
Cosa sono gli estrattori? Stampaggio a iniezione?
Nel processo di stampaggio ad iniezione, Pin di espulsione sono componenti di precisione utilizzati per spingere le parti in plastica stampate fuori dalla cavità dello stampo dopo che si sono raffreddate e solidificate. Fanno parte del sistema di espulsione, un meccanismo cruciale che consente la rimozione automatizzata delle parti, garantendo un liscio, ciclo produttivo continuo.
Uno stampo a iniezione è generalmente costituito da due metà:
Lato A (Lato cavità): lato fisso collegato all'unità di iniezione.
Lato B (Lato centrale): lato mobile contenente il sistema di espulsione.
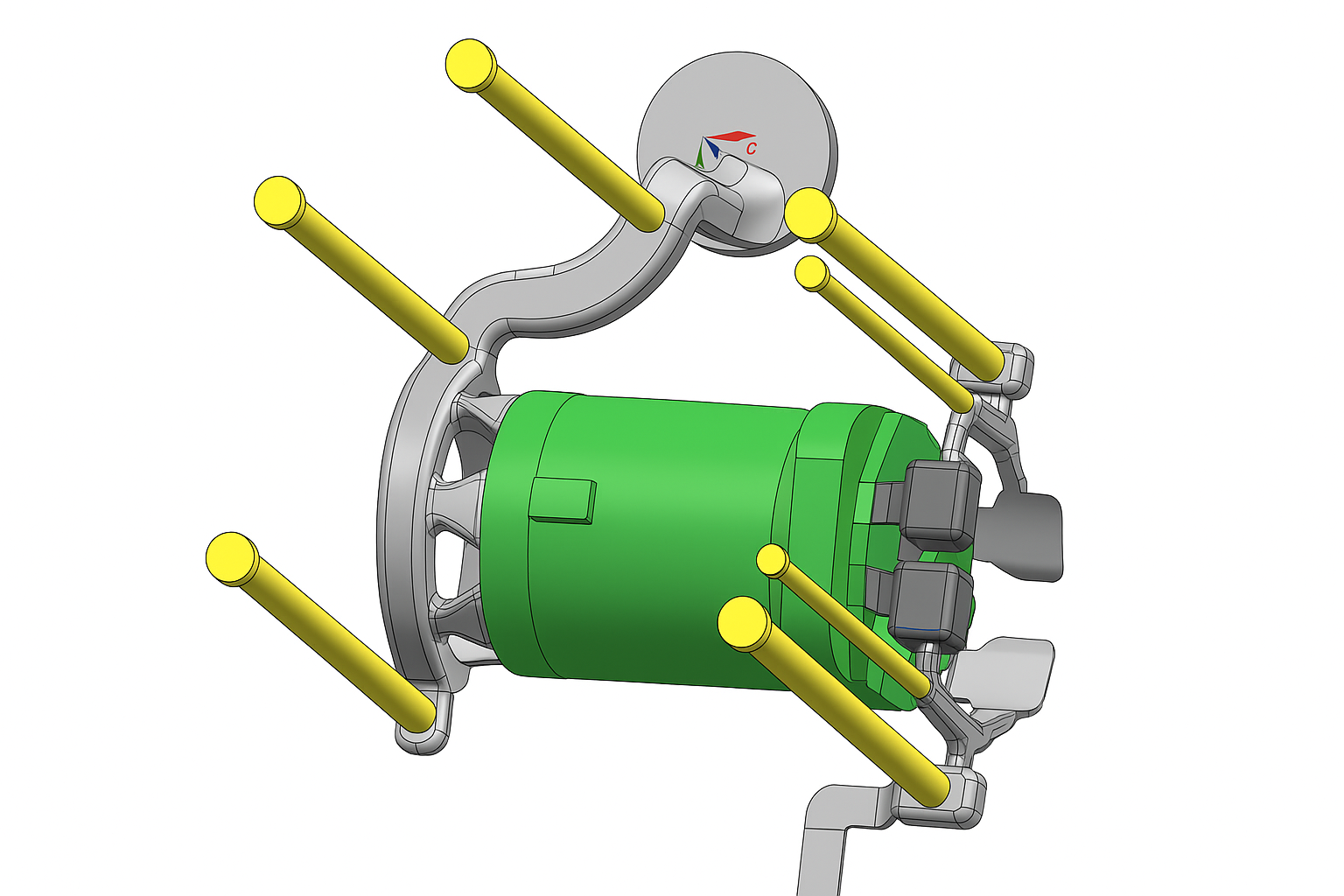
Dopo che il polimero fuso è stato iniettato e raffreddato, Lo stampo si apre. Il sistema di espulsione, azionato da un azionamento idraulico o meccanico, spinge la parte finita fuori dalla cavità utilizzando diversi perni di espulsione posizionati strategicamente all'interno dello stampo.
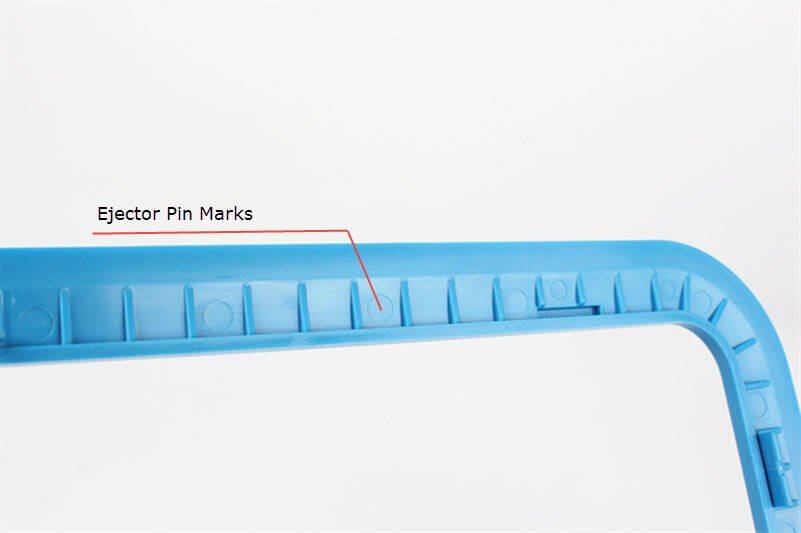
Senza questi spilli, le parti stampate aderirebbero saldamente alla superficie dello stampo, provocando deformazioni, graffi, o ritardi del ciclo. Tuttavia, poiché i perni applicano forza fisica sulla parte, a volte possono lasciare piccole impronte circolari note come segni del perno di espulsione. La corretta progettazione e posizionamento dei perni sono quindi fondamentali per ottenere parti prive di difetti.
Materiali comuni utilizzati per gli estrattori negli stampi
I perni di espulsione potrebbero sembrare semplici, ma il materiale con cui sono realizzati è davvero importante. Poiché spingono costantemente le parti fuori dagli stampi sotto calore e pressione, devono essere forti, resistente all'usura, e in grado di gestire un uso ripetuto senza piegarsi o rompersi. Diamo un’occhiata ad alcuni dei materiali più comuni utilizzati per realizzarli e cosa rende ciascuno speciale.
- SKD61 (H13) – Il tuttofare
Questa è probabilmente la scelta più popolare. SKD61, noto anche come acciaio per utensili H13, è un materiale resistente in grado di sopportare sia le alte temperature che le sollecitazioni meccaniche. Non si consuma facilmente, rendendolo ideale per gli stampi utilizzati nell'iniezione plastica o nella pressofusione. Puoi considerarlo un materiale affidabile per tutti gli usi per la maggior parte delle esigenze di produzione. - SKH51 – Per lavori ad alta velocità e soggetti a usura elevata
SKH51 è un acciaio rapido più duro e resistente all'usura rispetto a SKD61. È perfetto per gli stampi che funzionano continuamente o che utilizzano materiali resistenti che causano maggiore attrito. Per la sua eccellente durezza, dura di più ma può essere un po' più costoso. - Acciaio inossidabile – Per resistenza alla corrosione
Se lo stampo funziona in un ambiente umido o tratta plastica corrosiva, i perni di espulsione in acciaio inossidabile sono una buona scelta. Non arrugginiscono facilmente e necessitano di meno manutenzione. Tuttavia, di solito sono più morbidi degli acciai per utensili, quindi potrebbero usurarsi più velocemente sotto alta pressione. - Carburo: il duro
I perni in carburo di tungsteno sono estremamente duri e resistenti all'usura. Sono utilizzati in operazioni di stampaggio ad alto volume o abrasive in cui i normali perni in acciaio si usurerebbero troppo rapidamente. Al ribasso, il carburo è fragile, quindi può scheggiarsi se non maneggiato correttamente. - Rame al berillio – Per una migliore conduttività termica
A volte, I perni di espulsione realizzati in rame-berillio vengono utilizzati nelle aree in cui la rimozione del calore è importante. Questo materiale conduce molto bene il calore, aiutando le parti a raffreddarsi più velocemente e migliorando il tempo di ciclo. Ma poiché è più morbido, viene solitamente utilizzato come inserti o combinato con perni in acciaio più duro.
Tipi di perni di espulsione utilizzati nello stampaggio a iniezione

Tipi di perni di espulsione utilizzati nello stampaggio a iniezione
Esistono diversi tipi di perni di espulsione, ciascuno progettato per materiali specifici, condizioni di temperatura, e geometrie delle parti. La selezione del tipo di perno corretto aiuta a mantenere l'accuratezza dimensionale e la qualità della superficie.
1. Perni di espulsione duri
Questi perni sono trattati termicamente su tutta la loro sezione trasversale, fornendo durezza e resistenza costanti. Sono ideali per stampi che operano sotto 200 °C. La loro durabilità li rende adatti alla maggior parte delle applicazioni standard di stampaggio termoplastico, dove resistono alla flessione e al grippaggio durante ripetuti cicli di espulsione.
Vantaggi:
Durezza uniforme in tutto.
Conveniente e facile da lavorare.
Buona resistenza all'usura per plastiche generiche.
Limitazioni:
Tolleranza limitata alla temperatura.
Può diventare fragile se eccessivamente indurito.
2. Espulsori in nitruro H13
I perni in acciaio per utensili H13 subiscono un trattamento di indurimento superficiale di nitrurazione, dando loro un custodia esterna rigida con un duro, nucleo duttile. Possono operare fino a 600 °C, rendendoli ideali per resine tecniche e plastiche semicristalline.
Vantaggi:
Resistenza alle alte temperature e alla corrosione.
Mantenere tolleranze strette e stabilità dimensionale.
Limitazioni:
Lo strato esterno di nitruro può scheggiarsi se allineato in modo errato.
Più costoso dei perni rigidi.
3. Perni di espulsione neri
Gli estrattori neri sono l'evoluzione avanzata degli estrattori in nitruro H13. Sono rivestiti con a autolubrificante, trattamento superficiale ad alta temperatura, capace di resistere fino a 1000 °C. Questo li rende perfetti per parti automobilistiche, tecnopolimeri ad alta temperatura, E stampi di precisione dove la finitura superficiale è fondamentale.
Vantaggi:
Ottima resistenza all'usura e al calore.
Attrito ridotto e superficie autolubrificante.
Lunga durata anche in cicli impegnativi.
Limitazioni:
Costo iniziale più elevato.
Potrebbe richiedere una progettazione precisa dello stampo per sfruttare appieno i vantaggi.
4. Altri componenti di espulsione
Oltre ai perni di espulsione standard, vengono utilizzati anche altri sistemi a seconda della geometria del pezzo e dei requisiti di finitura:
Manicotti di espulsione: Perni cilindrici cavi utilizzati per l'espulsione di parti rotonde o tubolari; fornire una pressione uniforme e prevenire la deformazione.
Piastre di espulsione: Sostenere e guidare il movimento dei birilli, garantendo il funzionamento sincronizzato durante l'espulsione.
Blocchi di espulsione: Piatto, blocchi lubrificati utilizzati per espellere componenti grandi o sottili riducendo al minimo i segni dell'espulsore.
Come funzionano gli estrattori?
Come funzionano gli estrattori
Il funzionamento degli espulsori è strettamente legato a quello tre fasi principali del ciclo di stampaggio ad iniezione:
1. Fase di iniezione
La plastica fusa viene iniettata nella cavità dello stampo ad alta pressione. La cavità si riempie completamente, prendendo la forma esatta del disegno dello stampo.
2. Fase di raffreddamento
Dopo l'iniezione, il materiale si raffredda e si solidifica. Il tempo di raffreddamento è attentamente controllato per evitare deformazioni, restringimento, o solidificazione incompleta.
3. Fase di espulsione
Una volta che la parte si è solidificata, le metà dello stampo si separano. La piastra di espulsione spinge i perni di espulsione in avanti attraverso i fori pre-lavorati nella piastra centrale. I perni applicano un livello uniforme, forza assiale sul pezzo stampato, spingendolo fuori dalla cavità dello stampo.
Utilizzo di sistemi di espulsione automatica molle di ritorno idrauliche o meccaniche per ritrarre i perni dopo l'espulsione. Questa automazione riduce il tempo di ciclo e garantisce una rimozione coerente delle parti senza intervento manuale.
Sequenza di lavoro:
Lo stampo si apre dopo il raffreddamento.
La piastra di espulsione avanza.
I perni si estendono e spingono fuori la parte.
I perni si ritraggono mentre lo stampo si chiude per il ciclo successivo.
Cause e soluzioni dei segni dell'espulsore
Cause e soluzioni dei segni dell'espulsore
Sebbene siano necessari i perni di espulsione, possono lasciare segni circolari o lievi ammaccature note come segni del perno di espulsione sulla superficie della parte. Questi segni possono influenzare entrambi aspetto E funzionalità se non adeguatamente controllato.
1. Tempo di raffreddamento inadeguato
L'espulsione della parte prima che si solidifichi completamente provoca una rientranza sulla superficie.
Soluzione: Aumenta il tempo di raffreddamento o ottimizza la progettazione del canale di raffreddamento per una distribuzione uniforme della temperatura.
2. Prodotti a parete sottile
Le pareti sottili sono più soggette a segni di espulsione e deformazioni visibili.
Soluzione: Mantenere uno spessore minimo della parete di 2.5 mm oppure utilizzare metodi di espulsione alternativi come lame di espulsione o espulsione dell'aria.
3. Tempo di permanenza o temperatura non corretti
Una temperatura di permanenza elevata o un tempo di permanenza eccessivo possono ammorbidire il materiale durante l'espulsione, aumentando il rischio di segni di spilli.
Soluzione: Ottimizza il tempo di permanenza e mantieni la temperatura dello stampo al di sotto della Temperatura di transizione in vetro (Tg) del polimero.
4. Posizionamento errato dei pin
Un posizionamento errato può causare una forza irregolare e danni visibili alla superficie.
Best practice:
Posiziona i perni nelle sezioni più spesse o nelle aree non estetiche.
Evitare superfici strutturate o inclinate.
Mantenere una distanza adeguata dai canali di raffreddamento per evitare punti caldi.
Utilizzare più perni per le parti complesse per distribuire la forza in modo uniforme.
5. Impostazioni della macchina o della pressione inadeguate
Le macchine sovradimensionate possono esercitare una forza di serraggio non necessaria, aumento dello stress durante l'espulsione.
Soluzione: Adattare il tonnellaggio della macchina alle dimensioni del pezzo e regolarlo mantenendo la pressione per un rilascio più facile.
6. Ulteriori misure preventive
Utilizzo plastica resistente all'abrasione come nylon o UHMWPE.
Fare domanda a agenti distaccanti per stampi per un'espulsione più fluida.
Progetta parti con angoli di tiraggio (1°–3°) per facilitare il rilascio della parte.
Come scegliere gli estrattori giusti
La selezione dei perni di espulsione corretti dipende da diversi parametri di progettazione e processo.
1. Diametro del perno
I perni più grandi distribuiscono la forza di espulsione in modo più efficace e riducono al minimo la rientranza della superficie. Utilizzare diametri standard (evitare decimali non standard).
2. Lunghezza e dimensione del perno
La lunghezza del perno deve corrispondere alla profondità della parte; troppo breve potrebbe non riuscire ad espellere, troppo lungo potrebbe piegarsi. Bilanciare diametro e lunghezza per evitare la flessione sotto carico.
3. Forza materiale
I perni di espulsione devono resistere alla flessione, Indossare, e affaticamento. Il diametro minimo del perno dovrebbe essere ≥ 2.5 mm per una rigidità adeguata.
Mancia: Per spilli piccoli o sottili, utilizzo perni di espulsione della spalla per una maggiore forza.
4. tipo di materiale
I materiali comuni includono:
Acciaio per utensili H13: resistente al calore e durevole.
Acciaio M2: ottima durezza per stampi di precisione.
420 acciaio inossidabile: resistente alla corrosione, ideale per parti mediche o alimentari.
5. Considerazioni sui costi
I perni ad alte prestazioni possono aumentare i costi iniziali degli utensili ma ridurre i tempi di fermo e la manutenzione. Valutare le prestazioni a lungo termine rispetto alla frequenza di sostituzione.
Conclusione
Gli estrattori svolgono un ruolo indispensabile nel processo di stampaggio a iniezione, assicurando liscio, rimozione automatizzata delle parti stampate senza danni. Capire il tipi, Principi di lavoro, e potenziali difetti consente agli ingegneri di ottimizzare la progettazione delle parti, prolungare la vita dello stampo, e mantenere una qualità costante.
Scegliere il giusto materiale del perno, diametro, e posizionamento può prevenire difetti superficiali e migliorare l’efficienza della produzione. Sia per il settore automobilistico, elettronica, o prodotti di consumo, un sistema di espulsione ben progettato è fondamentale per un processo di stampaggio affidabile.
Domande frequenti
- Cos'è il segno del perno di espulsione?
Un segno del perno di espulsione è una piccola rientranza circolare lasciata su una parte stampata quando il perno la spinge fuori dalla cavità. Questi segni possono apparire come macchie lucide o bianche su superfici visibili. - Come posso identificare i segni dei perni di espulsione??
Di solito si trovano sul lato opposto al cancello e appaiono piccoli, ammaccature rotonde corrispondenti alle posizioni dei perni all'interno dello stampo. - Quali materiali vengono utilizzati per realizzare gli estrattori?
I perni di espulsione sono generalmente realizzati con acciai per utensili come H13, M2, E 420 acciaio inossidabile, che può essere trattato termicamente per un'elevata resistenza all'usura. - Come è possibile ridurre al minimo i segni dei perni di espulsione??
Ottimizza il posizionamento dei pin, regolare il tempo di raffreddamento, aggiungere angoli di sformo, e utilizzare superfici dello stampo lucide o blocchi di espulsione per parti di alta finitura. - Quali alternative esistono agli espulsori?
Per parti delicate, le alternative includono manicotti di espulsione, lame di espulsione, E sistemi pneumatici o di espulsione dell'aria, che riducono il contatto superficiale e minimizzano i difetti.
Per saperne di più:
Guida alla progettazione dell'angolo di sformo
Difetti estetici comuni nello stampaggio a iniezione e come risolverli
5 Cose che devi sapere sullo stampaggio a iniezione di plastica
![]()

