デジタル革命が始まったとき, 多くの人は、コンピューターとロボットがすぐに工場の床の人間に取って代わると予測しました。, 安い, そしてエラーなしで. まだ, 数十年後, 私たちは人間の創造性とその場での問題解決が依然としてかけがえのないものであることを発見しました, 特に複雑な製造作業では. CNC マシンは反復作業に優れています, ルールベースの操作, ただし、ワークが機械の限界を超えたり、予期せぬ障害物を投げ込んだ場合には、, 前進する道を見つけるのは経験豊富な機械工です.
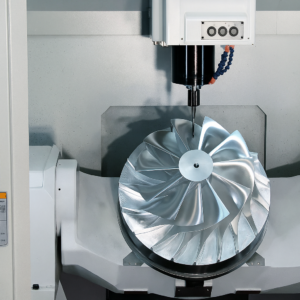
大型部品の機械加工は、自動化と人間の創意工夫の相乗効果を際立たせます。. 3 軸ミルは小さなブラケットを簡単に打ち出すことができますが、, 長さ5メートルの構造梁に取り組む, 重いキャスト, または数トンの金型には柔軟な思考が必要です. 記事上で, 特大のコンポーネントを加工するときに遭遇する 4 つの一般的なハードルを調査し、実際的な問題を共有します。, 機知に富んだショップが仕事を正しく遂行するために採用した詳細な戦略.
大型部品の加工時によくある 4 つの問題

作業範囲が小さすぎます
問題:
最先端のマシニング センターでも X 方向の移動量は有限です, Y, と Z 軸. 生の鋳物またはビレットがこれらの制限を超えている場合, 1 回のセットアップですべての機能にアクセスすることはできません.
詳細なソリューション:
分割加工 & 再配置
カスタムフィクスチャ: 一度に 1 つのゾーンを加工します, 次に、アリ溝式レールまたは精密回転スタンドを使用して、部品を所定の位置にスライドまたは回転させます。.
インデックス治具: 治具設計に組み込みのデータム機能を組み込むことで、各移動後に部品が常に正確に配置され、累積的な位置決め誤差が排除されます。.
CAD/CAMプランニング: セグメント化されたセットアップを CAM ソフトウェアにインポートしてクリアランスをシミュレートし、領域ごとに個別のツールパスを生成します.
代替機械
ガントリーミルズ: 非常に大きな部品の場合, オーバーヘッドガントリーミルは数百インチの移動量を実現.
ポータブルマシニングユニット: その場でポータブルボーリングおよびフライス盤を大規模アセンブリに直接クランプ可能, 工具をワークピースに近づけるのではなく、その逆を行う.
旋回 & ミル/ターンハイブリッド: 大径ロータリーテーブルを備えた横型ミルにより、少ない段取りで長いシャフトやシリンダーに対応できます。.
ワークが筐体に対して大きすぎる
問題:
部品がスピンドルの下で高すぎる可能性があります, 長すぎて安全柵の中に収まりません, または単に重すぎて機械の耐荷重を超えている.
詳細なソリューション:
モジュラー部品設計
分割コンポーネント: 設計段階で, 複雑なアセンブリをボルト結合サブアセンブリで作成することを指定します. より小さなモジュールを機械加工すると、多くの場合、セットアップの複雑さが軽減され、公差が改善されます。.
完全組立仕上げ: 機械の合わせ面と位置合わせ機能は、溶接またはボルトで組み立てた後も持続し、全体的な精度を保証します。.
機械の改造 (慎重に)
主軸ヘッドの交換: 追加の Z トラベルを得るには、ノーズからテーブルまでの短いツールホルダを使用します。.
バリアの除去: リスク評価と適切なロックアウト/タグアウトの後、チップ ガードと安全ドアを一時的に取り外すか、再構成して、長い部品に対応します。.
剛性の向上: 振動や偶発的な接触を防ぐために、ドアやガードを補強または追加します。.
外部サポート & 負荷分散
ステディレスト & 心押し台: 垂れ下がりやたわみを防ぐために、カスタムのステディ ベアリングまたはローラー サポートをオーバーハング セクションの下に配置します。.
油圧または空圧リフター: 非常に重い部品の重量を分散するには、エアリフト テーブルまたはジャッキを使用します。; これにより、機械の軸とベアリングにかかる負担が軽減されます。.
厳しい公差を満たさない場合
問題:
大きい, 扱いにくい部品は移動する可能性があります, セットアップ間で間違って登録する, または小さな誤差が蓄積され、許容範囲外の特徴に連鎖する.
詳細なソリューション:
厳密なセットアップ検証
レーザー追跡 & 位置合わせ: レーザートラッカーを使用して、ワークホールディングと軸の位置合わせが加工範囲全体にわたって数ミクロン以内に収まっていることを確認します.
ボールバーテスト: 定期的なボールバーテストや機械のパフォーマンステストにより、重要なフィッティングを損なう可能性のある微細な幾何学的不正確さやバックラッシュが検出されます。.
インクリメンタル仕上げパス
中仕上げカット: 重いラフパスから 1 つの仕上げカットに直接ジャンプするのではなく, 最終パスの前に、残りの機械加工マークオーバーの大部分を除去するために、中間の「中仕上げ」をスケジュールします。.
適応型ツールパス制御: CAM ソフトウェアのストック対応荒加工アルゴリズムを使用して、工具の過負荷や深切削時のたわみの発生を回避します.
強化されたワーク保持技術
ゼロ点クランプ: クイックチェンジロケーターは、部品がテーブルから離れてテーブルに戻った場合でも、一貫したデータム参照を維持します。.
モジュラー固定具キット: 事前設定された治具ブロックとトゥームストーンにより、複数のセットアップ間で作業座標を即座に再確立できます.
熱 & 機械的歪み
問題:
大量の金属が切削熱を不均一に吸収します, 重要な次元を変える拡大を引き起こす. 重いオーバーハングまたはアンバランスなセクションが切削力によって曲がる, びびりや永久的なたわみの原因となる.
詳細なソリューション:
熱管理
低温荒加工: 熱の蓄積を最小限に抑えるために、光軸方向の切込み深さとより高い切削速度を選択します。.
高流量クーラント: 高圧ノズルを備えたフラッドクーラントシステムを導入して切りくずを排出し、切断ゾーンの温度を正確に制御します.
断続的な休憩時間: 巨大なコンポーネントの場合, 重要な仕上げを再開する前に、部品を周囲温度に戻すために定期的に一時停止します。.
メカニカルブレース & バランスをとる
カスタムステディ: シリンダーまたはビームの周りをクランプする調整可能な振れ止めを製作します, 長いアキシャルフライス加工中のたわみの除去.
カウンターウェイト & バランサー: オーバーハング部分に一時的なカウンターウェイトを取り付けます, 質量を再配分して主軸負荷が中心に保たれるようにする.
振動減衰インサート: 部品と治具の間にポリマー注入ダンピングパッドを配置して、軽微な振動を吸収します。.
Tイプス 大型部品の加工を成功させるために
事前の計画 & シミュレーション
デジタルツインテクノロジーとCAD/CAMのFEM解析を使用して変形を予測, 干渉, 金属を切断する前の熱ドリフト.
ショップの多様性を活用する
プロセスの結合 - 旋削, つまらない, ミルターン, さらには EDM - 大部分のさまざまなセクションを最も効率的に処理するため.
熟練オペレーターの重視
機械工に各プロジェクトの「教訓」を文書化するよう奨励する, 将来の過大なジョブに対する回避策の生きた知識ベースを構築する.
現実世界の機能に注目
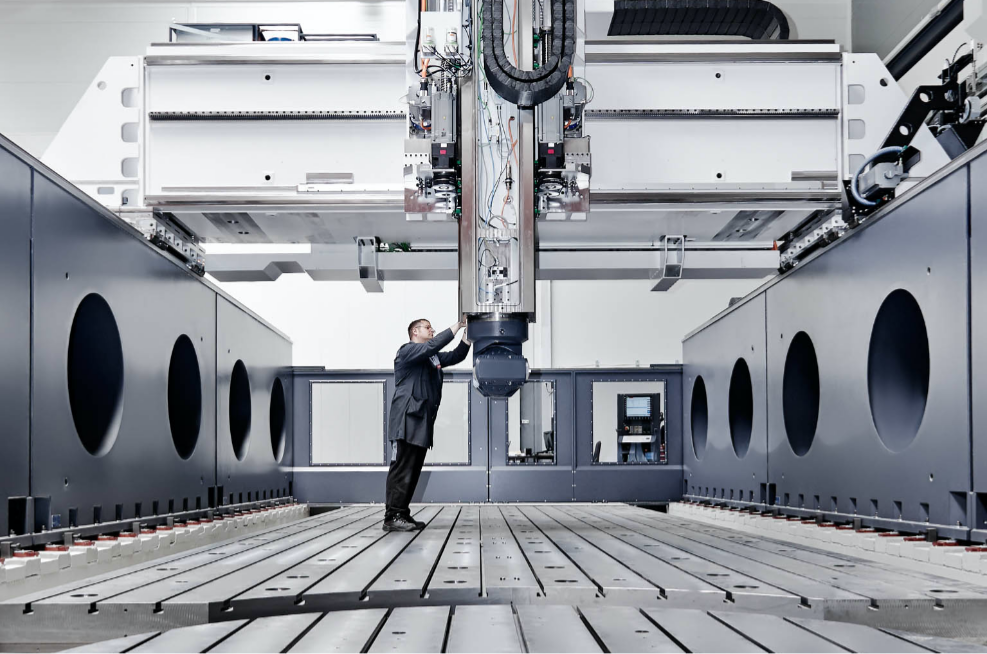
最高の精度 (例えば), 当社の頑丈な 5 軸ガントリー ミルは、X 軸の移動量を超えます。 10 メートル, 当社の現場ボーリングヘッドは、組み立てられたギアハウジングを分解せずに機械加工できます。. このハードウェアを高度な計測技術であるレーザー トラッカーと組み合わせます。, ポータブル三次元測定機アーム, リアルタイム適応制御 - 各大型コンポーネントが仕様を満たしていることを確認します, サイズや複雑さに関係なく.
結論
大型部品の機械加工ではあらゆる課題が拡大し、セットアップミスによる損失が大きくなる, 熱歪みはラン全体を台無しにする可能性があります, 機械の限界には創造的な思考が必要です. まだ, これらの障害は、経験豊富な機械工と柔軟な機械工場の価値を浮き彫りにします。. 綿密な計画を組み合わせることで、, アダプティブフィクスチャ, 熱管理, そして多彩な装備, 最大のワークピースでも正確かつ効率的に加工できます.
特大の加工課題に直面した場合, 覚えて: 最終的に成功をもたらすのは、自動化と人間の創意工夫の融合です. 大部分の作業に熟練したトップクラスのショップと提携して、最も困難なプロジェクトを競争上の優位性に変えます.
続きを読む:
![]()