
ما هو صب حقن النايلون?
ما هو صب حقن النايلون
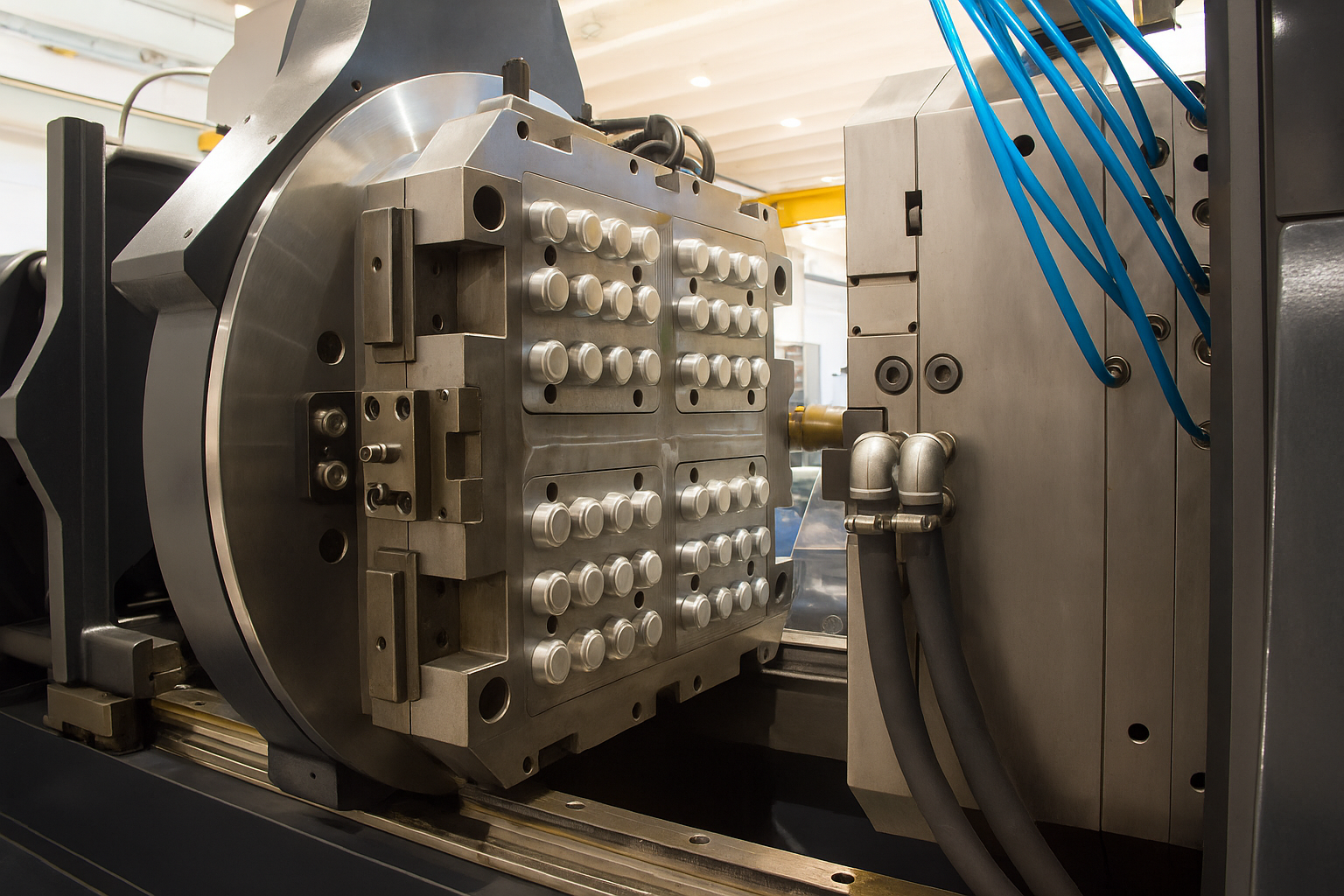
قولبة حقن النايلون هي عملية تصنيع تستخدم النايلون المنصهر - وهو نوع من اللدائن الحرارية الهندسية - لإنتاج دائم, خفيفة الوزن, ومكونات عالية القوة. نايلون, المعروف أيضا باسم مادة البولي أميد (السلطة الفلسطينية), هو بوليمر شبه بلوري يتميز بقوة ميكانيكية ممتازة, ارتداء المقاومة, والاستقرار الكيميائي.
بسبب بلورة عالية, يُظهر النايلون صلابة فائقة, مقاومة التعب, والأداء الحراري. يمكنه تحمل البيئات الصعبة وغالبًا ما يحل محل المعدن في تطبيقات مثل التروس, مهمات الربط, علاقات الكابلات, شفرات المروحة, وأجزاء المضخة.
تشمل أنواع النايلون الأكثر شيوعًا المستخدمة في قولبة الحقن:
نايلون 6 (PA6)
نايلون 66 (PA66)
نايلون 12 (PA12)
النايلون المقوى بالألياف الزجاجية (با-GF)
كل درجة لها خصائص ميكانيكية ومعالجة مميزة, السماح للمهندسين بالتوازن قوة, المرونة, ومقاومة الرطوبة لاستخدامات نهائية محددة.
مزايا صب حقن النايلون
يعد النايلون أحد أكثر اللدائن الهندسية شيوعًا صب الحقن لأنه يجمع قابلية القابلية, أداء, وفعالية التكلفة. فيما يلي فوائدها الرئيسية الموضحة بالتفصيل.
1. لزوجة منخفضة الذوبان
يذوب النايلون بسهولة ويتدفق بسلاسة داخل القالب, حتى من خلال المقاطع الرقيقة أو الأشكال الهندسية المعقدة.
تمكن من إنتاج أجزاء رقيقة الجدران (منخفضة مثل 0.7 مم).
يقلل من ضغط الحقن ويضمن ملء القالب بالكامل.
تقصير أوقات الدورة لإنتاج كميات كبيرة.
2. مقاومة ممتازة للمواد الكيميائية والتآكل
يقاوم النايلون مجموعة واسعة من المواد الكيميائية, مشتمل:
تمييع الأحماض والمحاليل القلوية
الهيدروكربونات, الوقود, والزيوت
المذيبات العضوية مثل الكحولات والهيدروكربونات المهلجنة
إنه معامل احتكاك منخفض ومقاومة التآكل العالية تجعلها مثالية للأجزاء التي تتعرض للتجربة حركة انزلاقية أو دورانية, مثل التروس, البطانات, والمحامل.
3. مقاومة درجات الحرارة العالية
يحافظ النايلون على السلامة الميكانيكية في درجات حرارة مرتفعة.
يمكن أن تعمل درجات النايلون القياسية بشكل مستمر حتى 120-150 درجة مئوية.
يتحمل النايلون المملوء بالزجاج درجات حرارة أعلى قبل أن يصبح طريًا.
هذه الخاصية تجعل النايلون مناسبًا لمقصورات محركات السيارات والآلات الصناعية.
4. التعب ومقاومة التأثير
يمنحه التركيب الجزيئي شبه البلوري للنايلون مظهرًا ممتازًا مقاومة التعب, مما يسمح لها بتحمل دورات الإجهاد المتكررة دون أن تتشقق أو تنكسر.
تصميم الأجزاء باستخدام نصف قطر الزاوية السخية يزيد من تحسين الأداء في ظل الأحمال الدورية.
5. القوة الميكانيكية مقارنة بالمعادن
يُظهر النايلون قوة شد وانثناء عالية, مما يمكنها من استبدال المعدن في العديد من التطبيقات الحاملة.
تعزيز النايلون مع ألياف زجاجية أو حشوات معدنية يزيد من الصلابة واستقرار الأبعاد مع تقليل الزحف تحت الحمل.
إرشادات تصميم صب حقن النايلون
تصميم الجزء المناسب يضمن كلا الأمرين دقة الأبعاد و كفاءة الإنتاج. فيما يلي اعتبارات التصميم الخاصة بالنايلون.
1. سمك الجدار
مُستَحسَن: 0.030-0.115 بوصة (0.76-2.92 ملم)
يحافظ على سمك الجدار موحد لمنع علامات الحوض والتزييف.
التحولات التدريجية (≥15%) بين الجدران المجاورة مثالية.
تجنب الجدران أكثر سمكا من 6 مم, لأنها تزيد من وقت التبريد وقد تحبس الفراغات.
نايلون لزوجة منخفضة الذوبان يسمح بجدران أرق من العديد من اللدائن الحرارية الأخرى مع الحفاظ على قوة الجزء.
2. نصف القطر والزوايا
تجنب الزوايا الحادة التي تخلق تركيزات التوتر.
الحد الأدنى لنصف القطر: 0.5 مم.
نصف القطر الأمثل: ≈75% من سمك الجدار الاسمي للحصول على أفضل أداء التعب.
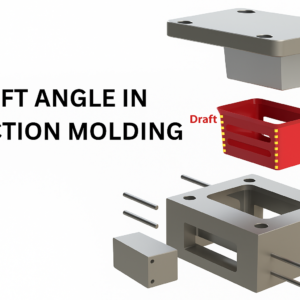
3. زوايا المشروع
يسمح سطح النايلون الناعم والاحتكاك المنخفض بالحد الأدنى من المسودة.
0.5°–1° لكل جانب يوصى به لتخفيف القذف وتقصير أوقات الدورة.
الأسطح المسطحة (على سبيل المثال, التروس) يمكن في بعض الأحيان أن يتم تشكيلها باستخدام لا يوجد مشروع.
4. التسامح جزء
النايلون لديه معدل انكماش أعلى (0.5%–2%) من العديد من المواد البلاستيكية, مما يجعل التحكم في الأبعاد أمرًا صعبًا.
الإدارة الدقيقة لدرجة حرارة القالب تقلل من التباين.
تظهر الدرجات المملوءة بالزجاج انكماشًا أقل وثباتًا محسنًا.
يضمن التكييف اللاحق للرطوبة الذي يتم التحكم فيه الدقة على المدى الطويل.
خصائص مادة النايلون

خصائص مادة النايلون
فيما يلي خصائص المواد النموذجية للعديد من درجات النايلون:
| ملكية | نايلون 11 | نايلون 12 | نايلون 46 | نايلون 66 | نايلون 66 30% فرنك غيني |
| كثافة (جم/سم3) | 1.04 | 1.31 | 1.20 | 1.17 | 1.38 |
| الانكماش الخطي (سم/سم) | 0.0083 | 0.0069 | 0.019 | 0.0139 | 0.0044 |
| صلابة روكويل (ر) | 107 | 98 | 95 | 114 | 117 |
| قوة الشد (MPa) | 37.1 | 46.1 | 73.9 | 72.5 | 155 |
| استطالة عند الاستراحة (%) | 119 | 67 | 43 | 47 | 4 |
| معامل الانثناء (المعدل التراكمي) | 0.95 | 5.66 | 2.64 | 3.09 | 7.96 |
| درجة حرارة التجفيف (درجة مئوية) | 90 | 93 | 94 | 81 | 82 |
| درجة حرارة الذوبان (درجة مئوية) | 261 | 224 | 303 | 279 | 285 |
| درجة حرارة العفن (درجة مئوية) | 49 | 71 | 103 | 75 | 86 |
الوجبات الرئيسية: ميزان النايلون قوة الشد العالية, صلابة, والمرونة يجعلها مثالية للمكونات الحاملة. لكن, بسبب طبيعة استرطابي, يجب أن يكون النايلون يجفف جيدا قبل المعالجة.
معلمات عملية صب حقن النايلون
يضمن التحكم في معلمات المعالجة جودة الجزء المتسقة ودقة الأبعاد.
1. اللزوجة
النايلون لديه لزوجة منخفضة الذوبان, تمكين ملء القالب بسرعة من خلال قنوات رقيقة أو معقدة.
يؤدي ذلك إلى تقليل أوقات الدورات ولكنه يتطلب ضغطًا دقيقًا وتحكمًا في السرعة لمنع الوميض.
2. التحكم في الرطوبة
يمتص النايلون الرطوبة الجوية بسهولة.
الرطوبة الزائدة تسبب الفراغات, تباعد, وهشاشة.
محتوى الرطوبة الأمثل: 0.15–0.20%.
النايلون الجاف عند 80-90 درجة مئوية لمدة 3-6 ساعات قبل صب.
3. التحكم في درجة الحرارة
ارتفاع درجة حرارة العفن → زيادة التبلور والقوة.
عالية جدًا (فوق 330درجة مئوية) → خطر التدهور الحراري وتغير اللون.
نطاق المعالجة النموذجي:
درجة حرارة البرميل: 260-290 درجة مئوية
درجة حرارة العفن: 70-90 درجة مئوية
4. ضغط الحقن
نطاق نموذجي: 700– 1400 بار (10,000-20,000 رطل لكل بوصة مربعة).
ضغط منخفض → لقطات قصيرة, خطوط متماسكة, الانتهاء من سوء السطح.
ارتفاع الضغط → فلاش, صفحة الحرب, أو تشويه الأبعاد.
يضمن تحديد الضغط المناسب كثافة موحدة والحد الأدنى من الضغط الداخلي.
5. سرعة الحقن
تعمل سرعات الحقن العالية على تقليل وقت الدورة وخطوط اللحام.
لكن, السرعة المفرطة يمكن أن تسبب تسخين القص و علامات حرق.
إن زيادة السرعة التي يتم التحكم فيها هي الأفضل بالنسبة لأجزاء النايلون ذات الجدران الرقيقة.
6. الغاز والتنفيس
يولد صب النايلون الغازات أثناء حقن الذوبان.
سوء التهوية يسبب الفراغات, حروق, وملء غير كامل.
توفير أعماق تنفيس حولها 0.02-0.04 ملم بالقرب من حواف التجويف.
7. انكماش
نطاق نموذجي: 0.5–2%, حسب الدرجة ومعدل التبريد.
تسيطر عليها:
ارتفاع درجات حرارة العفن (تقليل الانكماش).
سمك الجدار موحد.
تقوية الزجاج (يقلل من تزييفها).
العيوب الشائعة في قوالب حقن النايلون وحلولها
| عيب | السبب المحتمل | الحل الموصى به |
| علامات التناثر | الرطوبة الزائدة | المواد الجافة مسبقًا بشكل صحيح |
| وامض | الضغط الزائد أو قوة المشبك منخفضة | ضبط ضغط الحقن, فحص ملاءمة القالب |
| تزييف | التبريد غير المتساوي أو سمك الجدار | تحسين تصميم القالب وتخطيط التبريد |
| لقطات قصيرة | انخفاض سرعة الحقن أو مشكلة التنفيس | زيادة السرعة, تحسين التنفيس |
| تغير اللون | ارتفاع درجة الحرارة أو التدهور | انخفاض درجة حرارة الذوبان, ضمان نقاء المواد |
تطبيقات صب حقن النايلون
تُستخدم الأجزاء المصبوبة من النايلون في العديد من الصناعات نظرًا لمزيجها من قوة, صلابة, ومقاومة الحرارة.
السيارات: التروس, البطانات, مراوح المبرد, موصلات خط الوقود
كهربائي & إلكترونيات: روابط الكابلات, العوازل, العلب الطرفية
بضائع المستهلكين: علب الأدوات الكهربائية, مكونات الجهاز
معدات صناعية: رمان, بكرات, السحابات الميكانيكية
الفضاء الجوي: تجهيزات داخلية خفيفة الوزن, اقواس, مقاطع
أفضل الممارسات لقولبة حقن النايلون الناجحة
تخزين كريات النايلون في حاويات محكمة الإغلاق لمنع امتصاص الرطوبة.
دائماً مادة جافة قبل صب.
يحافظ على تبريد موحد لتقليل تزييفها.
يستخدم درجات مملوءة بالزجاج للتطبيقات عالية القوة أو الدقة.
يتقدم التحكم في درجة الحرارة والضغط أثناء صب.
خاتمة
يجمع صب حقن النايلون بين قوة اللدائن الهندسية وتعدد استخدامات اللدائن الحرارية. عند معالجتها بشكل صحيح, يسلم النايلون أداء استثنائي, متانة, والدقة, مما يجعلها مادة مفضلة لكل من التطبيقات الصناعية والاستهلاكية.
التحكم السليم في رُطُوبَة, درجة حرارة, والضغط, جنبا إلى جنب مع ذكي ممارسات التصميم, يضمن أجزاء من النايلون عالي الجودة يمكنها حتى استبدال المكونات المعدنية.
الأسئلة الشائعة
- ما هو أفضل نوع من النايلون للقولبة بالحقن؟?
نايلون 6 والنايلون 66 هي الأنواع الأكثر استخدامًا. نايلون 66 يوفر قوة أعلى ومقاومة درجات الحرارة, بينما النايلون 6 يوفر تشطيبًا أفضل للسطح ومرونة. - لماذا يجب تجفيف النايلون قبل القولبة بالحقن؟?
لأن النايلون استرطابي, فهو يمتص الرطوبة من الهواء. الرطوبة في الراتنج يمكن أن تسبب فقاعات, تباعد, والتدهور أثناء صب. - يمكن أن يحل النايلون محل الأجزاء المعدنية في التجميعات الميكانيكية?
نعم. مع تعزيز الألياف الزجاجية, يمكن أن يحقق النايلون قوة شد مماثلة للألمنيوم, مما يجعلها بديلاً خفيف الوزن وفعالاً من حيث التكلفة. - ما هي التحديات الشائعة عند صب النايلون?
وتشمل التحديات الرئيسية امتصاص الرطوبة, انكماش, تزييف, والحفاظ على التحمل الضيق بسبب معدلات الانكماش العالية. - كيف يمكنك تقليل الانكماش في صب حقن النايلون?
استخدام درجات حرارة العفن أعلى, سمك الجدار موحد, والدرجات المملوءة بالزجاج. يساعد التبريد المتحكم فيه أيضًا على منع الالتواء.
اقرأ المزيد:
نصائح لتصميم مقاطع للأجزاء البلاستيكية
5 الأشياء التي تحتاج إلى معرفتها حول صب الحقن البلاستيكي
كل شيء عن أساسيات صب حقن البلاستيك
كل ما تحتاج لمعرفته حول صب حقن البولي?
![]()
1 فكرت في "صب حقن النايلون: تصميم, عملية, ودليل المواد للمهندسين”