Cos'è il PEI (Polieterimmide)?

Cos'è il PEI (Polieterimmide)
Polieterimmide (PEI) è un materiale termoplastico tecnico ad alte prestazioni noto per la sua eccellente resistenza al calore, stabilità dimensionale, e proprietà di isolamento elettrico. Appartiene alla stessa famiglia di polimeri di polietere etere chetone (SBIRCIARE) ma offre un equilibrio più conveniente tra prestazioni e producibilità in ambienti esigenti.
Il marchio più riconosciuto di PEI è Ultem®, sviluppato da SABIC Tecnologie globali, che comprende quasi 100 gradi diversi– dal vuoto al vetro- e versioni rinforzate con fibra di carbonio, progettate su misura per applicazioni che richiedono resistenza meccanica, resistenza termica, e ritardante di fiamma.
Nonostante la sua versatilità, PEI lo è relativamente costoso e ha minore resistenza all'usura rispetto ai materiali come SBIRCIARE, PTFE, O Uhmwpe. Richiede anche temperature di lavorazione molto elevate e potrebbe sperimentare cracking da stress ambientale quando esposto a solventi clorurati, alcali forti, o acidi concentrati sotto carico continuo.
Per il suo costo e le sue caratteristiche uniche, PEI è tipicamente utilizzato in critico, Applicazioni di alto valore dove la forza, isolamento, e la resistenza termica sono essenziali.
Applicazioni dello stampaggio ad iniezione PEI

Applicazioni dello stampaggio ad iniezione PEI
Lo stampaggio a iniezione PEI viene utilizzato laddove le parti devono resistere caldo estremo, sterilizzazione ripetuta, O intenso stress elettrico.
Le applicazioni comuni includono:
Dispositivi medici: Pompe per infusione, strumenti chirurgici, e dispositivi respiratori sottoposti a ripetuti cicli di sterilizzazione in autoclave.
Elettrico & Componenti elettronici: Connettori, prese, interruttori, e alloggiamenti dei circuiti che devono mantenere l'isolamento sotto alte tensioni.
Componenti aerospaziali: Parti interne che richiedono resistenza alla fiamma, design leggero, e prestazioni stabili a temperature elevate.
Sistemi automobilistici: Sensori sotto il cofano e moduli elettrici esposti a calore e vibrazioni.
Equipaggiamento industriale: Dispositivi di prova, alloggiamenti delle pompe, e isolanti ad alte prestazioni.
Le parti in PEI stampate in genere hanno a colore ambrato traslucido, sebbene sia possibile aggiungere coloranti per soddisfare esigenze estetiche o identificative.
Vantaggi dello stampaggio a iniezione PEI
Vantaggi dello stampaggio a iniezione PEI
Resistenza alla temperatura
PEI può funzionare continuamente a fino a 170°C e resistere temperature di deflessione del calore (HDT) fra 200°C e 210°C sotto carico. Ciò gli consente di sostituire metalli o materiali termoindurenti in molti ambienti ad alta temperatura. Oltre i 210°C, inizia a deformarsi sotto stress prolungato.
Resistenza allo scorrimento
Il creep è la tendenza di un materiale a deformarsi sotto carico costante. PEI eccezionale resistenza al creep E stabilità dimensionale lo rendono adatto per parti di precisione che devono mantenere tolleranze strette anche dopo anni di cicli termici. Suo coefficiente uniforme di dilatazione termica (CTE) garantisce cambiamenti dimensionali prevedibili se esposto al calore.
Capacità di sterilizzazione
Il PEI stampato ad iniezione resiste autoclave a vapore, gas di ossido di etilene, E radiazione gamma—tutti i comuni metodi di sterilizzazione in campo medico. Questa resistenza consente il riutilizzo ripetuto dei componenti medici senza degradazione o scolorimento.
Resistenza ambientale
PEI si comporta bene sotto Esposizione ai raggi UV, elevata umidità, E stress termico. La sua resistenza ai raggi UV può essere ulteriormente migliorata con stabilizzanti, rendendolo una scelta praticabile per applicazioni all'aperto ad esempio recinti elettrici, misuratori di potenza, E Alloggi per sensori.
Resistenza dielettrica
Tra i tecnopolimeri, PEI esibisce uno dei rigidità dielettriche più elevate-in giro 25 kV/mm a 1.6 spessore mm. Questo lo rende ideale per isolanti elettrici, alloggiamenti dei condensatori, E connettori ad alta tensione. Una volta superato il limite dielettrico, Tuttavia, il materiale subisce a rottura dielettrica, diventando conduttivo anziché isolante, quindi una progettazione adeguata è essenziale.
Linee guida di progettazione per lo stampaggio a iniezione PEI
Il rispetto di pratiche di progettazione adeguate garantisce una qualità costante delle parti e una stampabilità efficiente.
Spessore della parete
Gamma consigliata: 0.060–0,100 pollici (1.5–2,5 mm)
Le pareti più spesse riducono la lunghezza del flusso, rischiando riempimenti incompleti.
Mantenere lo spessore della parete uniforme; le variazioni non dovrebbero superare ±25%, e le transizioni devono essere graduali per prevenire l'accumulo di stress o segni di declino.
Raggi
Evitare angoli acuti che causano concentrazioni di stress.
Raggio interno minimo: >0.015 In (0.38 mm)
Preferisci raggi più grandi, idealmente 25–50% dello spessore della parete, per migliorare dinamica dei flussi E durabilità della parte.
Angoli di tiraggio
Per consentire una facile espulsione delle parti:
Angolo di sformo standard: 1° per lato.
Per superfici strutturate, aumentare il pescaggio di 1.5° per ogni 0.001 in profondità della trama.
Finiture più lisce potrebbero richiedere meno sformo.
Tolleranze della parte
PEI lo consente tolleranze strette di ±0,001 pollici, sebbene le tolleranze di produzione standard lo siano ±0,003–0,005 pollici. I progettisti devono bilanciare la precisione con i costi degli utensili poiché tolleranze più strette aumentano significativamente le spese di produzione.
Gradi PEI e proprietà dei materiali
Il PEI è disponibile in più gradi con diversi contenuti di riempitivo e livelli di prestazioni. La tabella seguente riassume i dati chiave per alcuni gradi comuni Ultem® e RTP:
| Proprietà | Ultem® 1000 | Ultem® 2200 (20% GF) | Ultem® 2300 (30% GF) | RTP 2100 LF |
| Densità (g/cm³) | 1.27 | 1.42 | 1.51 | 1.27 |
| Tasso di restringimento (%) | 0.5–0,7 | 0.3–0,5 | 0.2–0,4 | 0.8 |
| Durezza Rockwell (M) | 106 | 114 | 114 | — |
| Resistenza alla trazione (MPa) | 110 @ Prodotto | 131 @ Rottura | 175 @ Rottura | 105 @ Prodotto |
| Allungamento a pausa (%) | 50 | 4 | 2.4 | 60 |
| Modulo di flessione (GPa) | 3.3 | 6.89 | 9.6 | 3.31 |
| Resistenza dielettrica (kv/mm) | 25 | 26.3 | 26 | 19.7 |
| Resistività del volume (Oh cm) | 1×10¹⁵ | 7×10¹⁶ | 1×10¹⁵ | 1×10¹² |
| Temperatura di asciugatura (°C) | 150 | 150 | 150 | 149 |
| Temperatura di fusione (°C) | 350–410 | 350–400 | 350–410 | 354–399 |
| Temperatura dello stampo (°C) | 135–180 | 135–165 | 135–180 | 135–177 |
Gradi riempiti di vetro (20–30%) forniscono rigidità e stabilità dimensionale superiori, ma lo sono meno duttile. Il PEI non riempito offre una migliore resistenza all'impatto e trasparenza, rendendolo ideale per applicazioni di test visivi o meccanici.
Linee guida per la lavorazione dei materiali PEI
Controllo dell'umidità
Il PEI è igroscopico e deve essere asciugato accuratamente per evitare bolle, vuoti, E difetti superficiali.
PEI non compilato: 4 ore a 150°C.
PEI rinforzato: fino a 6 ore a 150°C.
I livelli di umidità dovrebbero essere inferiori 0.02% prima dello stampaggio.
Controllo della temperatura
richieste del PEI temperature di lavorazione molto elevate:
Temperatura di fusione: 350°C–410°C.
Temperatura dello stampo: 135°C–180°C.
Notare che PEI pigmentato può scolorire sopra i 382°C. Il mantenimento di un controllo costante della temperatura in tutto lo stampo garantisce un flusso e una cristallizzazione adeguati.
Pressione di iniezione
Pressione di iniezione tipica: 70–150MPa.
Le pressioni più elevate migliorano riempimento dello stampo E ridurre il restringimento, ma una pressione eccessiva potrebbe provocare deformazioni o bave.
Restringimento
PEI non compilato: ritiro isotropo (uniforme).
PEI riempito di vetro: anisotropo (direzionale), portando a cambiamenti dimensionali irregolari.
Per ridurre al minimo il restringimento:
Temperatura dello stampo più bassa.
Aumentare la pressione di iniezione e il tempo di impaccamento.
Utilizzare posizioni adeguate dei cancelli per un flusso bilanciato.
Migliori pratiche per uno stampaggio a iniezione PEI di successo
Collaborare con esperti stampatori ad iniezione familiarità con i materiali termoplastici ad alte prestazioni.
Utilizzo utensileria di precisione con sistemi di controllo della temperatura.
Attrezzo Progettazione per la produzione (DFM) presto per bilanciare design e costi.
Effettuare la manutenzione regolare degli essiccatori e dei termoregolatori per evitare variazioni del processo.
Condotta analisi del flusso dello stampo (MAE) per un posizionamento ottimale del cancello e dello sfiato.
Conclusione
Stampaggio ad iniezione PEI consente la produzione di forte, resistente al calore, e componenti elettricamente isolati per applicazioni critiche in ambito medico, aerospaziale, e industrie elettroniche.
Sebbene il PEI sia più costoso e difficile da lavorare rispetto alla plastica comune, suo resistenza termica, rigidità dielettrica, E stabilità dimensionale lo rendono indispensabile per ambienti esigenti in cui le prestazioni non possono essere compromesse.
Se combinato con una corretta progettazione dello stampo, parametri di elaborazione, e controllo ingegneristico qualificato, PEI, soprattutto Ultem®—offre un'eccezionale affidabilità a lungo termine.
Domande frequenti
- Quali sono le principali differenze tra PEI e PEEK?
Il PEI è meno costoso ma ha una minore resistenza all'usura e agli agenti chimici rispetto al PEEK. Il PEEK è migliore per l'uso continuo sopra i 250°C, mentre il PEI è ideale fino a circa 170°C. - Il PEI può essere utilizzato per impianti medici??
NO, Il PEI non è bioriassorbibile e non è adatto per l'impianto a lungo termine. Tuttavia, è ampiamente usato in dispositivi medici esterni sterilizzabili. - In che modo i riempitivi di vetro influenzano le proprietà PEI?
Le fibre di vetro aumentano la rigidità, resistenza alla trazione, e resistenza al calore ma riducono la flessibilità e la resistenza agli urti. - Quali sono le condizioni di asciugatura ideali per la resina PEI?
Asciugare a 150°C per 4–6 ore finché il contenuto di umidità non scende al di sotto 0.02%. Una corretta asciugatura è fondamentale per evitare deformazioni e fragilità. - Il PEI è adatto per applicazioni elettriche esterne?
SÌ. Con stabilizzatori UV, Il PEI funziona bene in ambienti esterni esposti alla luce solare e alle alte temperature.
Per saperne di più:
Stampaggio ad iniezione di nylon: Progetto, Processi, e Guida ai materiali per ingegneri
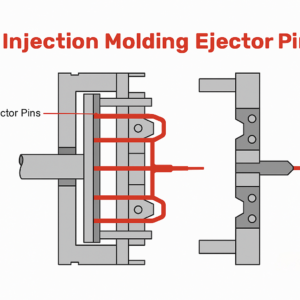
Perni di espulsione e loro utilizzo nel processo di stampaggio a iniezione
Tutto sulle basi dello stampaggio di iniezione di plastica
![]()