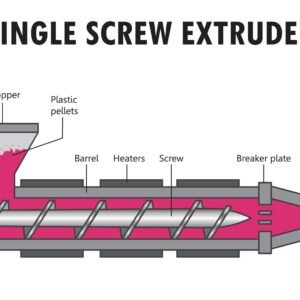
射出成形 精密な製造プロセスです, しかし、その複雑さにより、さまざまな欠陥に対して脆弱になります。. 高品質なものづくりに成功, 欠陥のないプラスチック部品を実現するには、機械が始動するずっと前から開始する総合的なアプローチが必要です. コア段階であるデザインに焦点を当てることで、, ツーリング, およびマテリアルハンドリング - メーカーは廃棄物を大幅に削減できます, 時間, そしてコスト.
製品の成功と品質の一貫性を確保するための 3 つの重要な方法を次に示します。.
早期のコラボレーションによる設計の最適化 (製造可能性のための設計)

設計段階は欠陥防止に最も影響するポイントです. 製造容易性を考慮した設計を採用することで (DFM) の考え方を確立し、射出成形業者に早期に関与してもらう, 後で修正するのに費用がかかる、または不可能になる問題に先制して対処できます。.
重要な設計要素
| 要素 | 品質への影響 | DFM ガイドライン |
| 肉厚 | 厚さが不均一であると冷却が不均一になる, 収縮のばらつきの原因となる, 反り, そして内部ストレス, ヒケや反りとして現れる. | 目指す 均一 パート全体を通して. 厚みの変更が必要な場合, 徐々に移行していきます (フェザリング) スムーズな材料の流れを維持するため. 壁を薄くする (0.04「–0.150」) 流動指数の高い樹脂が必要. |
| 半径とコーナー | 鋭い内部コーナーは応力集中点として機能し、フロー フロントを妨げます。, ショートショットの原因となる, エアトラップ, 材料内の過度の残留応力. | 鋭利な角を寛大な半径に置き換える. 内部半径は少なくとも次のようにする必要があります。 0.5 壁の厚さの倍 (R≧0.5t), 外半径は次のようになります。 内径 + 肉厚. これにより層流が促進され、局所的な応力が最小限に抑えられます。. |
| ゲートの位置 | ゲートの位置が流れのパターンを決定する, 充填速度, キャビティ内の圧力と温度の分布. 配置が悪いと動線が発生する可能性があります, ウェルドライン, そしてショートショット. | 通常、ゲートは次の場所に配置する必要があります。 最も厚いセクション パーツの. これにより、材料の体積が最大となる場所での高圧保圧段階が最も効果的になります。. 非常に大きな部品や複雑な部品には複数のゲートを使用して、流れの長さと圧力損失を低減します. |
| ドラフト角度 | 抜き勾配が不十分なため、パーツがスムーズに取り出されません, 引きずり跡の原因となる, 擦り傷, 金型内での部品の固着や破損も. | 抜き勾配は、描画方向に平行なすべてのサーフェスで必須です. 一般的なガイドラインでは、最小限のことを推奨しています。 0.5 度 コア機能と 1.0 程度 キャビティの特徴について, に増加する 1.5-3度 深みのある質感や高摩擦樹脂の部品に. |
| リブ | リブは過剰な質量を追加することなく構造剛性と安定性を強化します。. 不適切なリブ設計, しかし, 重大な外観上の欠陥が生じる可能性があります. | リブの厚さは 50% に 66% 隣接する壁の厚さ 目に見える表面のヒケを防ぐため. リブの高さは次のように制限する必要があります 3x 公称壁厚 保圧効率を維持するため. 常にリブベースの半径と十分な抜き勾配を含めてください。 (0.5-1.5度). |
モールドフロー解析の力
鋼を切断する前に, 高度な活用 モールドフロー解析 (MFA) ソフトウェア. MFA は射出プロセスをシミュレートします, 圧力損失などの問題の予測, 冷却時間, せん断加熱, および潜在的なウェルドラインの位置. この仮想モデリングにより、設計者と成形者はゲート位置を反復して最適化することができます。, ランナーシステム設計, と壁の厚さ, ツールが最初に正しく構築されていることを確認する.
ツールの設計と構築の品質を軽視しない
ツール, またはカビ, 射出成形プロセスのエンジンであり、多くの場合最大の資本投資となります。. ツールの設計やメンテナンスが不十分だと、確実に欠陥が再発します。.
欠陥防止のためのツールに関する考慮事項
冷却システムの設計: 冷却チャネルが不十分または不均一であると、キャビティ全体の温度変動が発生します。, これが反りの主な原因です, 収縮差, サイクルタイムが長い. 最適化された冷却回路は寸法安定性に不可欠です.
通気: 閉じ込められた空気またはガスは、射出中に圧縮されることがよくあります, につながる 火傷跡 (灼熱の) または ショートショット (充填の防止). ツールには十分な機能が組み込まれている必要があります 通気口 (通常、深さは 0.0005 インチから 0.001 インチです) 流路の端とエジェクターピンの周囲でガスを逃がします。.
工具に起因する一般的な欠陥
| 欠陥 | ツールの根本原因 | 是正措置 |
| フラッシュ | 溶融プラスチックがパーティングラインやエジェクターピンのクリアランスに流入することで発生します。. | 原因: 工具の摩耗/損傷 (パーティング ラインの閉鎖の失敗), クランプ力が不十分です, または過剰な圧力/速度. アクション: 磨耗した金型部品を修理または交換する (例えば, コア/キャビティインサート) 工具面全体に均一なクランプ力を確実に分散します。. |
| ショートショット | プラスチックはキャビティを完全に充填する前に固まります, 不完全な部分が生じる. | 原因: ゲート/ランナー システムが小さすぎる (高い流動抵抗) または不十分な通気 (エアトラップ抵抗). アクション: ゲート/ランナーのサイズを大きくして、せん断加熱と流動抵抗を低減します。, または通気口を追加/拡張します. |
材料科学とプロセス設定をマスターする
完璧なデザインとツールがあっても, 欠陥は、不適切な材料の取り扱いや不十分な加工技術によって発生する可能性があります。. 樹脂関連の問題を回避するには、メーカーの仕様に厳密に従う必要があります.
資料への対応 & 欠陥の処理
| 欠陥 | メカニズムと原因 | プロセス修正 & マテリアルの修正 |
| 変色 | 外部の: 汚れた機器からの不純物 (ホッパー, バレル, 喉, 型). 内部: 過剰な滞留時間または溶融温度による樹脂の劣化. | 修正: すべての材料接触領域に厳格な洗浄プロトコルを実施します。. 樹脂温度または射出圧力を下げてせん断発熱を最小限に抑えます。. 吸湿性樹脂を適切に乾燥させる. |
| 火傷跡 | プラスチックの局所的な焦げ, 通常は黒または暗赤色. | 閉じ込められた空気の急速な圧縮が原因 (断熱加熱) または過度の溶融温度. 修正: 射出速度を下げてせん断発熱を下げる. クランプ力を上げる. 最も重要な修正は、 適切な通気 型で. |
| 動線 | フロー フロントの履歴を示す縞模様/パターン. 流速やツール温度の変化により、プラスチックが異なる速度で固化するときに発生します。. | 射出速度が低すぎるか、鋭いフィーチャー上を流れる材料が原因で発生します. 修正: 射出速度または金型温度を上げると、材料の流動性がより長く保たれます。. 確保する 段階的な移行 部分の厚さで (DFMチェック). |
| ウェルドライン | 2 つの別個のフロー フロントが合流し、完全に融合しないライン. これにより弱点が生じます, 構造の完全性が低下し、外観に影響を与える. | 集合場所の低温または圧力が原因, 部分的な固化を引き起こす. 修正: 溶融温度を上げる, 射出速度を上げる, または、金型温度を上げて分子の拡散と結合を促進します。. フローパターンを変更するためにゲートの位置を変更することを検討してください. |
材料の選択と取り扱い
樹脂の最初の選択が加工パラメータを決定します. 吸湿性素材 (例えば, ナイロン, パソコン, ABS) しなければならない 加工前に正確な水分含有量まで乾燥させてください; さもないと, バレル内で水分が蒸発する, などの構造的欠陥を引き起こす スプレーマーク そして 脆さ. 推奨される溶融温度と乾燥手順については、樹脂の公式加工データシートを必ず確認してください。.
DFMを優先することで, 高品質のツールへの投資, 加工パラメータと材料の準備を厳密に管理します, メーカーは成功率を劇的に高め、欠陥のない製品を一貫して生産できるようになります。, 高性能射出成形プラスチック部品.
よくある質問
Q1: 吸湿性樹脂とは, そしてなぜ成形前に乾燥しなければならないのですか?
あ: 吸湿性樹脂はプラスチック素材です (ナイロンなどの, パソコン, または ABS) 周囲環境から湿気を吸収して保持する. これらの材料が射出前に指定された水分含有量まで乾燥していない場合, 高温になると水は急速に蒸発します, 高圧バレル. これはにつながります:
部品の欠陥: 部品表面の銀の縞やスプレーマークなどの表面上の欠陥.
構造的損傷: プラスチックの分子鎖の加水分解, 脆化や強度の大幅な低下を引き起こします.
第2四半期: 金型設計における「パーティングライン」と「バリ」の関係とは?
あ: パーティング ラインは、金型の 2 つの半分が接合される表面です。 (コアとキャビティ) 出会って閉じる. フラッシュは、高い射出圧力によりパーティング ラインまたはエジェクター ピンの周囲の小さな隙間に漏れ出て固化する溶融プラスチックの薄い層です。. フラッシュの存在は通常、:
クランプ力が不足している: 機械の力がプラスチックの射出圧力に耐えるほど高くない.
金型の摩耗: 長期間の使用によりパーティング面が傷つき、しっかりと閉まらなくなる.
Q3: デザインにおいて鋭い角よりも寛大な半径が強調されるのはなぜですか?
あ: 鋭い角は射出成形部品の大きな設計上の欠陥です.
応力集中: 鋭い角が冷却および取り出し時の応力の焦点となる, ひび割れや反りの原因となる可能性があります.
流れの障害: 溶けたプラスチックが鋭い角の周りを流れるように, フロー フロントが分離する, 停滞ゾーンまたはエアトラップが発生する可能性がある, ショートショットにつながる可能性があります, エアマーク, または材料強度が低下する. 半径が滑らかさを保証します, 均一な材料の流れと内部応力の軽減.
Q4: 欠陥を予測するだけでなく, モールドフロー解析の主な用途は何ですか (MFA)?
あ: モールドフロー解析の主な価値 (MFA) にある:
プロセスパラメータの最適化: 最適な溶融温度の決定, 噴射速度, 保持圧力, そして冷却時間, これによりサイクルタイムが短縮されます.
冷却システムの最適化: 部品の温度分布を予測する, 冷却チャネルの設計とレイアウトをガイドして、均一な冷却を確保し、反りを制御します。.
材料評価: デザイナーがさまざまなオプションから最適な樹脂を選択できるように支援します。, 選択した材料が特定の部品の形状に適していることを確認する.
Q5: パーツにウェルド ラインが現れる場合, それらを修正するための最も簡単なプロセス調整は何ですか?
あ: ウェルド ラインは、分子が完全に絡み合って融合するには低すぎる温度でプラスチックのフロー フロントが接触するために発生します。. 最も簡単なプロセス調整は次のとおりです。 プラスチックまたは金型の温度を上げる そして 射出速度を上げる.
温度を上げる: プラスチックを溶融状態に長く保ちます, 分子の拡散と融合に十分な時間を与える.
速度を上げる: 充填時間を短縮します, フロー フロントが合流する前にプラスチックが冷却される機会を減らす.
![]()