
ダイキャスティングで, 金型は単なるツールではなく、 製造プロセス全体の核となる. 金型が部品の形状を決定します, 強さ, 寸法精度も, これはダイカスト金型設計の最も重要な側面の 1 つです。.
金属が溶けたとき—アルミニウム, 亜鉛, または マグネシウム—高圧下で金型に射出される, キャビティの形状と特徴が、最終コンポーネントのあらゆる詳細を定義します。. これが、金型設計が重要な役割を果たす理由です。 製品の品質, 均一, そして信頼性.
不適切に設計された金型は、次のような欠陥を引き起こすことがよくあります。:
気孔率 (鋳物内に空気が閉じ込められている).
フラッシュ (パーティングラインの余分な材料).
コールドシャット (空洞の充填が不完全).
反りやひび割れ 不均一な冷却により.
一方で, 適切に設計された金型により、 スムーズな金属の流れ, 一貫した壁の厚さ, 効率的な冷却, そしてより長い工具寿命. これにより、より良い製品が保証されるだけでなく、製品の改善も可能になります。 費用対効果 スクラップを減らすことで, やり直し, そしてダウンタイム.
結局のところ, ダイカスト工具は、単に金属を成形するだけではなく、プロセスのあらゆる段階を制御して目的を達成することが重要です。 より強い, ライター, より精密なコンポーネント.
ダイカスト金型の構成部品

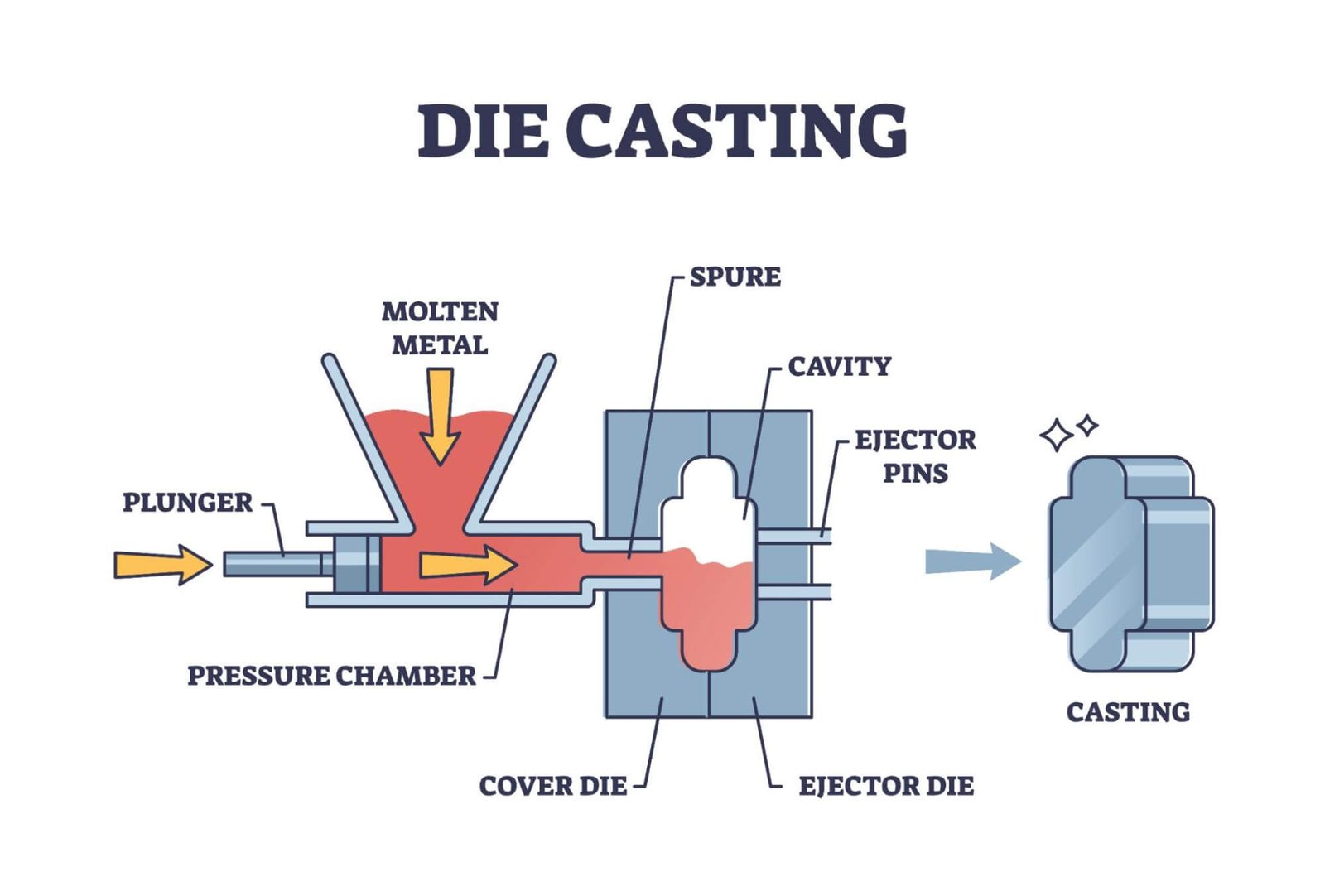
ダイカスト金型は、シームレスに連携する部品の複雑なアセンブリです。. 各コンポーネントは溶融金属をガイドする上で重要な役割を果たします, 製品の形を整える, スムーズな排出を確保. それらを分解しましょう:
1. 成形システム
このシステムは実際の鋳造形状を定義します. 含まれています:
キャビティ: 外面の形状を整えます.
コア: 内部空洞または凹部を作成します.
インサート & スライダー: 複雑な形状とアンダーカットを許可.
インサートピン: 小さな形状をサポートし、インサートを所定の位置に保持します.
精密な成形システムがなければ, 現代の産業でよく求められる複雑で軽量な設計を実現することは不可能です.
2. モールドベースシステム
金型のバックボーン, 通常はから作られます 硬化鋼板とフレーム, 強度と安定性を確保します. すべての金型セクションを整列して保持し、ダイカストマシンにしっかりとフィットします。.
3. 排出システム
排出システム
鋳物が固まったら, 損傷なく除去する必要があります. エジェクタピン, リターンピン, ガイドプレートがパーツを慎重に押し出します. 排出システムが不良であると、表面に跡が残る可能性があります, こだわり, あるいはひび割れさえする.
4. ランナーシステム
これは、 溶融金属の経路. スプルーなどのコンポーネントを介して圧力室をキャビティに接続します, ランナー, そしてゲート. 優れたランナー システムにより、:
均一な充填.
乱気流の減少.
空気の滞留が少ない.
5. オーバーフローシステム
閉じ込められたガスと余分な金属は、 オーバーフロースロット, 通気スロット, そしてベントプラグ. これにより気孔が防止され、鋳造の完全性が向上します。.
6. サポートコンポーネント
部品の位置決め, ピン, ボルトがすべてを所定の位置にしっかりと固定します, 再現性と金型の長寿命を保証.
一緒に, これらの要素により、ダイカスト金型は最も優れた金型の一部となります。 精密に設計されたツール 現代の製造業では.
ダイカスト金型の種類
ダイカストプロセスでは、生産ニーズに応じてさまざまな金型が使用されます。. 適切な金型を選択すると効率が確実になります, 耐久性, および費用対効果.
試作金型
金型のプロトタイピングにより、メーカーは テスト部品の形状, 合金の挙動, そしてモールドフロー 高価な生産金型に投資する前に. 長くは続かないものの、, それらはにとって重要です:
初期の設計検証.
欠陥の検出.
短期テスト.
のために 高圧ダイカスト, プロトタイプの金型は、プリハードン鋼とよりシンプルな冷却/排出システムを使用して構築できます。, より速く、より安価に.
ラピッドツーリング金型
ラピッド ツールでは、次のような高度な方法が使用されます。 選択的レーザー焼結 (SLS), 直接金属蒸着 (DMD), またはレーザー加工によるネットシェーピング (レンズ) 早く金型を作るために. これらの金型は、緊急のプロジェクトや小規模な生産に役立ちます。, 速度と機能のバランスをとる.
生産用金型
のバックボーン 大型アルミダイカスト. 生産用金型は硬化工具鋼で作られており、数十万回のサイクルに耐えることができます。. オプションには以下が含まれます:
単一キャビティ金型: シンプルかつ正確.
マルチキャビティ金型: サイクルごとに複数の部品を生産します, 大量生産に最適です.
ユニットダイス
これらは標準のダイホルダーに取り付けられるモジュール式金型です。. 費用対効果が高く、 低音量, 複雑ではない部分. しかし, 複雑な形状の大量生産向け, カスタム金型が好ましい.
トリムダイス
キャスト後, 余分な金属 (フラッシュ, ランナー, オーバーフローする) 削除する必要があります. トリムダイス このプロセスを自動化する, 時間を節約し、部品の一貫性を向上させる. 油圧動作が必要なものもあります, 他のものは単純な開閉機構で動作します.
各金型タイプが提供する ユニークな利点, 選択は生産量によって決まります, 複雑, と予算.
ダイカストの金型設計プロセス

金型の設計というのは、 エンジニアリング集約的なプロセス 幾何学模様を組み合わせたもの, 物理, とシミュレーション. 通常の展開は次のとおりです:
1. 準備段階
最初のステップは、 製造可能性 パーツの:
寸法図: サイズを決定します, キャビティの数, 必要なクランプ力.
幾何学的ビュー: パーティング ラインと型の開く方向を定義します。.
ここでの計画が不十分だと、金型の欠陥が発生し、コストが高くなることがよくあります。.
2. キャビティの数の決定
単一キャビティ金型: よりシンプルに, より正確です, しかし遅い.
多数個取り金型: 生産は高速化されますが、充填と排出に関してはより複雑になります。.
この決定は以下によって決まります 生産量とサイクルタイムの目標.
3. 投影エリア
型開き方向に露出する部分です。. 投影面積が大きくなり、金型壁に対する溶融金属の力が増大します。, 適切に管理しないとバリやツールの損傷を引き起こす可能性があります.
4. ダイの体積と形状
大きな部品は冷却時間が長いため、収縮が大きくなります. デザイナーは次のことを考慮する必要があります:
注入チャネルの配置 メタルフローを最適化する.
型締めタイプ (単純な開閉機構または複雑な機構).
オーバーフロー 冷たいショットを捉えて欠陥を防ぐため.
5. 半経験的モードによるシミュレーション
シミュレーションソフトが予測する メタルフロー, 充填速度, 温度勾配, そして冷却時間. これにより、製造前に欠陥が防止され、エンジニアが強度や表面仕上げの設計を調整するのに役立ちます。.
このプロセスに従うことで, メーカーは次のような金型を作成します。 効率的, 耐久性のある, そして欠陥のない.
完璧なダイカスト金型の重要な要素
重要な詳細に注意を払わなければ、最良の設計でも失敗する可能性があります. ダイカスト金型を作るか壊れるかは、次の要因によって決まります。:
ダイドラフト: 安全に取り出すためのクリアランスを提供します. 内壁は収縮のため、多くの場合、外壁よりも多くの抜き勾配を必要とします。.
切り身: 丸みを帯びたエッジにより応力集中を防止, 強度を向上させる, 工具寿命を延ばします.
別れの行: 位置決めが悪いと過剰なバリや欠陥が発生します.
ボス: スタンドオフまたは取り付けポイントとして使用. 均一な厚さのためにリブが必要.
リブ: 薄い部分を補強する, 体重を減らす, そして流れを改善する.
穴 & 窓: 軽量化には役立ちますが、慎重な通気とオーバーフローの設計が必要です.
シンボル & ロゴ: ブランドを追加しますが、盛り上がったデザインまたは凹んだデザインに応じて生産コストに影響します.
肉厚: 均一な壁によりスムーズな充填が保証され、冷却歪みが軽減されます。.
これらの要素をマスターすることで、, メーカーが達成する 一貫した品質と長期にわたる工具性能.
業界のベストプラクティスと最新のソリューション
ダイカスト業界は新しい技術と手法で進化し続けています. ベストプラクティスをいくつか紹介します:
シミュレーションソフトウェア: 欠陥を予測することで試行錯誤を軽減.
材料の選択: H13などの焼き入れ工具鋼, コーティング付き, 優れた耐久性を提供します.
コストの最適化: モジュラー設計とユニットダイにより小規模生産のコストを削減.
専門的なパートナーシップ: 専門家にアウトソーシングすることで、正確な金型設計と迅速な納期が保証されます.
これらの実践により、メーカーは製品を提供しながら競争力を維持できるようになります。 高性能アルミダイカスト部品.
結論
ダイカスト金型の設計は、単にツールを作成するだけではなく、 エンジニアリング効率, 耐久性, そして精度 生産されるすべての部品に. 試作から量産まで, プロジェクトが成功するか失敗するかは金型によって決まります.
金型部品を理解することで, 種類, 設計プロセス, そして重要な要素, メーカーは欠陥を最小限に抑えるツールを作成できる, コストを削減する, 品質を最大化する. 最新のシミュレーション ツールと専門家のパートナーシップにより, ダイカスト金型設計の将来はこれまで以上に有望です.
次のダイカストプロジェクトを計画している場合, 覚えて: 型は成功の基礎です.
よくある質問
- ダイカスト永久金型鋳造です?
いいえ. 金型鋳造は重力供給溶融金属を使用します, その間 ダイカストは高圧を使用します 金属を型に押し込むこと. - ダイカスト金型にはどのような材質が使われているのか?
ほとんどの金型で使用されているのは、 焼き入れ工具鋼 H13のような, 多くの場合、耐摩耗性を高めるために表面コーティングが施されています. - ダイカスト金型の寿命はどのくらいですか?
適切な素材とメンテナンスがあれば、, 金型は長持ちする 数十万から数百万サイクル. - 試作金型と量産金型の違いは何ですか?
試作金型は 短い実行とテスト, 生産金型は 長期, 大量生産. - ダイカスト金型は再利用できますか?
はい. 定期的なメンテナンスで, ダイカスト金型は 多くの生産サイクルで再利用される, 長期的には費用対効果が高くなります.
![]()


1 「」について考えました鋳造カビのデザインとツール: メーカー向けの完全なガイド”