir fixadores separados.
4. Qual restrição chave de projeto deve ser evitada para evitar a deflexão da ferramenta durante a usinagem de rebaixo?
Os designers devem evite profundo, cortes inferiores estreitos com longo alcance da ferramenta. Ferramentas de corte inferior (como pirulitos ou cortadores de ranhura em T) geralmente são finos e longos, tornando-as inerentemente menos rígidas do que as fresas de topo padrão. Quando uma ferramenta longa é forçada a penetrar profundamente em um espaço confinado, é altamente propenso a deflexão da ferramenta (flexão). A deflexão leva a dimensões de corte inferiores imprecisas, acabamento superficial ruim (conversa), e aumenta significativamente o risco de quebra da ferramenta.
5. Como os cortes inferiores em relevo melhoram o desempenho do acoplamento de peças rotativas (como eixos e engrenagens)?
Rebaixos de relevo são pequenos recessos adicionados na junção onde o diâmetro do eixo muda ou onde um rolamento/engrenagem se encaixa em um ressalto. A função deles é garantir perfeito, assentos sem estresse da parte de acasalamento. O relevo proporciona folga para que a engrenagem ou rolamento fique assentado precisamente contra o ressalto vertical, prevenindo:
-
Concentração de estresse: Eliminando cantos afiados que podem levar à falha por fadiga.
-
Interferência de ajuste: Garantir que o componente correspondente não chegue ao fundo de um raio de usinagem em vez da superfície plana pretendida.
6. Ao projetar uma ranhura para O-Ring, qual dimensão da ferramenta deve corresponder ao raio e largura da ranhura?
Ao projetar uma ranhura para O-Ring, o largura da ranhura e raio do canto deve ser controlado com precisão. Especializado Cortadores de ranhura para anel de vedação são normalmente usados. A largura da fresa determina a largura da ranhura, e o raio da aresta de corte da ferramenta determina o raio do filete nos cantos inferiores da ranhura. Esta precisão garante que o O-ring esteja assentado corretamente e desempenhe sua função vital de vedação sem ser comprimido ou extrudado sob pressão.
![]()

