ポリカーボネート (パソコン) 射出成形は、強力な製品を製造するために最も広く使用されている方法の 1 つです。, 透明, あらゆる業界にわたる精密プラスチック部品. このエンジニアリンググレードの熱可塑性プラスチックは、靭性のユニークな組み合わせで知られています。, 耐衝撃性, 光学的透明性, 医療現場での頼りになる選択肢となる, 自動車, 消費者, および光学アプリケーション.
記事上で, ポリカーボネート射出成形の基礎を詳しく見ていきます。, その応用例, テクニック, 利点, 課題, この多用途プラスチックを扱う際にメーカーが対処しなければならない一般的な問題.
ポリカーボネート射出成形の基礎
ポリカーボネート射出成形の基礎
ポリカーボネート射出成形は、溶融したポリカーボネートのペレットを高温高圧下で金型に射出して複雑な形状を形成するプロセスです。. ポリカーボネート自体は、 非晶質熱可塑性ポリマー カーボネート官能基を有する, 透明度の高さで知られる, 耐久性, そして耐熱性.
ポリカーボネートは押出成形でも加工できますが、, ブロー成形, そして熱成形, 射出成形 最高レベルの柔軟性を提供します 部品の形状に関して, 量産, および表面の品質. アクリルと比べて, ポリカーボネートが提供する より良い靭性, 耐衝撃性, および熱安定性, 優れた光学的透明性を維持しながら.
ポリカーボネート射出成形の用途
機械的特性と光学的特性の独自のバランスにより、, ポリカーボネート射出成形は幅広い業界で使用されています:
眼鏡とレンズ
ポリカーボネートは光学レンズに最適です, メガネを含む, サングラス, と安全メガネ. 軽量です, 安定化すると紫外線に耐えます, そして優れた透明度を持っています.
医療機器
滅菌に耐える能力 (蒸気オートクレーブ, エチレンオキシド, ガンマ線照射) ポリカーボネートを注射器に適したものにします, IVコネクタ, カテーテル, そして保育器. 材料の透明性は液体や医療プロセスの監視に不可欠です.
消費者向け製品
ポリカーボネートは食品に安全で、高温にも耐えます, ミキシングボウルなどのキッチン用品に最適です。, フードプロセッサーハウジング, そして水のボトル. 製品の要件に応じて、透明または不透明の形状で製造できます.
自動車用途
ポリカーボネートは広く使用されています ヘッドライトレンズ, 楽器パネル, 耐衝撃性によるインテリアトリム, 紫外線安定性, 温度変化に耐える能力. ガラスと違って, 粉砕に耐えます, 安全上の利点を提供する.
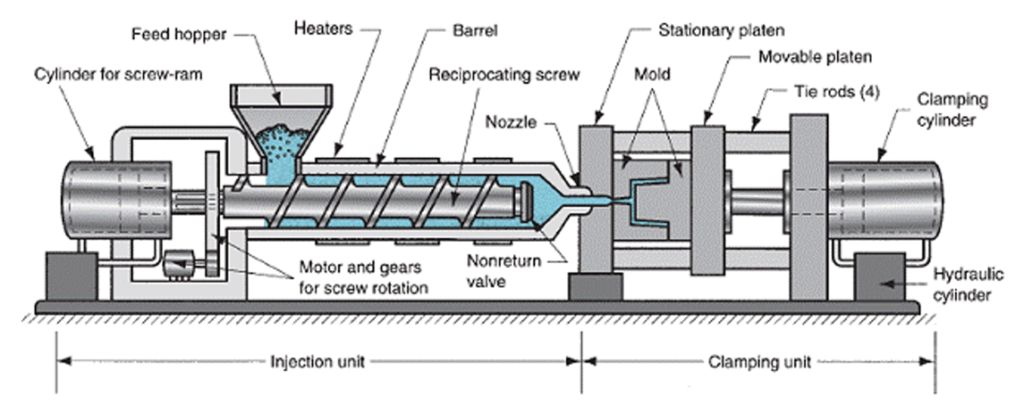
ポリカーボネート射出成形プロセス
このプロセスは他の熱可塑性プラスチックの射出成形と似ていますが、 熱と粘度の制御に特別な注意を払う:
餌やり & 溶融: ポリカーボネートのペレットは乾燥され、ホッパーから加熱されたバレルに供給されます。. ネジが発生する摩擦と熱により材料が溶けます。.
注射: 溶けたら, スクリューは溶融ポリマーを高圧で金型キャビティに押し込みます。.
冷却 & 凝固: 部品は金型内で冷却されます, 固まるにつれて少し縮みます.
排出: 金型が開き、部品が仕上げのために取り出されます。.
ポリカーボネートがあるので、 高粘度, それは必要です より高い処理温度 (260–320℃) 材料の劣化を防ぐための慎重な射出速度制御.
ポリカーボネート射出成形技術
部品の品質を向上させ、成形の課題を軽減するために、さまざまな特殊な技術が適用されることがよくあります。:
急速加熱 & 冷却 (RH&C)
射出前に金型を加熱し、射出後に急冷することで、透明部品のウェルドラインや表面傷を防止します。.
水アシスト射出成形
中空または薄肉の部品に使用されます. 金型内の高圧水がプラスチックをキャビティ壁に押し付けて、均一な厚さと滑らかな内部を実現します。.
圧縮射出成形
ヒケが発生しやすい厚肉部品に最適. プラスチックは開いた金型に低圧で射出されます, その後閉じて最終部分を形成します.
オーバーモールディング/インサートモールディング
事前に配置されたインサートまたは二次材料の上にポリカーボネートを成形することで、複数の材料を 1 つのコンポーネントに組み合わせることができます。.
ポリカーボネート射出成形のメリット
ポリカーボネート射出成形はメーカーに多くのメリットをもたらします:
速いサイクルタイム – 機械加工や熱成形よりもはるかに速い, 高い生産性を可能にする.
精度 & 厳しい公差 – 適切に設計された金型により、±0.1 mm の一貫性が達成可能.
幅広いサイズ範囲 – 小さくて複雑な部品と大型の自動車部品の両方に適しています.
優れた再現性 – 数千または数百万の部品にわたる高い一貫性.
高品質な表面仕上げ – 金型の表面を研磨して鏡のような透明度を実現できます。.
材料の効率的な使用 – 無駄を最小限に抑える, 多くの場合リサイクル可能なランナー付き.
低い人件費 – 高度に自動化されたプロセスにより、手作業への依存が軽減されます。.
設計の柔軟性 – 複雑な形状の作成が可能, マルチマテリアルパーツ, そして機能的なデザイン.
ポリカーボネート射出成形のデメリット
その利点にもかかわらず, いくつかの課題が存在します:
高い工具コスト: 金型の設計にはコストがかかる, 機械, そして磨く, 少量生産が不経済になる.
高価な原材料: ポリカーボネートはポリプロピレンや ABS などの代替品よりも高価です.
処理の困難さ: 粘度が高いため、劣化の危険を冒さずに薄肉部品や細かい部品の成形が困難になります。.
ポリカーボネート射出成形における一般的な問題
生産を確実に成功させるために, メーカーは一般的な問題に対処する必要がある:
吸湿性
ポリカーボネートは湿気を素早く吸収します, 特性の広がりと弱体化につながる. ペレットは以下の温度まで乾燥する必要があります。 0.02% 水分含有量 加工前.
金属への接着力
鉄分が多いとPCが金型やネジにくっつきやすい. クロムメッキまたは特殊コーティングにより固着を防止します.
高粘度の課題
より高い温度と射出圧力が必要, ただし、過度の熱は黄ばみや化学的分解を引き起こす可能性があります. 慎重なバランスが重要です.
その他の射出成形用材料

その他の射出成形用材料
ポリカーボネートが人気ですが、, 他の多くの熱可塑性プラスチックも射出成形されます:
ABS (アクリロニトリル ブタジエン スチレン) – 消費者製品や自動車のトリムに適しています.
PP (ポリプロピレン) – 包装に広く使用されています, 自動車, そして家庭用品.
ナイロン (PA) – 強くて耐摩耗性がある, 歯車や機械部品に適しています.
充填プラスチック – ポリカーボネートおよびその他の樹脂は、強度を高めるためにガラス繊維またはカーボン繊維で強化できます。.
金属射出成形 (MIM) – 金属粉末を混合したポリマーバインダーを使用, 続いて焼結.
まとめ
強度を兼ね備えたポリカーボネート射出成形, 透明性, そして精度, 現代の製造において最も価値のあるプロセスの 1 つとなっています. 医療機器や眼鏡から自動車のヘッドライトや消費財まで, 用途を拡大し続けるPC射出成形.
材料費や工具費は高額になる可能性がありますが、, プロセスは比類のないものを提供します スケーラビリティ, 再現性, 設計の柔軟性 高性能プラスチック部品用. 適切な乾燥を行うことで, 金型設計, およびプロセス制御, メーカーは粘度や湿気への敏感性の課題を克服して、完璧な製品を製造できます。, 高品質のポリカーボネートコンポーネント.
よくある質問
- ポリカーボネート射出成形の理想的な加工温度はどれくらいですか??
ポリカーボネートは通常、次のような処理温度を必要とします。 260–320℃. 正確な範囲は樹脂のグレードによって異なります, 部品の形状, そして使用されているマシン. 高温に長時間さらされると黄変や化学的劣化を引き起こす可能性があるため、注意深い監視が必要です。. - 射出成形前にポリカーボネートペレットを乾燥させる必要があるのはなぜですか?
ポリカーボネートは吸湿性が高い, つまり空気中の水分を吸収するということです. きちんと乾燥していないと, 成形中に水分が蒸気になります, 原因 スプレーマーク, 縞模様, 機械的強度が低下します. ペレットは以下の含水率まで乾燥させる必要があります。 0.02%加工前. - ポリカーボネートを他のプラスチックまたは材料でオーバーモールドできますか?
はい. ポリカーボネートはよく使われます オーバーモールドまたはインサート成形プロセスエラストマーと結合する場所 (TPUのような) または構造用プラスチック (腹筋のように). これにより、マルチマテリアル設計が可能になります, 硬いハウジング上のソフトタッチグリップなど. 強力な接着を実現するには、適切な金型設計と材料の適合性を考慮する必要があります. - 射出成形におけるポリカーボネートとアクリルの比較?
どちらの素材も透明です, しかしポリカーボネートには 優れた耐衝撃性, 靭性, そして耐熱性, 一方、アクリルは耐傷性に優れ、コストが低くなります。. ポリカーボネートは、多くの場合、安全性が重要な部品に好まれます。 安全メガネ, 自動車用レンズ, および医療機器. - ポリカーボネート射出成形でよくある欠陥とは何ですか?またそれらをどのように防ぐことができますか??
よくある欠陥には次のようなものがあります。:
広がり/水ぶくれ: 湿気が原因; 適切に乾燥させることで予防できる.
火傷跡: 閉じ込められたガスのせいで; 通気性を良くすることで解決.
ウェルドライン: 透明な部分に発生; を使用して最小化 急速加熱 & 冷却 (RH&C) テクニック.
黄ばみ: 過度の熱への曝露による結果; 正確な温度制御により軽減.
![]()