
Bavarder usinage est un problème commun mais sérieux qui affecte la productivité, qualité, et la durée de vie de l'équipement dans la fabrication moderne. Il apparaît sous forme de vibration indésirable entre l'outil de coupe et la pièce pendant les opérations d'usinage telles que le fraisage, tournant, ou forage.
Alors qu'un certain niveau de vibration est inévitable, Un bavardage excessif ou incontrôlé peut entraîner des défauts de surface, imprécisions dimensionnelles, durée de vie de l'outil raccourci, Et même des dommages à l'équipement CNC coûteux. Pour maintenir des normes élevées de précision et d'efficacité, Les machinistes et les ingénieurs doivent comprendre ce qui provoque des bavardages, Comment il se manifeste, et les meilleures pratiques pour l'empêcher ou le minimiser.
Ce guide fournit un aperçu détaillé des bavardages d'usinage - ses types, conséquences, et des techniques éprouvées pour l'éviter dans des contextes professionnels.
Qu'est-ce que le bavardage dans l'usinage?
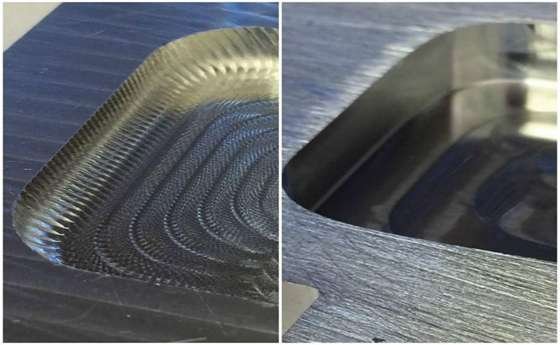
Le bavardage fait référence au cyclique, Vibration à haute fréquence qui se produit entre l'outil de coupe et la pièce pendant l'usinage. Contrairement aux vibrations de fond mineures, Le bavardage est plus intense, Souvent audible, et produit un schéma notable de marques à la surface de la partie. Il se produit généralement lorsque l'outil et la pièce résonnent à une fréquence qui amplifie leur mouvement relatif.
Caractéristiques clés
Irrégulier, marques répétitives (marques de bavardage) sur la surface usinée.
Des sons «crier» ou «hurlements» distinctifs pendant l'opération.
Comportement de coupe instable et précision dimensionnelle réduite.
Causes de bavardage
Déflexion de l'outil ou de la pièce.
Outil incorrect ou pièce de travail.
OUTIL excessif surplomb ou mauvaise rigidité.
Vitesse de coupe inappropriée ou profondeur de coupe.
Outils ou machines usées.
Un bavardage peut se produire à n'importe quel stade du parcours d'outils mais est particulièrement courant dans les opérations impliquant des coins pointus, parois minces, ou long, parties minces.
Types de bavardages dans l'usinage
Les bavardages peuvent généralement être classés en deux types principaux, chacun avec des causes et des méthodes de contrôle uniques.
Bavardage
Le bavardage d'outils provient des vibrations dans l'outil de coupe lui-même. Cela se produit souvent lorsqu'un long outil s'étend loin du support (surplomb excessif), le rendre plus sujet à la flexion.
Symptômes
Bruit audible pendant la coupe.
Finition de surface irrégulière.
Usure d'outil précoce ou écaillage.
Causes typiques
Outillage trop étendu.
Vitesses de coupe élevées avec une rigidité insuffisante.
Géométrie ou matériau de l'outil inadéquat.
Exemple
En fraisage CNC, L'utilisation d'un moulin à extrémité de 10 mm de diamètre avec 5 fois son diamètre en surplomb peut facilement entraîner un bavardage d'outils pendant le broyage latéral.
Bavardage
Un bavardage de pièce se produit lorsque l'usiné par la pièce n'est pas correctement sécurisé ou est intrinsèquement flexible (par exemple., parties à parois minces ou longues). Comme des forces de coupe sont appliquées, La pièce commence à vibrer et reflète ces forces dans l'outil, provoquant l'instabilité.
Symptômes
Les marques de bavardage près des points de serrage.
Variation dimensionnelle.
Vibration ressentie sur la table de la machine.
Causes typiques
Mauvais serrage.
Pièces flexibles ou mal soutenues.
Méthode de travail inappropriée.
Exemple
Lorsque vous tournez un long arbre en aluminium sans impasse ni repos régulier, L'arbre peut vibrer, conduisant à un bavardage et à des coupes inégales.
Quelles sont les conséquences du bavardage dans l'usinage?
Les bavardages peuvent sembler un problème au niveau de la surface à première vue, Mais ses effets sont d'une grande portée:
Life d'outil réduit
Les bavardages provoquent des outils pour vibrer de façon imprévisible, Créer des charges inégales qui accélèrent l'usure. Les outils peuvent puce, casser, ou devenir terne beaucoup plus rapidement que prévu.
Impact
Augmentation du coût d'outillage.
Les changements d'outils fréquents perturbent la productivité.
Constitution inférieure entre les pièces.
La durée de vie de la machine réduite
Les vibrations persistantes mettent une contrainte sur les roulements de la machine, broche, et systèmes de mouvement linéaire. Au fil du temps, Cela peut entraîner un désalignement, excès de réaction, ou même une défaillance mécanique complète.
Impact
Entretien ou réparation imprévu.
ROI à long terme réduit sur l'équipement CNC.
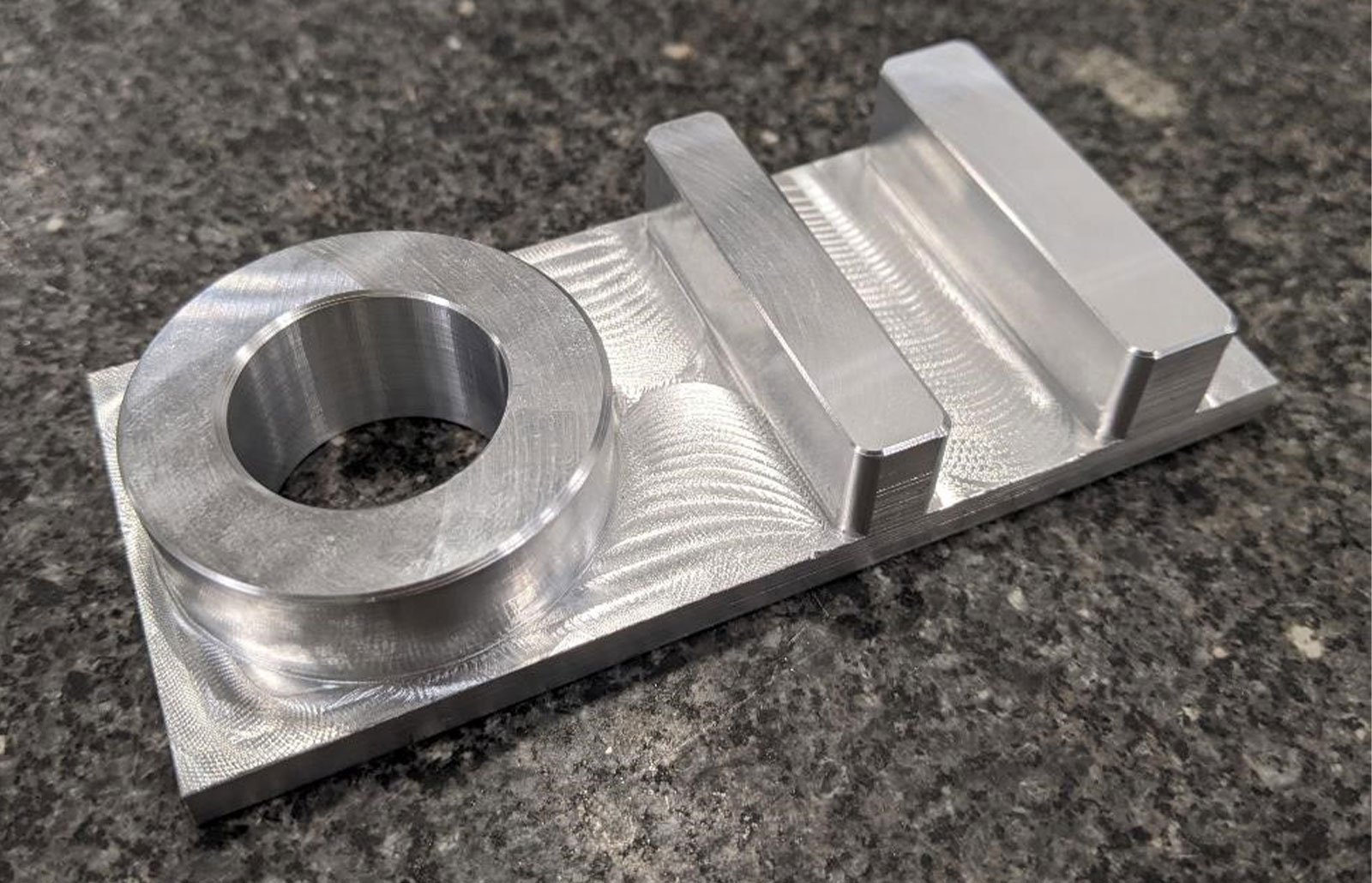
Mauvaise finition de surface
Les marques de bavardages laissent des motifs et des crêtes inégaux à la surface d'une pièce. Cela signifie souvent que la pièce aura besoin de retravail ou de polissage, ce qui ajoute au temps de production et au coût.
Impact
Pièces rejetées ou processus de finition supplémentaires.
Réduction des performances ou de l'apparence du produit.
Inexactitude dimensionnelle
Quand le bavardage se produit, L'outil peut ne pas suivre le parcours d'outils programmé avec précision. Cela conduit à des erreurs dimensionnelles qui affectent l'ajustement, formulaire, et fonction - particulièrement problématique dans les industries de haute précision.
Impact
Parties hors de la tolérance.
Fiabilité ou convivialité réduite des produits.
Comment éviter ou minimiser les bavardages dans l'usinage?

La prévention des bavardages implique d'optimiser divers aspects du processus d'usinage. Voici comment le minimiser efficacement:
Optimiser la stratégie d'usinage
Utilisez les parcours d'outils d'engagement constant Pour réduire les fluctuations de charge.
Réduire la profondeur de coupe ou augmenter la vitesse d'alimentation à une force radiale plus faible.
Ajuster la vitesse de la broche de 5 à 10% pour s'éloigner des fréquences de résonance (Aussi appelé "Sweet Spot Tuning").
Utilisez des fonctionnalités du logiciel CAM comme la «vitesse de broche variable» pour aider à perturber la fréquence des bavardages.
Adopter la bonne solution
Utiliser des luminaires, apparaître, ou des tables d'aspirateur qui fournissent une entreprise, serrage uniforme.
Évitez de serrer les pièces minces à une seule extrémité - utilisez des supports ou des matériaux de remplissage pour augmenter la rigidité.
Considérez un tige ou un repos régulier lorsque vous tournez de longs arbres.
Pour des pièces délicates, Utilisez des mâchoires douces ou des coussinets d'amortissement pour répartir la pression sans déformation.
Utilisez le bon outil de coupe
Revêtement d'outil: Réduit la chaleur et les frictions, permettre des coupes plus lisses.
Surplomb plus court: Utilisez toujours l'extension la plus courte possible.
Géométrie de l'outil: Utilisez des outils plus nets pour les matériaux souples, et des géométries plus fortes pour les matériaux durs.
Outils en carbure solides Offrir une meilleure rigidité et un amortissement des vibrations par rapport au HSS.
Conseil: Si vous utilisez plusieurs outils, Commencez par l'outil le plus solide pour rugueux, puis passer à des outils plus fins pour la finition.
Déterminez le parcours d'outils idéal
Moulin vers le bas (grimpage) réduit souvent les vibrations par rapport à (vers le haut) fraisage.
Aligner les forces de coupe sur la direction de la travail pour éviter la déviation.
Pour des pièces minces ou flexibles, Évitez les chemins d'engagement complets - Utilisez un briquet, Progressive passe à la place.
Configuration et maintenance de la machine
Installer des machines sur solide, fondations (de préférence en béton armé).
Utiliser des coussinets de nivellement, ancres, ou supports d'isolement.
Inspectez régulièrement les roulements usés, vis desserrées, ou guides endommagés.
Gardez tous les logiciels et le micrologiciel du contrôleur mis à jour pour le meilleur comportement de la machine.
HAUTS Aide à fournir des solutions d'usinage efficaces
Le bavardage est l'un des nombreux défis de l'usinage CNC, Et il faut de l'expérience pour le résoudre efficacement. Chez TOPS, Nous nous spécialisons dans l'usinage de précision et avons sur 20 Des années d'expérience dans la livraison de pièces haute performance, même dans les conditions les plus difficiles.
Que cela vous aide à optimiser la conception des pièces, Sélectionnez le meilleur outillage, ou améliorer la stabilité du processus, Notre équipe est prête à aider:
DFM en temps réel (Conception de la fabrication) retour
Stratégie de parcours d'outils personnalisé
Mison et virage CNC de haute précision
Livraison fiable et assurance qualité
Téléchargez votre fichier CAO dès aujourd'hui et obtenez un devis gratuit avec un support expert pour éviter les problèmes d'usinage avant de se produire.
Conclusion
Le bavardage dans l'usinage est plus qu'un simple bruit - c'est un signe que votre processus a besoin d'amélioration. En identifiant ses causes et en utilisant les bonnes techniques, Les fabricants peuvent réduire les vibrations, Améliorer la finition de la surface, Protéger les outils et les machines, et augmenter la qualité globale de la production.
Faites attention à votre configuration, Optimisez vos conditions de coupe, Et n'hésitez pas à demander de l'aide d'experts. Un environnement d'usinage bien contrôlé surclassera toujours celui en proie à des bavardages.
FAQ
- Que sont les marques de bavardages dans l'usinage?
Les marques de bavardage sont répétitives, Modèles de surface irréguliers causés par les vibrations de l'outil ou de la pièce pendant la coupe. Ils apparaissent généralement comme des ondulations ou des vagues. - Ce qui provoque un bavardage dans l'usinage?
Le bavardage est causé par la résonance, Conditions de coupe instables, mauvaise travail, surplombs à outil long, ou outils usés. - Comment identifier les bavardages dans l'usinage?
Il est généralement identifié par un bruit hurlant fort et des motifs ondulés visibles sur la surface de la pièce. Les machinistes qualifiés le reconnaissent souvent par le son seul. - Comment supprimer les marques de bavardages d'une partie?
Vous pouvez les retirer en re-mecant avec une configuration stable, polir la surface, ou modifier les paramètres de coupe pour réduire les vibrations. - Le bavardage peut-il être complètement éliminé?
Dans certains cas, Les vibrations mineures sont inévitables. Cependant, avec des stratégies de configuration et d'usinage appropriées, Un bavardage significatif peut être minimisé ou éliminé entièrement.
En savoir plus:
Normes de rugosité de surface et méthodes d'inspection
Guide complet du vice machiniste
![]()

