
Quando si tratta di parti in plastica, la funzionalità non è l'unico requisito. L’aspetto di un prodotto è altrettanto importante, soprattutto nei settori in cui la percezione e l’estetica del consumatore influenzano il valore del marchio. Lo stampaggio a iniezione è uno dei metodi di produzione più utilizzati per produrre parti in plastica su larga scala. Sebbene efficiente, il processo è inoltre soggetto a difetti estetici che possono avere un impatto negativo sia sulla qualità che sulla soddisfazione del cliente.
In questo articolo, discuteremo degli standard estetici per le parti in plastica, esaminare i difetti estetici più comuni in stampaggio a iniezione, esplorare le loro cause, e fornire soluzioni pratiche per evitarli o risolverli.
Standard cosmetici per parti in plastica

Standard cosmetici per parti in plastica
Prima di immergerci nei difetti specifici, è importante capire come viene misurata la qualità cosmetica. Le parti in plastica vengono valutate utilizzando sistemi di classificazione standardizzati che definiscono finiture superficiali accettabili e tolleranze per i difetti.
Cinque livelli di standard cosmetici:
Grado 1: Chiaro, trasparente, o parti altamente lucidate con gli standard più elevati e tolleranza minima per i difetti.
Grado 2: Lucidatura di bassa qualità, chiaro trasparente, o parti testurizzate/non testurizzate con tolleranze di difetti leggermente maggiori.
Grado 3: Lucidatura di bassa qualità, parti non strutturate in cui l'estetica è meno critica.
Grado 4: Parti verniciate dove le imperfezioni superficiali possono essere nascoste dai rivestimenti.
Grado 5: Timbrato a inchiostro, serigrafato, stampato, o parti altrimenti decorate dove la finitura superficiale sotto la decorazione è meno significativa.
Ogni livello di qualità definisce le aspettative per produttori e clienti. Per esempio, Grado 1 le parti richiedono una precisione eccezionale, mentre Grado 5 le parti possono tollerare piccole imperfezioni poiché la superficie è coperta.
Per i marchi di bellezza e cura personale, gli standard cosmetici sono spesso più severi perché i difetti visibili possono influire sull'aspetto, qualità della decorazione, e la coerenza complessiva di packaging cosmetico personalizzato.
Difetti estetici comuni nello stampaggio a iniezione
1. Flash

Difetti estetici comuni nello stampaggio a iniezione
Definizione: Sottili sporgenze di plastica lungo il bordo del pezzo causate dalla fuoriuscita di materiale fuso dalla cavità dello stampo.
Cause:
Superfici dello stampo usurate o danneggiate
Stampi mal progettati o di bassa qualità
Forza di serraggio insufficiente
Pressione di iniezione eccessiva
Correzioni:
Saldare e ritagliare le linee di giunzione
Costruisci stampi con chiusure dritte precise
Aumentare la pressione della pinza
Ridurre la velocità e la pressione di iniezione
Mantenere e sostituire regolarmente gli stampi
2. Segni di lavandino

Segni di lavandino
Definizione: Piccole depressioni o crateri su sezioni più spesse di una parte causate da un ritiro irregolare.
Cause:
Design delle parti scadente con sezioni di pareti spesse
Bassa pressione in cavità
Temperature elevate della porta o dello stampo
Raffreddamento non uniforme tra aree spesse e sottili
Correzioni:
Aumentare la pressione di iniezione e il tempo di tenuta
Ottimizza lo spessore delle pareti (40–60% della sezione più spessa)
Ridurre la temperatura dello stampo
Modifica il design della parte per evitare sezioni ingombranti
3. Linee di flusso
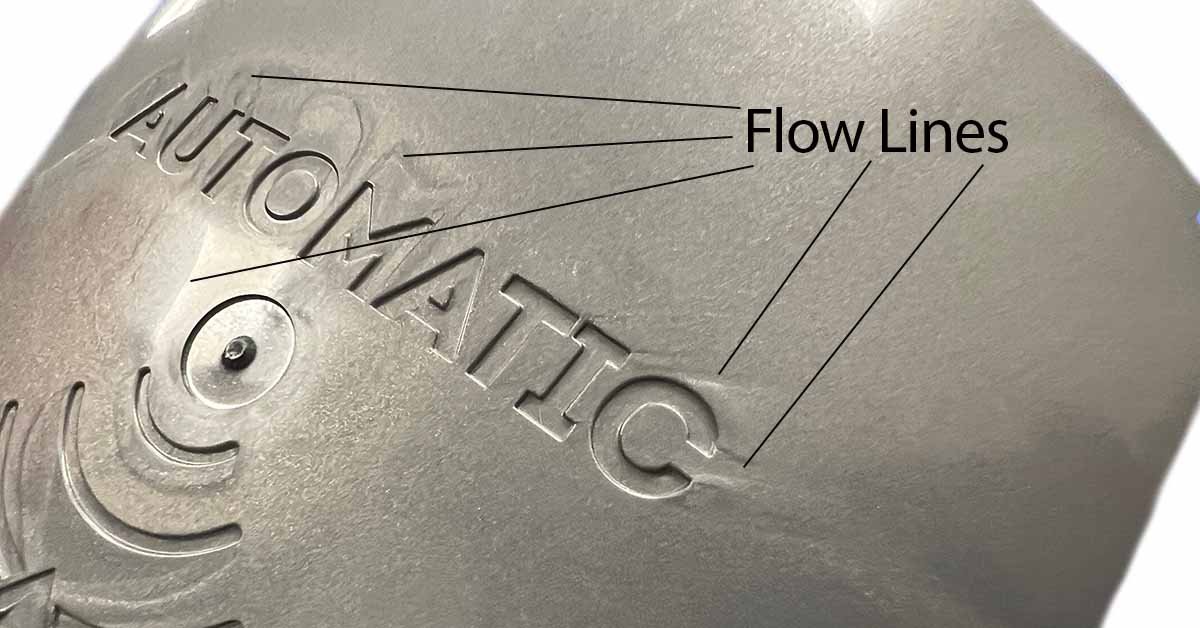
Linee di flusso
Definizione: Strisce visibili, motivi ondulati, o linee, solitamente vicino all'area del cancello, causato da un flusso plastico incoerente.
Cause:
Spessore della parete non uniforme
Variazioni nella velocità di raffreddamento
Bassa pressione di iniezione o velocità di riempimento lenta
Correzioni:
Garantire uno spessore uniforme delle pareti
Angoli acuti arrotondati nel design
Posizionare il cancello vicino a pareti più sottili
Aumentare la velocità e la temperatura di iniezione
Se necessario, applicare lubrificanti per la superficie dello stampo
4. Linee di maglia (Linee di saldatura)

Linee di maglia (Linee di saldatura)
Definizione: Magro, linee simili a crepe dove due fronti di fusione si incontrano e non riescono a legarsi correttamente.
Cause:
Solidificazione parziale prima della fusione
Scarso flusso di materiale
Sistema di chiusura inadeguato
Correzioni:
Utilizzare un unico cancello quando possibile
Seleziona materiali a bassa viscosità
Aumentare la temperatura e la pressione di fusione
Riprogettare le parti per praticare fori dopo lo stampaggio invece di stamparle direttamente
5. Vuoti
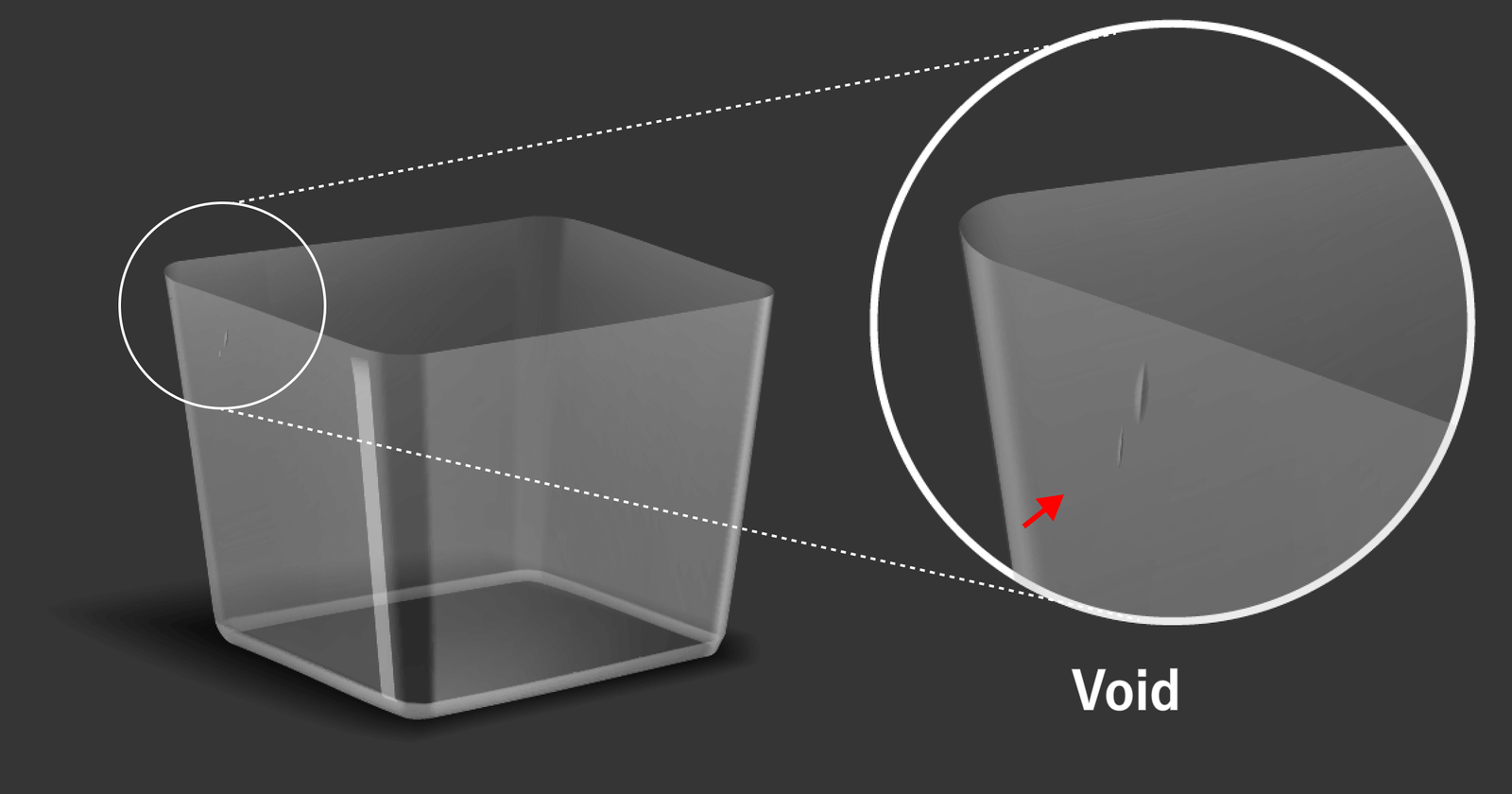
Vuoti
Definizione: Sacche d'aria o bolle all'interno della parte stampata che compromettono l'aspetto e la resistenza.
Cause:
Pressione di stampaggio insufficiente
Le sezioni delle pareti spesse si raffreddano in modo non uniforme
Metà dello stampo disallineate
Correzioni:
Aumentare la pressione di stampaggio
Allineare con precisione le metà dello stampo
Ridurre lo spessore delle pareti
Posiziona i cancelli più vicino alle sezioni spesse
6. Scolorimento
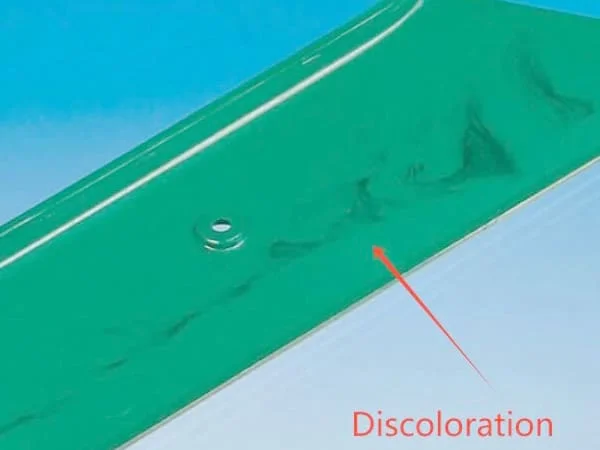
Scolorimento
Definizione: Striature o macchie indesiderate di colore incoerente.
Cause:
Materiale residuo nell'ugello
Contaminazione da precedenti cicli di produzione
Scarsa miscelazione del colorante
Riscaldamento eccessivo
Correzioni:
Spurgare regolarmente la macchina per lo stampaggio a iniezione
Pulisci tutta l'attrezzatura tra una corsa e l'altra
Mescolare accuratamente le materie prime con i coloranti
Temperature di fusione inferiori per evitare il surriscaldamento dei pigmenti
7. Deformazione
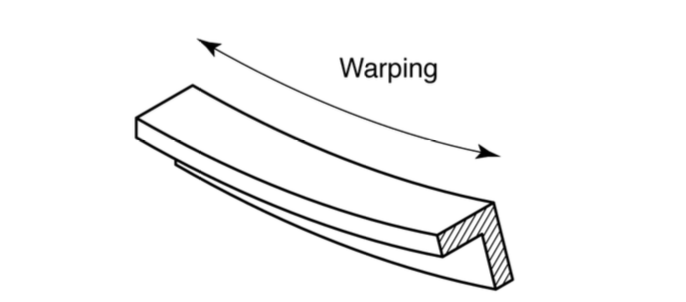
Deformazione
Definizione: Torsione o piegatura della parte a causa di un restringimento irregolare durante il raffreddamento.
Cause:
Differenti velocità di raffreddamento sulla parte
Materiali ad alto ritiro
Spessore parete irregolare
Correzioni:
Utilizzare materiali con proprietà di ritiro basso
Garantire uno spessore uniforme delle pareti
Controllare e bilanciare il raffreddamento nello stampo
Parti gradualmente raffreddate per ridurre lo stress
8. Colpi brevi
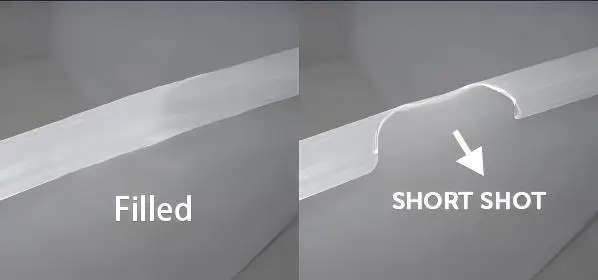
Colpi brevi
Definizione: Riempimento incompleto della cavità dello stampo, lasciando aree vuote o sezioni mancanti.
Cause:
Cancelli bloccati
Pressione di iniezione insufficiente
Materiali ad alta viscosità
Bassa temperatura dello stampo o del materiale fuso
Aria intrappolata nelle cavità
Correzioni:
Aumentare la temperatura dello stampo/fusione
Utilizzare cancelli più grandi o multipli
Aggiungi più prese d'aria per il rilascio dell'aria
Scegli plastiche meno viscose
Regolare la velocità e la pressione di iniezione
9. Getto
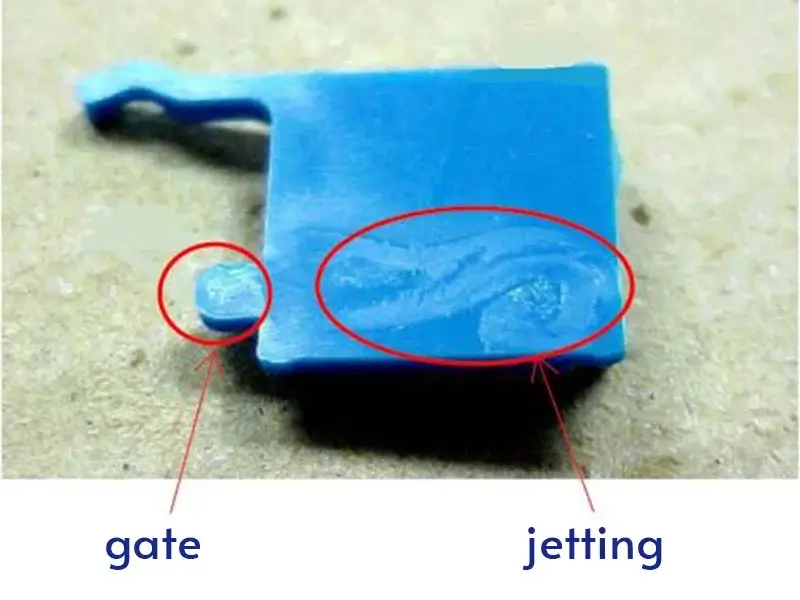
Getto
Definizione: Ondulato, modelli di flusso piegati sulla superficie causati da un flusso improprio di plastica fusa.
Cause:
Pressione di iniezione eccessivamente alta
La bassa temperatura di fusione impedisce l'adesione alle superfici dello stampo
Correzioni:
Aumentare le temperature di fusione e stampo
Ridurre la pressione di iniezione
Ingrandire le dimensioni del cancello per favorire un flusso più fluido
10. Segni di bruciatura

Segni di bruciatura
Definizione: Scolorimenti marroni o neri sulla superficie causati da surriscaldamento o aria intrappolata.
Cause:
Degradazione della resina dovuta al riscaldamento eccessivo
Alta velocità di iniezione intrappolando l'aria all'interno
Correzioni:
Temperature di fusione e stampo più basse
Ridurre la velocità di iniezione
Aggiungere o ingrandire i canali di ventilazione
11. Delaminazione superficiale
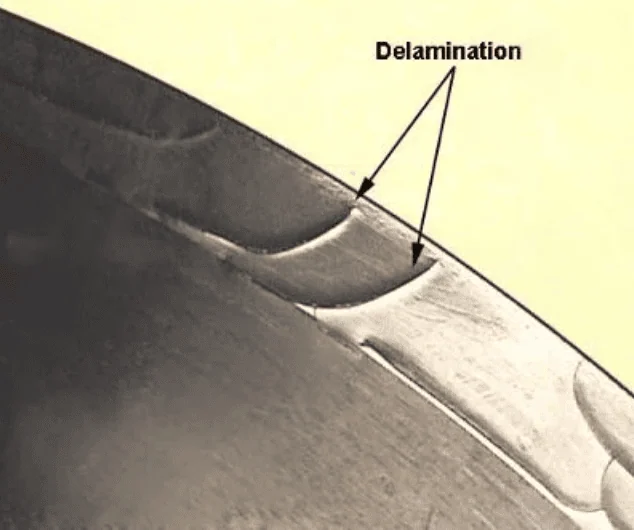
Delaminazione superficiale
Definizione: Distacco o sfaldamento di sottili strati superficiali, indebolendo la forza e l'aspetto della parte.
Cause:
Materia prima contaminata
Umidità residua sul pellet
Dipendenza eccessiva dagli agenti distaccanti
Correzioni:
Materie prime essiccate prima dello stampaggio
Conservare e maneggiare i materiali correttamente
Riprogettare i meccanismi di espulsione per ridurre l'uso di agenti distaccanti
Aumentare la temperatura dello stampo per un legame più forte
Evita gli angoli acuti che concentrano lo stress
Migliori pratiche per evitare difetti cosmetici
Investi nella progettazione di stampi di alta qualità con spessore di parete uniforme, percorsi di flusso regolari, e un'adeguata chiusura.
Mantenere regolarmente gli stampi per evitare l'usura, disallineamento, o accumulo di contaminanti.
Ottimizzare i parametri di lavorazione come la pressione di iniezione, temperatura di fusione, e velocità di raffreddamento.
Scegli i materiali con saggezza in base alla viscosità, tassi di restringimento, e compatibilità con le finiture previste.
Implementare ispezioni in-process per identificare i difetti nelle prime fasi della produzione e regolare rapidamente le impostazioni.
Conclusione
I difetti estetici nello stampaggio a iniezione sono comuni ma prevenibili. Comprendendo le cause e applicando le giuste soluzioni, che vanno da una migliore progettazione dello stampo a condizioni di lavorazione ottimizzate, è possibile ridurre al minimo le rilavorazioni, ridurre gli scarti, e fornire parti che non solo funzionano bene ma soddisfano anche gli standard estetici.
Per le imprese, investire nella prevenzione è molto più conveniente che correggere i difetti dopo la produzione. La collaborazione con stampatori a iniezione esperti garantisce una qualità superiore, migliore consistenza, e riduzione dei rischi di problemi estetici.
Domande frequenti
- Quali sono i difetti estetici più comuni nello stampaggio a iniezione?
I difetti estetici più frequenti includono il flash, segni di lavandino, linee di flusso, linee di maglia (linee di saldatura), vuoti, scolorimento, deformazione, colpi brevi, getto, Brucia segni, e delaminazione superficiale. Ogni difetto ha cause diverse, come un design scadente dello stampo, raffreddamento non uniforme, o parametri di lavorazione errati. - Come posso evitare segni di avvallamento nelle parti stampate a iniezione??
Per ridurre i segni di affondamento, garantire uno spessore uniforme delle pareti, aumentare la pressione di iniezione e il tempo di tenuta, e temperature dello stampo più basse per migliorare il raffreddamento. Anche l'utilizzo di nervature al posto di pareti spesse nella progettazione delle parti è una strategia efficace. - Qual è la differenza tra linee di saldatura e linee di flusso?
Linee di saldatura (linee di maglia): Apparire magro, linee simili a crepe dove due fronti di flusso si incontrano ma non riescono a legarsi completamente. Possono indebolire la resistenza strutturale.
Linee di flusso: Appaiono come striature ondulate o scolorimenti causati da un flusso di plastica incoerente o da un raffreddamento non uniforme. Questi influiscono principalmente sull'estetica ma non sulla funzionalità.
- Perché si verifica la deformazione nello stampaggio a iniezione?
La deformazione si verifica quando diverse aree di una parte stampata si raffreddano e si restringono a velocità diverse, creando tensioni interne. Utilizzo di materiali a basso ritiro, garantendo uno spessore uniforme della parete, e il controllo della velocità di raffreddamento può ridurre al minimo la deformazione. - I difetti estetici possono influire sulle prestazioni della parte?
SÌ. Mentre alcuni difetti sono puramente estetici (come scolorimento o linee di flusso), altri, come i vuoti, linee di saldatura, o delaminazione: possono indebolire significativamente le proprietà meccaniche. Per applicazioni critiche per la sicurezza, anche i difetti più lievi devono essere attentamente valutati.
![]()

