
Che cos'è lo stampaggio ad iniezione di nylon?
Che cos'è lo stampaggio ad iniezione di nylon
Lo stampaggio a iniezione del nylon è un processo di produzione che utilizza nylon fuso, un tipo di termoplastico tecnico — produrre beni durevoli, leggero, e componenti ad alta resistenza. Nylon, noto anche come poliammide (PAPÀ), è un polimero semicristallino caratterizzato da un'ottima resistenza meccanica, resistenza all'usura, e stabilità chimica.
A causa del suo elevata cristallinità, il nylon mostra una tenacità superiore, resistenza alla fatica, e prestazioni termiche. Può resistere ad ambienti impegnativi e spesso sostituisce il metallo in applicazioni come ingranaggi, elementi di fissaggio, fascette per cavi, pale del ventilatore, e parti della pompa.
I nylon più comuni utilizzati nello stampaggio a iniezione includono:
Nylon 6 (PA6)
Nylon 66 (PA66)
Nylon 12 (PA12)
Nylon rinforzato con fibra di vetro (PA-GF)
Ogni grado ha caratteristiche meccaniche e di lavorazione distinte, consentendo agli ingegneri di bilanciarsi forza, flessibilità, e resistenza all'umidità per usi finali specifici.
Vantaggi dello stampaggio ad iniezione di nylon
Il nylon è uno dei tecnopolimeri più popolari per stampaggio a iniezione perché combina Moldabilità, prestazione, ed efficienza in termini di costi. Di seguito sono riportati i suoi principali vantaggi spiegati in dettaglio.
1. Bassa viscosità del punto di fusione
Il nylon si scioglie facilmente e scorre agevolmente all'interno dello stampo, anche attraverso sezioni sottili o geometrie complesse.
Consente la produzione di parti a parete sottile (così basso come 0.7 mm).
Riduce la pressione di iniezione e garantisce il completo riempimento dello stampo.
Riduce i tempi di ciclo per la produzione di volumi elevati.
2. Eccellente resistenza chimica e all'abrasione
Il nylon resiste a un'ampia gamma di sostanze chimiche, Compreso:
Acidi diluiti e soluzioni alcaline
Idrocarburi, combustibili, e oli
Solventi organici come alcoli e idrocarburi alogenati
Suo basso coefficiente di attrito e l'elevata resistenza all'usura lo rendono ideale per le parti che sperimentano movimento scorrevole o rotatorio, come gli ingranaggi, boccole, e cuscinetti.
3. Resistenza ad alta temperatura
Il nylon mantiene l'integrità meccanica a temperature elevate.
Possono funzionare i gradi di nylon standard continuamente fino a 120–150°C.
I nylon riempiti di vetro resistono anche a temperature più elevate prima di ammorbidirsi.
Questa proprietà rende il nylon adatto per vani motore automobilistici e macchinari industriali.
4. Resistenza alla fatica e agli urti
La struttura molecolare semicristallina del nylon gli conferisce un'eccellente resistenza alla fatica, permettendogli di sopportare cicli di stress ripetuti senza rompersi o rompersi.
Progettare parti con raggi angolari generosi migliora ulteriormente le prestazioni sotto carichi ciclici.
5. Resistenza meccanica paragonabile al metallo
Il nylon presenta un'elevata resistenza alla trazione e alla flessione, consentendogli di sostituire il metallo in molte applicazioni portanti.
Rinforzo in nylon con fibre di vetro o cariche minerali aumenta la rigidità e la stabilità dimensionale riducendo lo scorrimento sotto carico.
Linee guida per la progettazione dello stampaggio a iniezione di nylon
La corretta progettazione delle parti garantisce entrambi precisione dimensionale E Efficienza della produzione. Di seguito sono riportate considerazioni sulla progettazione specifiche del nylon.
1. Spessore della parete
Raccomandato: 0.030–0,115 pollici (0.76–2,92 mm)
Mantenere spessore della parete uniforme per evitare segni di affondamento e deformazioni.
Transizioni graduali (≤15%) tra pareti adiacenti sono l'ideale.
Evitare muri più spessi di 6 mm, poiché aumentano il tempo di raffreddamento e possono intrappolare i vuoti.
Di nylon bassa viscosità del fuso consente pareti più sottili rispetto a molti altri materiali termoplastici pur mantenendo la resistenza della parte.
2. Raggi e angoli
Evitare angoli acuti che creano concentrazioni di stress.
Raggio minimo: 0.5 mm.
Raggio ottimale: ≈75% dello spessore nominale della parete per le migliori prestazioni a fatica.
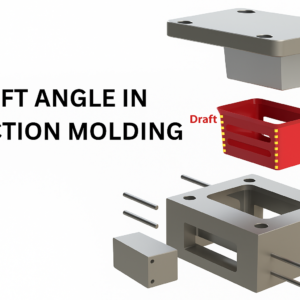
3. Angoli di tiraggio
La superficie liscia del nylon e il basso attrito consentono un tiraggio minimo.
0.5°–1° per lato è consigliato per facilitare l'espulsione e ridurre i tempi del ciclo.
Superfici piane (per esempio., ingranaggi) a volte può essere modellato con nessuna bozza.
4. Tolleranze della parte
Il nylon ha un tasso di ritiro più elevato (0.5%–2%) di molte materie plastiche, rendendo impegnativo il controllo dimensionale.
La gestione accurata della temperatura dello stampo riduce le variazioni.
I gradi caricati con vetro presentano un ritiro inferiore e una migliore stabilità.
Il condizionamento dell'umidità controllato post-stampaggio garantisce precisione a lungo termine.
Proprietà del materiale in nylon

Proprietà del materiale in nylon
Di seguito sono riportate le proprietà tipiche dei materiali per diversi gradi di nylon:
| Proprietà | Nylon 11 | Nylon 12 | Nylon 46 | Nylon 66 | Nylon 66 30% GF |
| Densità (g/cm³) | 1.04 | 1.31 | 1.20 | 1.17 | 1.38 |
| Contrazione lineare (cm/cm) | 0.0083 | 0.0069 | 0.019 | 0.0139 | 0.0044 |
| Durezza Rockwell (R) | 107 | 98 | 95 | 114 | 117 |
| Resistenza alla trazione (MPa) | 37.1 | 46.1 | 73.9 | 72.5 | 155 |
| Allungamento a pausa (%) | 119 | 67 | 43 | 47 | 4 |
| Modulo di flessione (GPa) | 0.95 | 5.66 | 2.64 | 3.09 | 7.96 |
| Temperatura di asciugatura (°C) | 90 | 93 | 94 | 81 | 82 |
| Temperatura di fusione (°C) | 261 | 224 | 303 | 279 | 285 |
| Temperatura dello stampo (°C) | 49 | 71 | 103 | 75 | 86 |
Takeaway chiave: L'equilibrio del nylon di elevata resistenza alla trazione, durezza, e flessibilità lo rende ideale per componenti portanti. Tuttavia, per il suo natura igroscopica, il nylon deve esserlo asciugato accuratamente prima dell'elaborazione.
Parametri del processo di stampaggio a iniezione di nylon
Il controllo dei parametri di lavorazione garantisce qualità costante delle parti e precisione dimensionale.
1. Viscosità
Il nylon ha bassa viscosità del fuso, consentendo un rapido riempimento dello stampo attraverso canali sottili o complessi.
Ciò riduce i tempi di ciclo ma richiede un attento controllo della pressione e della velocità per evitare il lampeggiamento.
2. Controllo dell'umidità
Il nylon assorbe facilmente l'umidità atmosferica.
Cause di umidità eccessiva vuoti, slargamento, e fragilità.
Contenuto di umidità ottimale: 0.15–0,20%.
Nylon asciutto a 80–90°C per 3–6 ore prima dello stampaggio.
3. Controllo della temperatura
Temperatura dello stampo più elevata → maggiore cristallinità e resistenza.
Troppo alto (Sopra 330°C) → rischio di degrado termico e scolorimento.
Intervallo di elaborazione tipico:
Temperatura della botte: 260–290°C
Temperatura dello stampo: 70–90°C
4. Pressione di iniezione
Gamma tipica: 700–1400bar (10,000–20.000 PSI).
Bassa pressione → tiri corti, linee di maglia, scarsa finitura superficiale.
Alta pressione → flash, deformazione, o distorsione dimensionale.
Un corretto profilo di pressione garantisce una densità uniforme e uno stress interno minimo.
5. Velocità di iniezione
Le elevate velocità di iniezione riducono il tempo di ciclo e le linee di saldatura.
Tuttavia, una velocità eccessiva può causare riscaldamento a taglio E Brucia segni.
L'aumento controllato della velocità è la soluzione migliore per le parti in nylon a parete sottile.
6. Gasazione e sfiato
Lo stampaggio del nylon genera gas durante l'iniezione del materiale fuso.
Cause di scarsa ventilazione vuoti, brucia, e riempimento incompleto.
Fornire profondità di ventilazione intorno 0.02–0,04 mm vicino ai bordi della cavità.
7. Restringimento
Gamma tipica: 0.5–2%, a seconda del grado e della velocità di raffreddamento.
Controllato da:
Temperature dello stampo più elevate (ridurre il restringimento).
Spessore della parete uniforme.
Rinforzo in vetro (riduce al minimo la deformazione).
Difetti comuni e soluzioni dello stampaggio a iniezione del nylon
| Difetto | Possibile causa | Soluzione consigliata |
| Segni di slargamento | Umidità in eccesso | Preasciugare correttamente il materiale |
| Lampeggiante | Pressione eccessiva o forza di serraggio bassa | Regolare la pressione di iniezione, controllare l'adattamento dello stampo |
| Deformazione | Raffreddamento o spessore della parete non uniforme | Ottimizza la progettazione dello stampo e il layout di raffreddamento |
| Scatti brevi | Bassa velocità di iniezione o problema di sfiato | Aumenta la velocità, migliorare lo sfiato |
| Scolorimento | Surriscaldamento o degrado | Temperatura di fusione inferiore, garantire la purezza del materiale |
Applicazioni dello stampaggio ad iniezione del nylon
Le parti stampate in nylon sono utilizzate in numerosi settori grazie alla loro combinazione di forza, tenacità, e resistenza al calore.
Settore automobilistico: Ingranaggi, boccole, ventole del radiatore, connettori della linea del carburante
Elettrico & Elettronica: Fascette per cavi, isolanti, alloggiamenti dei terminali
Beni di consumo: Alloggiamenti per utensili elettrici, componenti dell'apparecchio
Equipaggiamento industriale: Cuscinetti, rulli, fissaggi meccanici
Aerospaziale: Dotazioni interne leggere, parentesi, clip
Migliori pratiche per uno stampaggio a iniezione di nylon di successo
Conservare i pellet di nylon contenitori ermetici per prevenire l'assorbimento di umidità.
Sempre materiale secco prima dello stampaggio.
Mantenere raffreddamento uniforme per ridurre al minimo la deformazione.
Utilizzo gradi caricati di vetro per applicazioni ad alta resistenza o precisione.
Fare domanda a profili di temperatura e pressione controllati durante lo stampaggio.
Conclusione
Lo stampaggio a iniezione del nylon combina la resistenza dei tecnopolimeri con la versatilità dei materiali termoplastici. Se elaborato correttamente, il nylon offre prestazione eccezionale, durabilità, e precisione, rendendolo un materiale preferito sia per applicazioni industriali che di consumo.
Controllo adeguato di umidità, temperatura, e pressione, insieme ad intelligente pratiche di progettazione, garantisce parti in nylon di alta qualità che possono sostituire anche i componenti metallici.
Domande frequenti
- Qual è il miglior tipo di nylon per lo stampaggio a iniezione?
Nylon 6 e nylon 66 sono le tipologie più comunemente usate. Nylon 66 offre maggiore robustezza e resistenza alla temperatura, mentre il nylon 6 fornisce una migliore finitura superficiale e flessibilità. - Perché il nylon deve essere essiccato prima dello stampaggio a iniezione?
Perché il nylon è igroscopico, assorbe l'umidità dall'aria. L'umidità nella resina può causare bolle, slargamento, e degrado durante lo stampaggio. - Il nylon può sostituire le parti metalliche negli assemblaggi meccanici?
SÌ. Con rinforzo in fibra di vetro, il nylon può raggiungere una resistenza alla trazione paragonabile all'alluminio, rendendolo un'alternativa leggera ed economica. - Quali sono le sfide più comuni nello stampaggio del nylon?
Le sfide principali includono l’assorbimento dell’umidità, restringimento, deformazione, e il mantenimento di tolleranze strette a causa degli elevati tassi di ritiro. - Come si riduce il ritiro nello stampaggio a iniezione del nylon?
Utilizzare temperature dello stampo più elevate, spessore della parete uniforme, e gradi riempiti di vetro. Il raffreddamento controllato aiuta anche a prevenire la deformazione.
Per saperne di più:
Suggerimenti per la progettazione di clip per parti di plastica
5 Cose che devi sapere sullo stampaggio a iniezione di plastica
Tutto sulle basi dello stampaggio di iniezione di plastica
Tutto ciò che devi sapere sull'iniezione di policarbonato stampaggio?
![]()
1 pensato a “Stampaggio ad iniezione di nylon: Progetto, Processi, e Guida ai materiali per ingegneri”