De cet article, Vous apprendrez tout sur l'alésage dans l'usinage - ce que c'est, comment alourdir un trou étape par étape, Différents types d'alésaux, Problèmes communs, Alésage CNC, et des conseils d'experts pour obtenir des tolérances de trous et des finitions de surface parfaites. Idéal pour les ingénieurs et les professionnels de la fabrication.
Qu'est-ce que l'alésage?
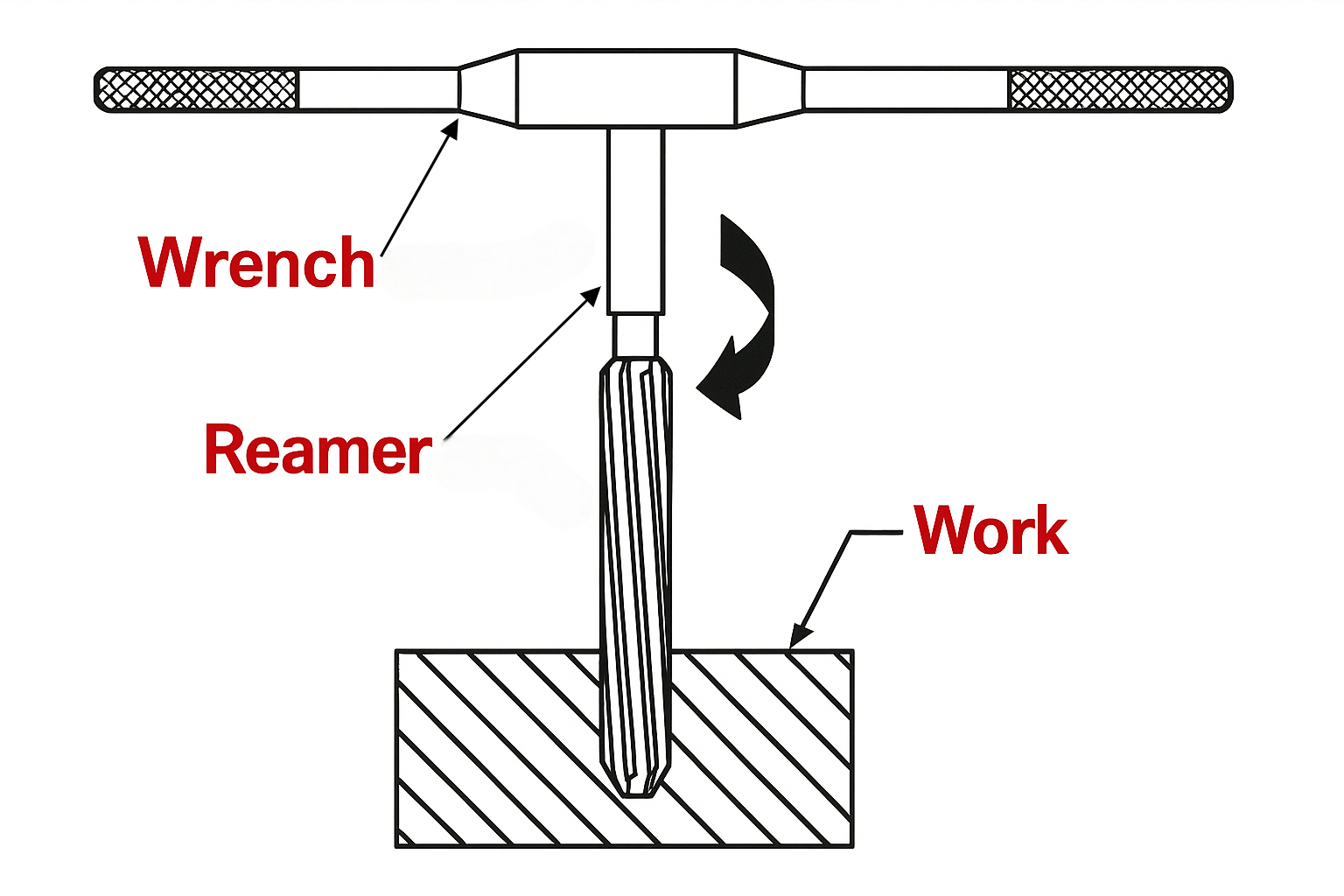
L'alésage est le processus de élargir un trou existant avec un outil de précision appelé un fraise Pour obtenir une finition de haute qualité et des tolérances étroites. C'est une opération de finition - pas pour éliminer une tonne de matériaux, Mais pour composer la précision et la douceur. Pensez-y comme lisser les bords rugueux après avoir sculpté un chef-d'œuvre.
Voici comment ça marche: Un alésoir est inséré dans un trou pré-percé et tourné - généralement à une vitesse plus lente qu'un foret - pour se raser juste assez de matériau pour rendre le trou plus rond, plus lisse, Et exactement la bonne taille. Il est souvent utilisé dans travail des métaux, Mais il est également appliqué aux plastiques et aux matériaux composites.
Cet outil n'agit pas comme un broyeur ou un exercice typique - il coupe plus précisément et régulièrement le long de ses bords cannelés. La quantité de matériau supprimée pendant l'alésage est généralement très petite, souvent entre 0.1 mm à 0.3 mm (ou à peu près 0.004 à 0.012 pouces). C'est la précision qui compte.
Les outils d'alésage peuvent être manuel (alésoir à la main) ou à la machine (Chuck ou CNC RAMERS) Selon le travail. Alors que vous pourriez voir aléir dans de petits ateliers, Il est largement utilisé dans aérospatial, automobile, et fabrication les industries où les ajustements exacts ne sont pas négociables.
Comment alourdir un trou: Un guide étape par étape
Étape 1: Fixez la pièce à travailler
Avant quoi que ce soit d'autre, Verrouillez votre pièce. S'il se déplace même légèrement pendant le processus d'alésage, Vous êtes dans un monde de problèmes. Utiliser apparaître, pinces, ou des luminaires Pour s'assurer que la pièce est solide. Plus la prise, Plus le résultat est précis.
Étape 2: Percer le trou initial
Vous ne pouvez pas simplement enfoncer un alésoir dans les matières premières et vous attendre à des résultats. Commencez par un trou percé. Pour la pointe: percevoir le trou 2-4% plus petit que votre diamètre final souhaité. Pour les matériaux plus doux, Utiliser un 4% sous-dits; pour les plus difficiles, aller avec 2%.
Étape 3: Choisissez la bonne taille d'alésoir
Choisissez un alésoir qui correspond au Diamètre final exact vous ciblez. Si vous alsiez un 10 trou mm, Vous avez besoin d'un 10 MM REAMER—pas 10.1 mm, pas 9.9 mm. Les alés-éléments sont non réglable (Sauf si vous utilisez un type spécial), Il est donc essentiel de choisir le bon.
Étape 4: Appliquer une vitesse correcte, Alimentation, et lubrification
Plus lent est mieux ici. Utiliser la moitié du tr / min vous avez utilisé pendant le forage et Deux fois le taux d'alimentation. Les outils d'alésage sont conçus pour des aliments plus élevés mais une vitesse inférieure. N'oubliez pas d'utiliser Couper de l'huile ou du liquide de refroidissement- Cela réduit la chaleur et améliore la finition.
Étape 5: Exécuter le processus d'alésage
Insérez le RAMER lentement dans le trou pendant qu'il tourne. Garder un constant, Même la pression. Ne le forcez pas. L'outil fera le travail. Lorsque vous atteignez le fond, ne reversez pas- Éteignez simplement la machine et retirez soigneusement l'outil directement.
Étape 6: Touches finales et nettoyage
Déburr le haut et le bas du trou avec un outil de contre-digne, et nettoyer le trou avec de l'air comprimé ou une brosse. Vérifiez le diamètre avec un micromètre ou une jauge de fiche pour confirmer votre travail. Bien fait, Le résultat devrait être un miroir, trou de la taille d'une précision.
Quel est le but de l'alésage?
Précision dimensionnelle
Le but principal de l'alésage est pour atteindre une précision dimensionnelle. Lorsqu'un projet appelle un trou qui est exactement 10.00 mm, Un foret seul seul ne le coupera souvent pas. Cela pourrait vous laisser avec 9.95 mm ou 10.08 mm -, mais pas parfait. Alémer les ponts cet écart.
Parce que les alésus sont fabriqués à des tolérances étroites elles-mêmes, Ils peuvent produire de manière fiable des diamètres de trou avec des tolérances aussi serrées que ± 0,005 mm (± 0,0002 po). Ce niveau de précision est inestimable dans les parties qui doivent s'adapter avec presque pas de marge de manœuvre - comme dans aérospatial, robotique, ou implants médicaux.
Amélioration de la finition de surface
Un autre avantage énorme de l'alésage? Le état de surface. Les trous qui sont forés ou ennuyés pourraient avoir l'air bien à l'œil nu, Mais au microscope (ou sous le stress), Les surfaces internes rugueuses peuvent provoquer des frictions, porter, ou échec.
L'alésage produit des surfaces avec Une finition aussi bien que RA 0.2 µm, en fonction de l'alésoir et du matériel. Cette douceur n'est pas seulement une question d'esthétique - il s'agit de réduire les frictions, Empêcher la corrosion, et Assurer la fiabilité à long terme des composants assemblés.
Contrôle de tolérance au trou
La tolérance aux trous n'est pas seulement une spécification fantaisie dans un manuel - c'est le plan de la façon dont les pièces s'associent. UN Ajustement de la presse, Par exemple, pourrait nécessiter une tolérance au trou de +0.0000 dans / -0.0005 dans. L'alésage est souvent la seule méthode qui peut constamment atteindre ces tolérances, Surtout dans des métaux plus durs comme l'acier ou le titane.
Cela rend l'alésage essentiel dans Fabrication de chaîne de montage, où la cohérence est la clé. Que vous fassiez 10 ou 10,000 parties, Un alésoir aide à s'assurer Chaque trou est identique- Pas de supposition, Pas de surprise.
Différents types d'alésaux

Alésoir à la main
Ce sont vos go-tos manuels. Les alésus de main ont un léger cône sur la pointe pour les aider à se concentrer dans le trou. Ils sont idéaux pour les emplois où la précision est importante, mais une alésage en machine n'est pas possible.
Machine (Mandrin) Alésus
Utilisé avec des tours, presses à perceuses, ou des mouches, Les alésages de machines sont conçus pour cohérence, opérations à grande vitesse. Ils sont votre meilleur pari pour production de masse et tolérances étroites.
Alésoir
Ce sont des alésieurs de grand diamètre utilisés avec arbores de réamours de coquille. La conception de la coque permet Remplacement facile d'outils usés, Économiser de l'argent au fil du temps - parfait pour aléir de gros trous dans les environnements de production.
Alésoir en carbure
Lorsque vous avez affaire à des matériaux difficiles comme acier inoxydable ou titane, Les alares en carbure sont votre meilleur ami. Ils durent plus longtemps et coupent plus en plus grâce à leurs bords de coupe durs.
RAMEAUX RÉGLABLES
Besoin de flexibilité? Ces alésages ont des lames mobiles pour que vous puissiez légèrement modifier le diamètre. Ils sont utiles lorsque les tolérances sont serrées, Mais vos tailles de trous pré-percées varient.
Alésus flottants
Ceux-ci sont utilisés dans les configurations CNC où les problèmes d'alignement pourraient causer des problèmes. Ils «flottent» légèrement dans la broche, compenser désalignement mineur et assurer une coupe propre.
Des problèmes courants qui se produisent pendant l'alésage
Trous sous-dimensionnés ou surdimensionnés
L'un des maux de tête les plus courants pendant l'alésage est de se retrouver avec des trous qui sont soit trop serrés ou trop lâches. Un trou sous-dimensionné peut résulter de l'utilisation d'un alésoir qui n'a pas été correctement maintenu ou lorsque le REAMER frotte simplement le matériau au lieu de le couper proprement. Cela arrive beaucoup quand le REAMER est terne, ou il ne reste plus de stock du processus de forage pour couper efficacement.
À la main, trous surdimensionnés sont généralement causés par un désalignement ou une usure excessive d'outils. Si le REAMER n'est pas correctement aligné avec le trou percé, ou s'il vacille en raison du run-out de la broche, Vous verrez probablement un trou plus grand que prévu. Cela peut également se produire si le Le taux d'alimentation est trop agressif ou si la vibration n'est pas correctement contrôlée.
Problèmes de bavardage et de vibration
Rien ne ruine un travail d'alésage comme bavarder—Ce son irritant d'un outil vibrant mangeant dans votre matériau. Ça ne sonne pas mauvais; il provoque des défauts visibles. La finition de surface s'avère rugueuse, et dans des cas graves, il peut endommager le RAMER lui-même. Les bavardages résultent généralement d'un manque de rigidité de la machine, surplomb d'outils excessifs, ou paramètres de vitesse et d'alimentation inappropriés.
Pour éviter cela, Gardez la configuration serrée, Minimiser le surplomb du REAMER, et utiliser lubrification appropriée. L'augmentation du taux d'alimentation légèrement ou la vitesse de réduction aide souvent à réduire les bavardages. Aussi, Assurez-vous que votre machine est en bon état sans jeu ni contrecoup.
Breakage et usure des outils
La vie de l'outil est une préoccupation majeure dans l'alésage des opérations. Si vous remarquez usure prématurée, Cela pourrait être dû à plusieurs raisons:
Alimentation / vitesse incorrecte
Matériel de mauvaise qualité
Lubrification insuffisante
Alémer trop de matériel
Un alsier usé ne coupera pas avec précision et peut même se briser à l'intérieur du trou, Créer un gâchis coûteux et long. Pour éviter cela, Inspectez régulièrement vos outils et les régride ou les remplacer si nécessaire.
Conseils et précautions pour les opérations d'alésage

Gérer les réglages de flux et de vitesse
Parlons des numéros. L'alésage nécessite généralement Vitesses plus lentes et aliments plus élevés que le forage. En règle générale:
RPM: Demi-tiers de votre vitesse de forage
Taux d'alimentation: 2x le flux utilisé pour le forage
Cela garantit que le REAMER ne se contente pas de burnish le trou mais en fait coupures le matériau. Aller trop lent peut provoquer un frottement, tandis que une vitesse excessive peut entraîner des bavardages et de mauvaises finitions.
Assurer l'alignement de l'outil approprié
L'alignement parfait n'est pas négociable. Si votre alésoir n'est pas parfaitement concentrique avec le trou, le résultat sera tout sauf précis. Vous vous retrouverez souvent avec trous de bouche ou finitions effilées. Le désalignement est généralement causé par:
Broches usées
Chucks ou collets mal alignés
Configuration de la pièce inappropriée
Pour résoudre ceci, Vérifiez l'étalonnage de votre machine et utilisez détenteurs de réapprovisionneurs flottants Si votre configuration n'est pas assez rigide.
Maintenance des outils et regring
N'attendez pas que votre alésoir échoue avant de penser à la maintenance. Au fil du temps, Les bords de coupe deviennent ternes, Et un alsier terne signifie de mauvaises performances. Regring le chanfrein (Le coup de pointe) peut prolonger considérablement la durée de vie de l'outil, Mais ça doit être fait avec soin. Chaque flûte doit être aiguisée uniformément, ou vous risquez de couper un trou surdimensionné ou ovale.
Il est préférable de suivre Heures d'utilisation de réamours et planifier la maintenance en conséquence. N'essayez jamais d'aiguiser un alésoir à la main à moins que vous ne soyez formé pour le faire.
Éviter les bavardages et les mauvaises finitions
Le bavardage est un tueur de finition de surface. Outre les réglages de vitesse / alimentation appropriés, Voici quelques façons de l'empêcher:
Gardez votre machine et configurez rigide
Utiliser outils plus courts avec moins de surplomb
Assurez-vous que votre alésoir s'adapte parfaitement dans le titulaire
Ne lésinez pas lubrification—Les liquides de coupe aident à réduire les frottements et la température
Aussi, Assurez-vous que vous N'arrêtez pas le REAMER MIDE CUT. Une fois commencé, Laissez-le passer tout le long en un seul mouvement pour la coupe la plus propre.
Comment déterminer la taille du trou de remise
Directives d'allocation de stock
La taille du trou avant d'aléir - a appelé le diamètre de pré-cou- est critique. Laisser trop peu de bouillon, Et le REAMER ne coupera pas. Quitter trop, Et ça pourrait saisir, bavarder, ou casser. Voici un guide pratique d'allocation de stock:
Pour des trous de moins de 1/4 ": quitter 0.010"
Pour les trous autour de 1/2 ": partir 0.015"
Pour des trous sur 1 ": partir jusqu'à 0,025 ″
Pour alésage à la main, réduire cela considérablement à 0.001″ À 0,003 ″, Puisque pousser manuellement l'outil nécessite moins de résistance.
REAMER VS. Règles de base de la taille de la perceuse
Je ne suis toujours pas sûr de la taille à forer avant de faire de l'alésage? Utilisez cette formule simple:
Taille de perceuse = taille de réédition - (2% à 4%)
Choisir 2% sous pour les métaux durs comme l'acier ou le titane. Utiliser 4% sous pour des matériaux plus doux comme l'aluminium ou le plastique. Cela aide à laisser juste la bonne quantité de matériau pour que le REAMER puisse couper proprement sans distorsion.
Par exemple:
Taille de l'alésoir: 10 mm
Fermer la taille de l'acier (2% sous): 9.8 mm
Fermer la taille de l'aluminium (4% sous): 9.6 mm
Suivre ces lignes directrices permet de garantir que votre opération de réduction se termine par un parfait, faire le ménage, et trou précis.
Alésage vs. Ennuyeux vs. Forage: Quelles sont les différences?

Décomposons-le simplement. Ces trois processus traitent tous de la fabrication ou de l'amélioration des trous, Mais chacun a son propre but et outils:
| Fonctionnalité | Forage | Ennuyeux | Alésage |
| But | Créer un trou initial | Agrandir ou aligner le trou | Tir de finition à la taille exacte |
| Outil | Torsion | Bar ou tête ennuyeux | Alésoir à plusieurs flux |
| Matériau retiré | Grande quantité | Montant modéré | Petit, montant précis |
| Finition de surface | Rugueux | Modéré | Excellent |
| Tolérance | ± 0,005 ”ou pire | ± 0,001 ”à ± 0,002” | ± 0,0005 ”ou mieux |
| Utilisé quand | Faire un nouveau trou | Emplacement / taille du trou de fixation | Perfectionner la taille du trou final |
Donc, Quand choisissez-vous chacun?
Utiliser forage Pour démarrer un trou.
Utiliser ennuyeux Pour corriger les erreurs de localisation ou aller plus grand.
Utiliser alésage pour le dimensionnement final et la finition.
L'alésage ne fonctionnera pas sans un trou préexistant - c'est un finition opération, pas un débutant.
Quand choisir une alésage sur l'ennui?
Facteurs favorisant l'alésage
L'alésage est souvent le meilleur choix lorsque:
Vous avez besoin forte productivité—Reaming est plus rapide que l'ennui pour le dimensionnement final.
Votre projet appelle Tolérances serrées et finitions lisses.
Tu as de nombreuses pièces identiques Pour produire - les rameurs offrent une excellente répétabilité.
En revanche, L'ennui est idéal lorsque vous traitez:
UN trou mal aligné ou décalé
La nécessité de Ajuster la taille du trou à la volée
Formes irrégulières ou trous profonds
Scénarios d'application
Voici quelques situations où l'alésage est votre go-to:
Roulements de précision en pièces automobiles ou aérospatiales
Composants médicaux où les tolérances sont critiques
Lignes de montage où la vitesse et l'uniformité sont tout
Pièces en acier durci où ennuyeux peut être trop lent ou rugueux
L'alésage ne consiste pas seulement à couper - il s'agit de couper à droite. Si vous voulez le plus propre, le plus fluide, et trou le plus précis possible, L'alésage est votre réponse.
CNC RAMING expliqué
Qu'est-ce que CNC RAMING?
L'alésage CNC est simplement le processus d'efficacité Commande numérique par ordinateur (CNC) machine. La beauté du CNC RAMING réside dans sa précision et sa répétabilité. Tandis que l'alésage manuel peut introduire de légères incohérences en fonction des compétences de l'opérateur, Alésage CNC Supprime l'erreur humaine de l'équation. Tout est question de précision, automation, et efficacité.
Voici comment ça marche: Une fois un trou pré-percé (Aussi via CNC), La machine est programmée pour passer à un outil d'alésoir et effectuer la passe de finition au prédéfini RPM, vitesse d'avance, et profondeur. Tout est contrôlé numériquement, depuis chemins d'outils à timing de lubrification. Cela signifie que même des pièces complexes avec des dizaines de trous de précision peuvent être achevés rapidement et parfaitement à chaque fois.
La configuration CNC permet de serrer Contrôle de parcours d'outils, Il y a donc moins de risque de désalignement ou de déviation de l'outil. Plus, avec des changeurs d'outils automatiques, Les alésus peuvent être échangés dans et à l'extérieur sans contribution manuelle, en train de relever le processus et de garder les choses cohérentes sur des centaines ou même des milliers de pièces.
CNC alésage dans les industries de haute précision
Dans les industries où la précision est roi -aérospatial, automobile, Équipement médical, électronique—CNC L'alésage n'est pas négociable. Pensez à des composants comme les buses d'injecteur de carburant, implants chirurgicaux, cylindres de moteur, et matériel optique. Ces pièces nécessitent des tolérances dans les microns, que seul l'alésage guidé par CNC peut co-livrer constamment.
CNC RAMING réduit également le risque de retravaille ou de pièces abandonnées, Économiser du temps et de l'argent sur le plancher de production. Avec surveillance en cours et compensation automatique, il assure des corrections en temps réel et moins de surprises.
Fin de compte? Si votre projet exige une sortie ultra-précisée et à volume élevé, CNC RAMING est votre meilleur ami.
Applications industrielles de l'alésage
Industrie automobile
Le secteur automobile repose fortement sur l'alésage pour les pièces qui exigent des tolérances étroites. Depuis alésages de cylindre de moteur à logements de boîte de vitesses, composants de suspension, et guides de soupape, L'alésage aide à s'assurer que les pièces s'assemblent sans fuites ni jouées.
Avec des millions de pièces qui dépassent les lignes de production, La cohérence est essentielle. L'alésage fournit cette cohérence à grande échelle, Donner aux fabricants la confiance que chaque partie se déroulera de manière identique au dernier.
Industrie aérospaciale
Dans aérospatial, Il n'y a pas de place pour l'erreur. Un minuscule inadapté pourrait conduire à des échecs catastrophiques. L'alésage est utilisé pour perfectionner trous de fixation, boîtiers de roulements, Turbo Composants, et assemblages hydrauliques.
Ces pièces doivent non seulement être précises mais aussi léger et durable, ce qui signifie travailler avec des matériaux difficiles comme titane et gêne. L'alésage garantit que ces trous critiques répondent aux spécifications exactes, Même dans les alliages les plus durs.
Fabrication & Lignes de montage
De l'électronique aux équipements lourds, Les usines de fabrication utilisent une alésage sur d'innombrables applications -blocs hydrauliques, inserts de moisissure, bagues de presse, et plus.
Partout où deux composants sont censés être accouplés avec précision - que ce soit l'ajustement de la presse, ajustement des interférences, ou un glissement - vous trouverez une alésage au cœur du processus. Les lignes de montage bénéficient en particulier de alésage à grande vitesse, qui maintient la productivité élevée et les erreurs faibles.
Techniques et innovations avancées dans l'alésage
Alésares enduits
Les outils d'alésage d'aujourd'hui ne sont plus seulement en acier à grande vitesse. Ils sont recouvert avec des matériaux avancés comme Étain (Nitrure de titane), Tialn (Nitrure d'aluminium en titane), ou même carbone en forme de diamant (DLC). Ces revêtements améliorent la vie de l'outil, réduire les frictions, et permettre des vitesses de coupe plus rapides, en particulier utile dans environnements de grande production ou avec matériaux abrasifs.
Ces revêtements aident également lorsque vous alsiez matériaux composites, céramique, ou aciers traités à la chaleur, Là où les alésages traditionnels s'useraient rapidement.
Alésage à grande vitesse
Une alésage à grande vitesse est tout à propos Efficacité sans sacrifier la précision. En optimisant les taux d'alimentation et les vitesses de réduction, Les fabricants peuvent réduire considérablement le temps de cycle. Ceci est particulièrement important dans la production à haut volume, où la sauvegarde de quelques secondes par pièce s'ajoute à des heures - ou même des jours - des gains d'efficacité.
Pour faire cela efficacement, Vous aurez besoin:
Alésages en carbure de haute qualité
Configuration de la machine rigide
Systèmes de livraison de liquide de refroidissement contrôlé
Porte-outils de précision
Quand c'est bien fait, Une alésage à grande vitesse produit finitions de type miroir Même à 2 à 3 fois la vitesse de coupe normale.
Systèmes de surveillance intelligents
Nous entrons maintenant dans l'âge de Industrie 4.0, Et aléir ne se laisse pas laisser derrière. Les machines et outils d'alésage modernes sont intégrés avec systèmes de capteurs Ce moniteur:
Force de coupe
Usure
Vibration (bavarder)
Température
Ces systèmes renvoient les données dans le contrôleur CNC ou MES (Système d'exécution de la fabrication), permettre Réglage des outils en temps réel ou alertes de maintenance. Cela empêche les échecs d'outils avant qu'ils ne se produisent et garantit que vous coupez toujours avec des performances optimales.
Obtenez un service d'usinage de trou parfait
Choisir le bon partenaire d'usinage
Peu importe la qualité de vos connaissances de réduction ou de vos alares, La qualité de la partie finale dépend fortement de Qui fait l'usinage. Trouver le bon partenaire signifie chercher:
Expérimenter Projets de tolérance serrée
Accès à Équipement CNC
Interne outils de contrôle et d'inspection de la qualité
Un bilan dans votre industrie spécifique
Qu'il s'agisse de prototypage ou de production à grande échelle, Le bon partenaire peut s'assurer que vos trous sont parfaitement altérés - chaque fois à chaque fois.
Contrôle et certification qualité
Un grand trou est celui qui est prouvé être parfait, pas seulement supposé. Recherchez des magasins d'usinage qui offrent Contrôles de qualité complets en utilisant:
Coordonner les machines de mesure (MMT)
Alésage des jauges et des micromètres
Rugosité de surface testeurs
Aussi, Certifications Matter. Si vous êtes en aérospatial, automobile, ou champs médicaux, Assurez-vous que votre fournisseur est OIN 9001, AS9100, ou ISO 13485 agréé. Cela garantit que vos pièces ne sont pas simplement faites - elles sont faites droite.
Conclusion
L'alésage est l'une de ces touches finales dans l'usinage qui fait la différence entre adéquat et exceptionnel. C'est le dernier laissez-passer qui apporte de la précision, douceur, et adapté à vos trous percés ou ennuyés. Que vous construisiez des voitures de course, moteurs à fusée, ou bras robotiques, L'alésage garantit que tout s'aligne, ajustement, et fonctionne avec confiance.
Depuis Alésoir manuels à CNC Configuration, et de pièces en acier de base à alliages exotiques, L'alésage prouve sa valeur encore et encore. Mais rappelez-vous - il ne s'agit pas seulement de l'outil. Il s'agit de comprendre le processus, en utilisant les bonnes vitesses et les aliments, Assurer un alignement parfait, et maintenir correctement vos outils.
Quand c'est bien fait, L'alésage peut élever la qualité de votre jeu d'usinage et faire passer vos composants de bon à sans faille.
FAQ
1. Quelles sont les principales utilisations d'un alésoir?
Les alés-élévateurs sont habitués à Finition et taille trous pré-percés, Fournir des surfaces internes plus lisses et des tolérances dimensionnelles plus étroites pour les pièces d'accouplement.
2. Pouvez-vous réduire un trou sans forage en premier?
Non. L'alésage nécessite un trou existant. C'est un opération de finition, Pas un processus de coupe primaire. Le forage ou l'ennui passe en premier.
3. Combien de matériel doit être laissé pour aléir?
Typiquement, partir 0.010"À 0,015" de matériau pour alésage de machine. Pour les petits trous, autour 0.003"À 0,006" est suffisant.
4. Ce qui provoque un bavardage pendant l'alésage?
Le bavardage est causé par Vibrations de la machine, surplomb d'outils, Vitesse / alimentation inappropriée, et manque de rigidité dans la configuration. Les réparer les autres aident à réduire ou à éliminer les bavardages.
5. Comment choisir le bon type de réhabilitation?
Choisir en fonction de:
Matériel être coupé (Utilisez du carbure pour les métaux durs)
Taille de trou
Volume de production (Utilisez la machine ou les alares CNC pour un volume élevé)
Tolérances nécessaires
![]()