後処理とは、プラスチック射出成形品が金型キャビティから取り出された後に、その部品に対して実行される二次的な操作を指します。. その間 射出成形 非常に効率的な製造プロセスです, それには制限があります, そして、部品が意図した最終用途に完全に対応できる状態になることはほとんどありません。.
後処理の主な機能は 2 つあります。: 実行する 是正措置 不要な材料や表面の欠陥を除去します, そして実行する 二次的な機能的または装飾的なプロセス 成形機では効率的に達成できない、またはまったく達成できない.
この段階は費用対効果のトレードオフになることが多いため、非常に重要です。. 例えば, 後処理を通じて特定の色や複雑なグラフィックを実現すると、高価な着色樹脂に投資するよりも大幅に安価になる可能性があります。, 複雑なインモールドラベル付け, または高度に洗練されたツール設計. これらの手順を追加すると、, メーカーはより安価なベース材料とより単純な金型を利用できる, 高額な初期費用を軽減する.
このガイドでは、プラスチック射出成形業界で使用される 6 つの最も一般的かつ重要な後処理技術について詳しく説明します。:
ゲートトリミング
絵画
レーザーマーキング
パッド印刷
熱かしめ
超音波溶着
一般的な後処理アクティビティ
1. ゲートトリミング

ゲートトリミング
ゲートは、溶融プラスチックがランナー システムから金型キャビティに流れる重要な接続点です。. 最適なツール設計であっても, この時点では、固化した材料の小さな突起が残ります。, 「門跡」とも呼ばれます。フラッシュ, 金型のパーティング ラインまたはエジェクター ピンの周囲に押し込まれた余分な材料の薄い層, もう一つの一般的な欠陥です.
目的: ゲートトリミングの主な目的 (またはゲート解除) バリの除去は、パーツの美しさを確保するために行われます。, 組み立て中に正しくフィットする, 意図したとおりに機能します (特にシール面の場合).
メソッド:
手動トリミング: 小さめの場合, よりシンプルな部分, これには、鋭利なはさみなどの手工具を使用する必要があります。, ナイフ, または特殊なカッター. これは最も労働集約的で品質にばらつきのある方法です.
自動トリミング: 大量の部品や複雑な部品の場合, 備品, 成形機に組み込まれた切削工具, またはロボットアームを使用して一貫性と速度を確保します.
インモールドディゲーティング: 高度に設計されたツール (潜水艦ゲートやホットランナーゲートなど) ゲートの痕跡をきれいに切断するように設計されています 前に 部品が排出される, 二次トリミングの必要性を最小限に抑えるか排除する.
2. 絵画

絵画
色の付いたプラスチックも入手可能ですが、, ペイントは、特定の色を実現するための好ましい後処理です。, 特殊な仕上げ (メタリックやテクスチャなど), または保護機能層を提供する (EMIシールドなど).
塗装前の準備: 接着を成功させることが最も重要です. プラスチックは化学的に多様です, そしていくつか, ポリエチレンのような (PE) およびポリプロピレン (PP), 表面エネルギーが低い, 液体が広がるのではなく玉状になる.
クリーニング/サンディング: 離型剤の除去に必要, ほこり, と油.
プラズマ処理: この非常に効果的なプロセスでは、ガスプラズマを使用して非極性ポリマーの表面エネルギーを増加させます。, プラスチックと塗料の間により強い分子引力を生み出す極性官能基を導入します。.
塗装方法:
スプレー塗装: 最も一般的な方法. 単一または複数の層で適用できます. 塗料は自己硬化可能 (自然乾燥) または化学的に硬化. UV硬化塗料は早い, 効率的, 揮発性有機化合物を最小限に抑える (VOC) 排出量.
粉体塗装: 細かく粉砕したプラスチックパウダーを静電気を帯びて部品にスプレーする乾式仕上げプロセス. その後、部品が加熱されます (UVまたはオーブンで硬化) 粉を溶かして滑らかにする, 耐久性のある仕上げ. 優れた耐チップ性を実現します.
シルクスクリーン (スクリーン印刷): パターンを適用するために使用されます, ロゴ, またはテキスト, 多くの場合、2色以上の色が使われます. 多孔質の織メッシュ (画面) インクブロッキングステンシルをサポートするために使用されます, 開いた領域を残し、そこからインクが素材に押し付けられる.
3. レーザーマーキング
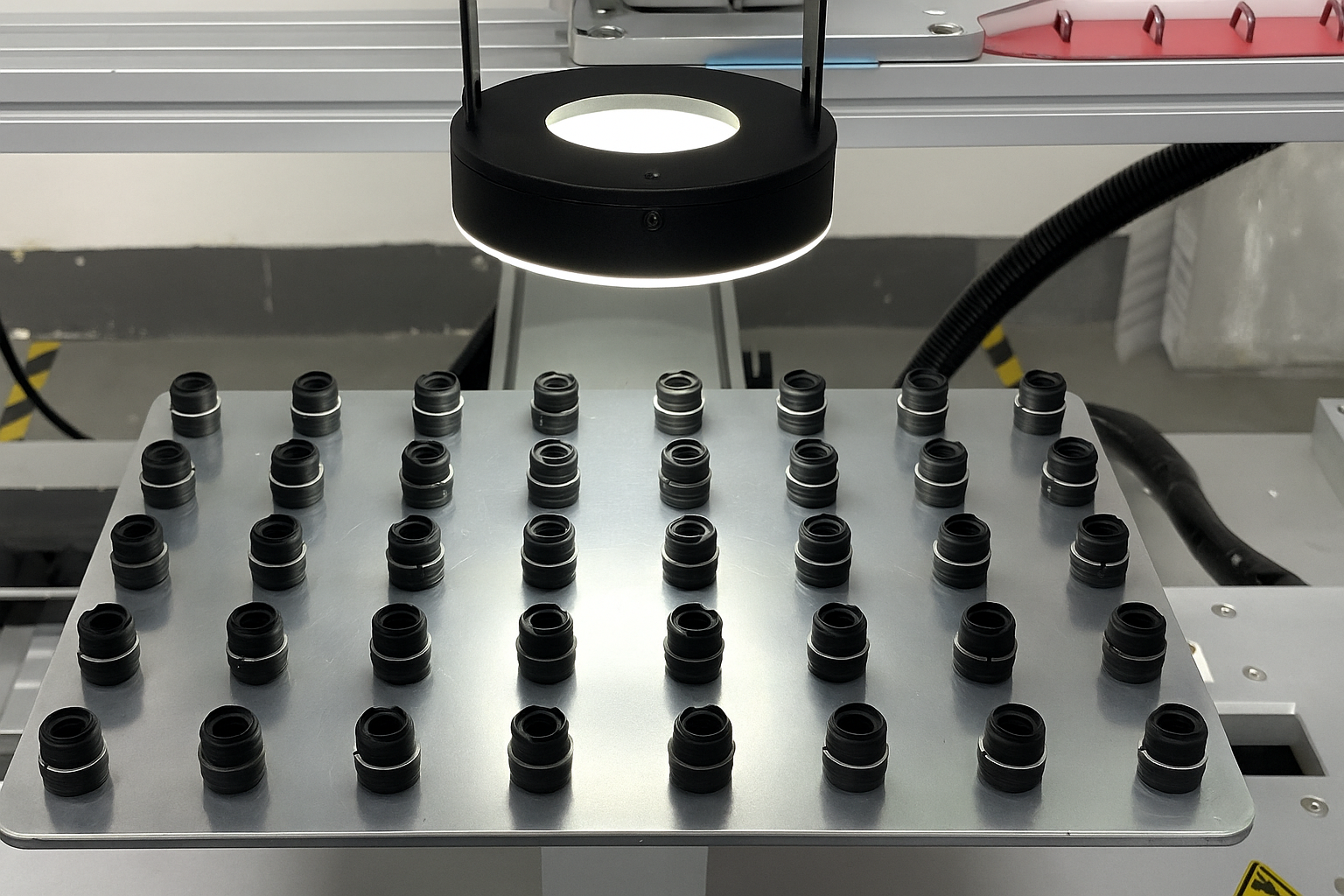
レーザーマーキング
レーザーマーキングは非接触です, 工具不要, 永続的なグラフィックを適用するための高精度の方法, 英数字, または部品の一意の識別子.
原理: 固体パルスレーザーは、成形プラスチック用に特別に選択された波長のエネルギーを供給します。. プラスチックはこのエネルギーを吸収します, 局所的な表面変化が生じる.
主要なメカニズム:
色の変化 (炭化): レーザー熱は材料内で化学変化を引き起こします, 多くの場合、表面が黒または灰色に暗くなります. これには特定の材料添加剤が必要です.
発泡: レーザーがプラスチックを局所的に溶かす, 表面直下に小さな気泡が形成される, 隆起して見える, ライターマーク.
アブレーション (彫刻): レーザーは表面材料の薄い層を除去します. 下地のプラスチックが違う色の場合, コントラストのある層を露出させて、鮮明なマークを実現します.
アプリケーション: 高い解像度と耐久性により、, レーザーマーキングは必要な部品には不可欠です トレーサビリティ または規制遵守, 医療用インプラントなど, エレクトロニクスのシリアル化, または自動車部品.
4. パッド印刷
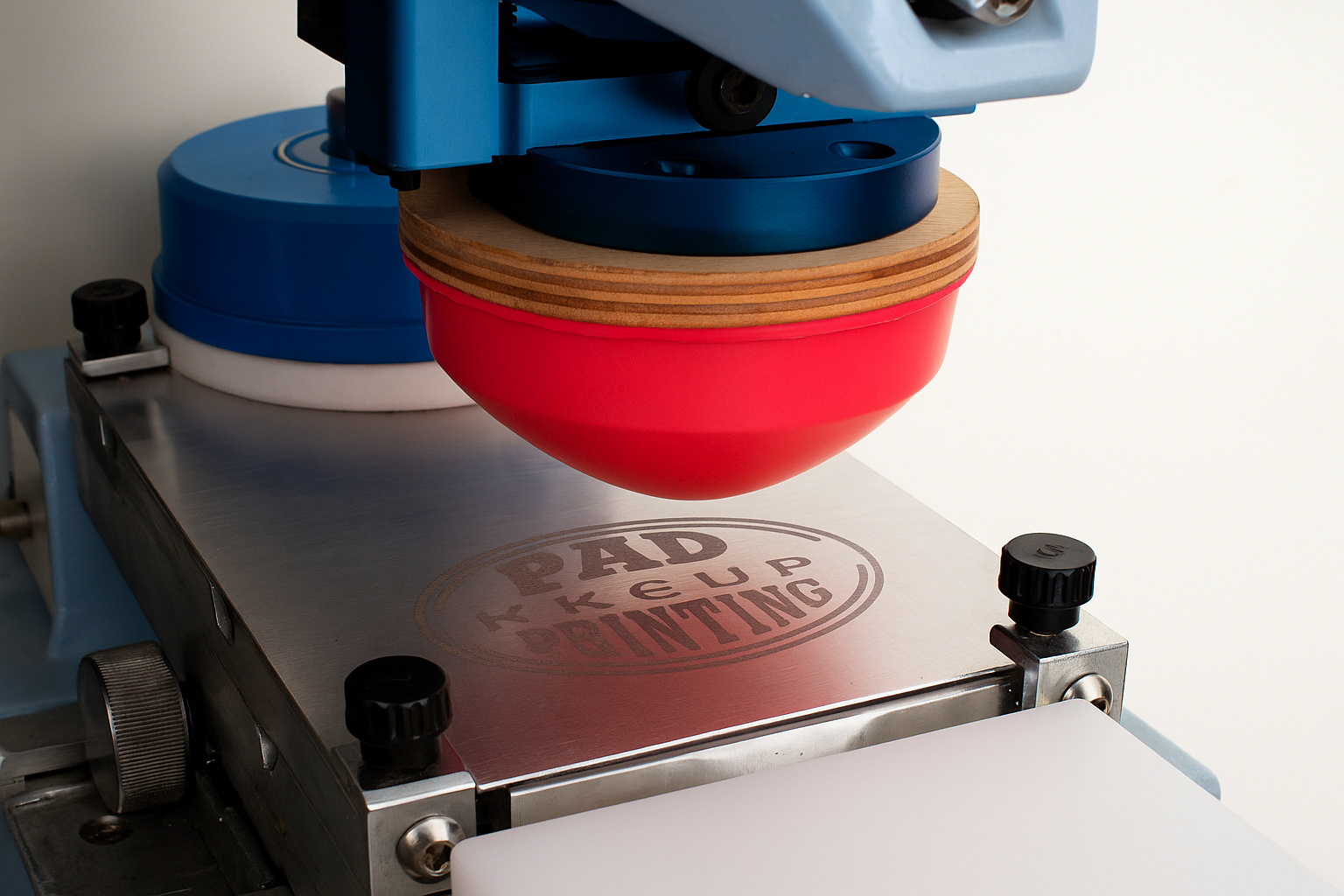
パッド印刷
パッド印刷は、2D 画像を 3D オブジェクトに転写するように設計された独自のオフセット印刷プロセスです。, 表面が複雑または不均一であることが多い.
プロセスコンポーネント:
決まり文句 (皿): エッチングされたプレートに目的のイメージのインクが保持されます.
インクカップ: カップは決まり文句の上を滑る, プレートの残りの部分をきれいに拭きながら、エッチング領域を速乾性インクで満たします。.
転写パッド: シリコーンゴムパッドがクリシェに押し付けられます, インクが塗られた画像を拾う.
移行: パッドは 3D パーツの表面に押し付けられると変形します。, 画像をきれいに転送する.
利点: パッド印刷は従来の方法ではうまくいかない場合に優れています, 特に凹面では, 凸型, 球状, または不規則な表面. 速乾性インクの使用により汚れのリスクを最小限に抑えます。, 大量消費財に最適です, スポーツ用品, およびアプライアンスのハウジングの詳細については、, 多色のグラフィックスが必要です.
5. 熱かしめ
熱かしめ
熱かしめ, または熱可塑性ステーキング, 2 つ以上の部品をしっかりと固定するために使用される接合技術です, 通常、非プラスチックコンポーネントを永久的に取り付けるために使用されます。 (金属インサートやPCBなど) プラスチック部品に.
機構: 加熱された工具または金属インサートがプラスチックのスタッドまたはボスに押し付けられます. 熱により局所的な溶融が起こり、 プラスチックのリフロー スタッドの先端の. 次に、ツールは軟化したプラスチック材料を所定の頭部に成形します。 (ドームやフレアのように) 非プラスチック部分を捕捉する.
利点 & アプリケーション:
それは強いものを生み出す, 永久的な機械的ジョイント.
取り付けには欠かせません ネジ付き金属インサート (例えば, 六角ナットまたはスタンドオフ) プラスチックボスに, 製品の組み立て中にネジを繰り返し使用できるようにする.
挿入力が低いため、薄肉または繊細なプラスチックの部分にかかる応力や亀裂の可能性が防止されます。.
6. 超音波溶着

超音波溶着
超音波溶接は、高周波音響振動を使用して 2 つの互換性のある熱可塑性コンポーネントを永久的に接合する、迅速かつクリーンなプロセスです。.
機構: 超音波ホーン (ソノトロード) の間で振動します 20 に 40 kHz. この振動が接合部分に伝わります。, と呼ばれる設計されたインターフェイス機能に特に集中しています。 エネルギーディレクター. このとき機械振動により激しい摩擦熱が発生します。, プラスチックが溶けて混ざり合う原因となる. 振動が止まったら, クランプ力は特定の保持時間維持され、溶融プラスチックが冷却されて再凝固します。, パーマネントを作成する, 固体溶接.
利点:
スピード: 溶接サイクルは通常数秒で測定されます.
清潔さ: 化学溶剤は必要ありません, 接着剤, またはファスナー.
生体適合性: この特徴により、組み立てに非常に好まれています。 医療機器 化学残留物が許容されない滅菌包装.
後処理の準備: 早期の計画が鍵
後処理の準備
後処理を結果論として扱うのはよくある間違いです. 部品の設計と成形が完了するまで待ってから二次加工を検討するのは非効率的でコストがかかります.
デザインの統合: 傷のつきにくいパウダーコートの必要性など、後処理の要件について積極的に話し合う必要があります。, 熱かしめされたインサートの正確なサイズ, または、設計段階の早い段階で製造パートナーと協力して、溶接用のエネルギー ディレクターの場所を決定します。.
後処理を最初から織り込むことで, 部品の形状を変更できます, 最適な樹脂を選択する, 最もコスト効率の高いソリューションを選択します, 最終的には、次の射出成形プロジェクトにかかる時間とお金の両方を節約できます。.
よくある質問
Q1: 後処理により最終部品のコストは常に増加しますか??
はい, 後処理により追加の手順と労力が追加されます (手動または自動) 製造フローへ, 「金型から直接」部品に比べて単価が高くなります。. しかし, それは戦略的なコストです. 例えば, 部品を塗装すると人件費が高くなる可能性があります, しかし、プロジェクト全体のコストは次のようになります。 より低い 高価な特殊着色樹脂を成形機に使用するよりも, またはフラッシュを排除するために設計されたより複雑なツールにお金を払う.
第2四半期: プラスチックに直接塗装するか着色するかを選択するにはどうすればよいですか?
プラスチックの着色 (着色樹脂): 素材全体の色の均一性が必要な部品に最適 (表面に傷がついた場合, 色は残っています) または一貫性が重要な大量部品の場合. シンプルなほうが安い場合が多い, 単色.
絵画: 特殊効果を実現するのに最適 (メタリック, 高光沢, ソフトタッチ), 機能性コーティングの提供 (EMIシールド), または欠陥をカバーする. 最終仕上げをより細かく制御でき、単一パーツで複数の色を実現する場合にコスト効率が高くなります。.
Q3: 熱かしめと超音波溶接の主な違いは何ですか?
どちらも結合方法です, しかしそのメカニズムは異なります:
熱かしめ: 用途 伝導熱 加熱されたツールまたはインサートからプラスチックのスタッドまたはボスを溶かして再成形します。, コンポーネントを所定の位置にロックする. 通常、超音波溶接よりも時間がかかります.
超音波溶着: 用途 摩擦熱 高周波振動によって発生し、接合界面のプラスチック表面を溶かします。. はるかに速く、永久的なものを作成します。, 2 つのプラスチック部品間の直接の固体結合.
Q4: あらゆる種類のプラスチックにレーザーマーキングできますか?
いいえ. レーザーマーキングが成功するかどうかは、レーザーの波長を吸収するプラスチックの能力に大きく依存します。. 多くの一般的な熱可塑性プラスチックにはマーキングが可能ですが、, 一部の透明または高反射プラスチックには特定の添加剤が必要です (多くの場合黒または白の顔料) 必要な化学反応を促進し、目に見えるコントラストを生み出すため. レーザーマーキングの専門家との相談が不可欠です.
Q5: なぜ下地処理をするのか (プラズマ治療のような) 絵を描く上でとても重要?
塗料を適切に接着するには、プラスチック上に高い表面エネルギーが必要です. 多くの一般的な汎用プラスチック (PE, PP) 無極性で表面エネルギーが低い. 表面エネルギーが低すぎる場合, ペイントが表面を適切に濡らさず、簡単に欠けたり剥がれたりします。, 仕上がりや耐久性が著しく損なわれる. プラズマ処理はこの表面エネルギーを一時的に増加させます, 強さを確保する, 塗料とプラスチックの間の分子レベルの結合.
Q6: パッド印刷は曲面の大きい面にも使用できますか?
はい, これがパッド印刷の主な利点の 1 つです. シリコン転写パッドは柔軟性が高く、曲面に合わせて変形できます。, 球状, または不規則な三次元表面, サクサクした食感を可能にする, 決まり文句のフラットなイメージ (皿) 複雑な形状に正確に転写できる.
![]()