フライス盤の最も重要な違いは次のとおりです。 スピンドルの向き—切削工具を保持し、回転させる部品. この要因に基づいて, 機械は一般的に次のように分類されます 立型フライス盤 そして 横型フライス盤. それぞれに独自の長所と短所があります, さまざまな用途により適したものにする.
小規模なワークショップや試作品製作に, 縦型マシンは、手頃な価格とシンプルさのため、一般的な選択肢です。. 一方で, 大規模な製造作業では、生産性が高く、より重いものを扱う能力があるため、横型機械が好まれることがよくあります。, より複雑なカット.
この記事では、両方のタイプのマシンについて詳しく説明します, それらがどのように機能するかを簡単に説明します, そして彼らのことを深く掘り下げていきます 主な違い. 最後まで, どの設定が適切であるかを明確に把握できます あなたの加工ニーズ.
立形フライス盤の概要
動作原理
立形フライス盤は、切削工具を保持する主軸が垂直になるように設計されています。, ワークに対して垂直. この設定により、切削工具が材料内に下方向に移動できるようになります。. ワーク自体は静止したままです, 機械テーブルにしっかりとクランプ, 切削工具が材料を徐々に削り出しながら、.
縦型ミルが好まれるのは、 精密作業. 垂直スピンドルにより、切断領域の視認性が向上します。, つまり、オペレーターはプロセスを直接監視し、迅速な調整を行うことができます。. このため、工具室では立型機械が非常に人気があります。, 試作店, および小規模製造.
もう一つの利点は、 地上レベルの操作に適した多用途性 スロッティングなどの, 掘削, 直面している, そして輪郭を描く. しかし, 深い切り込みや非常に大きな部品を扱う場合, 立形フライス盤の限界が見え始める.
一般的なタイプ (フラッシュ & ベッドミリング)
立形フライス盤には通常 2 つの主要な設計があります: タレットミル そして ベッドミル.
タレットフライス盤:
タレットミルはコンパクトで、より小さな部品向けに設計されています. スピンドルは所定の位置に固定されたままです, ただし、タレットヘッドは回転でき、テーブルは複数の方向に移動できます。 (X 軸と Y 軸). この設計により、タレットミルは軽作業や細部の仕上げが必要な部品に最適になります。. 精度を高めるための「主力馬」と考えてください。, 少量加工.
ベッドフライス盤:
ベッドミルはより大型でより堅牢です. このデザインでは, スピンドルは垂直に移動できます, テーブルがベッドに沿って水平に移動する間. このセットアップにより、より高い剛性とより重い部品のサポートが提供されます。. ベッドミルは、精度と中型部品の処理能力のバランスをとるため、従来の機械工場でより一般的です。.
要約すれば, 垂直ミルはより簡単です, 学びやすい, そしてより安価な. これらは多くの機械工にとって自然な入り口であり、小規模または精密機械加工のために業界全体で広く使用され続けています。.
横型フライス盤の概要
動作原理
横型フライス盤は、縦型フライス盤と同じ基本原理で動作します。: 回転切削工具が固定されたワークピースから材料を除去します. しかし, 重要な違いは スピンドルの水平方向. この変更により、マシンのパフォーマンスが劇的に変化します。.
下に切るのではなく、, 水平に取り付けられたツールが材料を横切って切断します. この設計により、横型機械は特に効果的になります。 より重く、より深いカット, ツールは垂直のツールよりも短くて厚いため、. より強力なツール形状により振動が低減されます。, 機械がより要求の高い操作を簡単に処理できるようにする.
横型フライス盤は大規模生産によく使用されます, 大型部品の機械加工, 積極的な材料除去速度を必要とするジョブ. 航空宇宙のような産業, エネルギー, および重機の製造は、製品を提供する能力を水平セットアップに大きく依存しています。 高い生産性と堅牢なパフォーマンス.
特別な能力 (チップ避難 & 角度の処理)
横型フライス盤の最大の利点は次の 2 つです。 切りくずの排出 そして 角度の取り扱い.
チップ避難:
フライス加工中, チップ (除去された材料の小さな破片) 切断領域の周囲に蓄積する. 縦型機械の場合, 重力により切りくずがワークピース上に堆積することがよくあります, 表面の傷の原因となる, 過熱, または追加のクリーンアップの必要性. 横型機械, 一方で, スピンドルの向きにより切りくずを切削領域から自然に排出します。. これにより、表面仕上げが向上するだけでなく、洗浄のダウンタイムも削減されます。.
角度の処理:
横型機械にはユニバーサルテーブルが装備されていることがよくあります, ワークピースの回転と傾斜を可能にします. この機能は、カッターが複数の方向からワークピースにアプローチできることを意味します。, 複雑な形状や形状の加工が容易になります。. 縦型機械, 対照的に, 単一の平面上での作業に限定されます.
本質的に, 一方、横型ミルには多額の先行投資が必要です, これらは独自の利点をもたらし、大量生産には欠かせないものになります。, 複雑な加工環境.
メリットとデメリットの概要
立型フライス盤 – 長所 & 短所
長所: 手頃な価格, 広く入手可能, 操作が簡単, 精密な作業に最適, メンテナンスの手間がかからない.
短所: 限られた切込み深さ, 材料除去速度が遅い, 大きな部品には効果が低い.
横型フライス盤 – 長所 & 短所
長所: 生産性の向上, より良い切りくず排出, 斜めに切る能力, 深い切り込みや大きな部品に最適.
短所: 購入と維持に費用がかかる, 熟練したオペレーターを見つけるのが難しい, 小規模なワークショップにはあまり適さない.
垂直および水平ミルリングマシンの主な違い
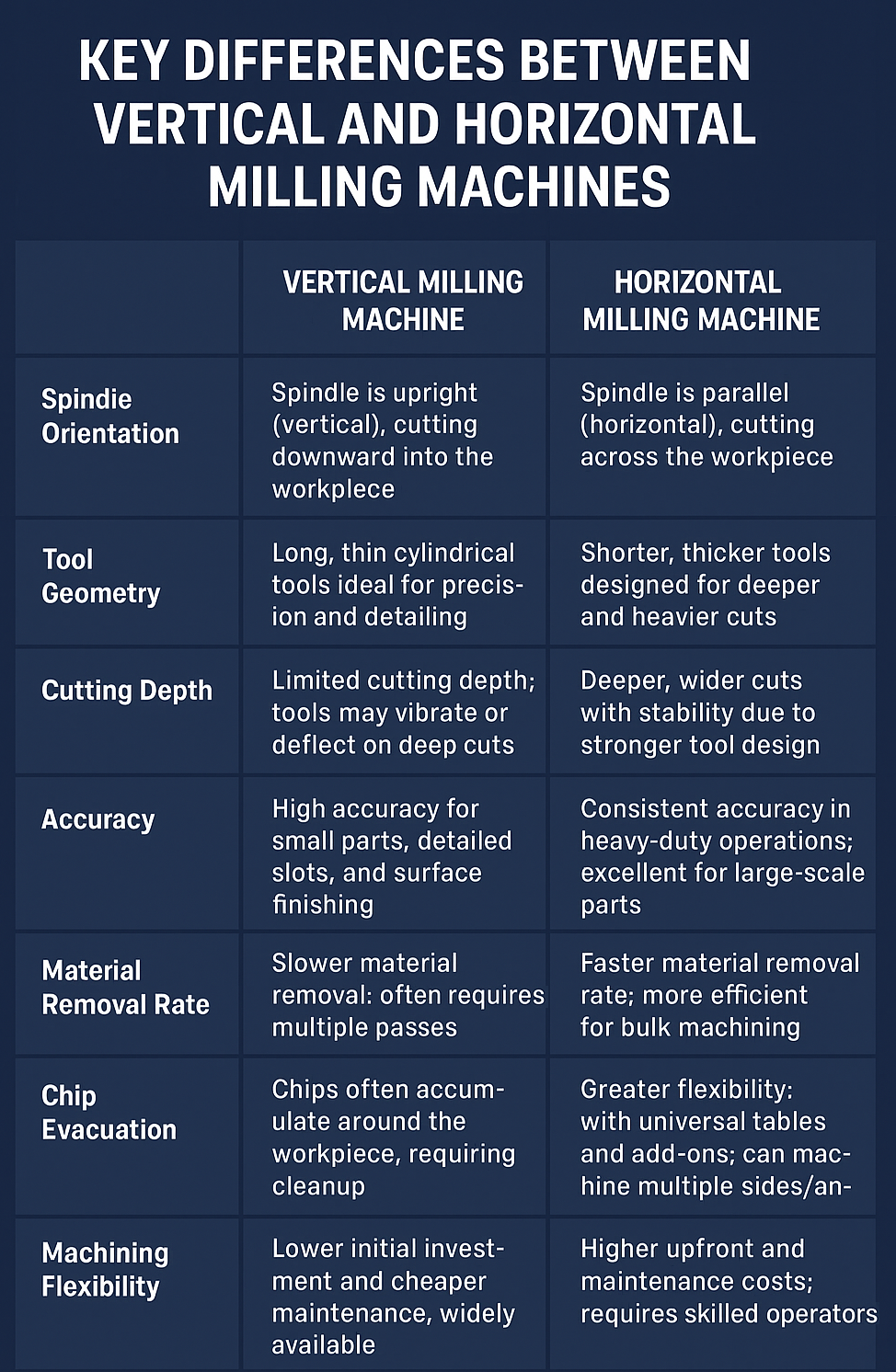
スピンドルの向き
立形フライス盤と横形フライス盤の最も明らかな違いは主軸の向きにあります。. 立形フライス加工の場合, スピンドルは直立に配置されています, ワークに対して垂直. これにより、切削工具が下方に移動できるようになります。, 素材に押し込む. この設定により、オペレーターはプロセスを視覚的に監視し、リアルタイムで調整することが容易になります。, これは精密な作業に特に価値があります, プロトタイピング, および小規模なプロジェクト.
対照的に, 横型フライス盤はスピンドルをワークピースと平行に配置します. この水平セットアップは、ツールが材料の中に下降するのではなく、材料の上を横切って移動することを意味します。. 結果的にはさらに強くなりました, より安定した切断プロセス, 特に深い切り込みや大きなワークピースの場合. 工具が短くて丈夫なので, 重い負荷がかかっても曲がったりぐらついたりしません。, 垂直ツールがよく苦労すること.
2 つの方向の選択は、パフォーマンスだけでなく、製造できる部品の種類にも影響します。. 垂直スピンドルは詳細な作業に適しています, 精度が最も重要な表面レベルの加工, 水平スピンドルは電力が必要なシナリオで威力を発揮します, スピード, そして耐久性. 例えば, 金型や精密な溝の作成には垂直セットアップが最適です。, 一方、頑丈なギアボックスのハウジングを切断する場合は、横型の機械で行う方が効率的です。.
要するに, スピンドルの向きによって、各タイプの機械がどのように機能するかが決まります。, 安定性に直接影響する, 切込み深さ, 製造できる部品の複雑さ.
工具の形状と設計
もう 1 つの重要な違いはツール自体にあります. 立形フライス盤が使用する 長さ, 細長い円筒形の工具, 狭いスペースにも入り込み、複雑なデザインにも対応できます. これらのツールは穴あけなどの作業に最適です, スロッティング, 細かいディテールが必要な輪郭加工も可能. しかし, 薄い構造のため、より深い切断やより重い材料の除去を行う場合、振動やたわみが起こりやすくなります。.
一方で, 横型フライス盤は 短い, 太い工具. これらのカッターは、曲がったりぐらついたりすることなく、より大きな抵抗に耐えられるように設計されています。. この形状は、より大きなワークピースに取り組み、より少ないパスで深いまたは広い切削を実行するのに最適です。. さらに, 横型ミルは特殊なカッターに対応可能, サイドアンドフェイスカッターなど, スラブミル, およびギャングミリングのセットアップ, 複数のカットを同時に可能にする.
工具の形状は生産性と部品の品質に直接影響します. 例えば, 正確なスロットが必要な小さなアルミニウム部品を加工している場合, 縦型マシンのスリムなツールが最適. ただし、硬化鋼を扱っていて、大量の材料を迅速に除去する必要がある場合は、, 水平ツールの堅牢性により、はるかに優れた結果が得られます.
このツール設計の違いは、各マシンにそれぞれのニッチな分野がある理由を強調しています。. 縦型ミルは次のことに重点を置いていますが、 精度とアクセシビリティ, 水平ミルが強調する パワーと効率.
切断仕様と精度
精度に関して言えば, 通常は立型フライス盤が主導権を握ります, 特に罰金に関しては, 細かい作業. 直立した主軸配置により優れた視認性を実現, 機械工が工具の動作を正確に確認できるようにする. この実践的な制御により、厳しい公差を達成することができます, 縦型マシンをプロトタイプに最適な選択肢に, 金型, 複雑な仕上げが必要な部品.
しかし, 精度は必ずしも効率と等しいわけではありません. 垂直ツール, 長くて薄いデザインのため, より深いカットが必要な場合、安定性が低下します. この不安定性が振動を引き起こす, おしゃべり, あるいは意図した設計からの逸脱さえも. 結果として, 垂直ミルは、1 回のパスで除去できる材料の量に制限があります.
横型フライス盤, 対照的に, デリケートな作業では、垂直セットアップの極度の精度には及ばない可能性があります, しかし、彼らは優れています 負荷時の一貫性. 厚みのあるツールと堅牢な設計のおかげで, 彼らはより深く対処できる, 精度を犠牲にすることなく、より重いカットを実現. 最新の CNC 横型ミルには、高度な制御システムも統合されており、精度においては縦型機械に匹敵すると同時に、比類のない生産性を実現できます。.
持ち帰り? プロジェクトに薄い壁が含まれる場合, 浅いスロット, または審美的な仕上げ, 多くの場合、縦型ミルの方が優れています. ただし、深い穴が必要な場合は、, 広い溝, または一貫した公差での重切削加工, 横型マシンは常に優れたパフォーマンスを発揮します.
コストとメンテナンス
多くのワークショップでは、立形フライス盤と横形フライス盤のどちらを選択するかが、コストが決定要因となることがよくあります。. 縦型ミルは一般的に、 はるかに手頃な価格 購入する, 小規模なワークショップやトレーニングセンター向けにエントリーレベルのモデルが用意されています. 彼らのデザインはよりシンプルです, つまり、メンテナンスの必要性が低くなり、故障も少なくなります。. さらに, それらはとても一般的なものなので, スペアパーツや熟練したオペレーターの確保が問題になることはほとんどありません.
横型フライス盤, しかし, と一緒に来てください より高額な値札. 事前に購入すると高価になるだけでなく、, しかし、メンテナンスや修理には高額な継続コストも必要になります. 構造が複雑で作業負荷が重いため、オペレーターには専門的なトレーニングが必要です, 交換部品の入手が困難になる可能性があります. これらの要因が組み合わさって、横型ミルへの時間と費用の両方における投資が大きくなります。.
そうは言っても, コストが高くなるほど、それに比例したメリットが得られます. 横型ミルは材料をより速く除去できます, より大きな仕事を扱う, 大量生産環境で生産性を維持します. 数千もの同一部品を生産する大企業向け, 多くの場合、投資は加工時間の短縮と生産量の増加によって報われます。.
小規模なワークショップやスタートアップ向け, 縦型マシンは手頃な価格であるため、実用的な選択肢になります。. ただし、スループットと効率が重要な確立されたビジネスの場合, 横型機械のコストが高いことは正当化される.
材料除去率
材料を除去できる速度は、フライス加工における定義的なパフォーマンス指標です。, ここでは横型マシンが明らかに勝者です. ツールの形状と方向により、 もっと早く, より深いカット, つまり、より多くの材料をより短い時間で除去できることになります. 実稼働環境で, これによりサイクルタイムが短縮されます, より高い効率, 大量の注文を迅速に完了する能力.
立型フライス盤, 正確でありながら, 比較すると遅い. 彼らのツールは一度に小さなカットしか処理できません, また、オペレーターは多くの場合、希望の深さを達成するために複数のパスを作成する必要があります。. これにより、加工時間が長くなるだけでなく、全体的な生産性も低下します。, 特に大きな部品や複雑な部品を扱う場合.
もう一つの要因はチップ管理です. 横型機械は、重力と工具の方向により自然に切りくずをワークピースから取り除きます。, 詰まりや過熱を防ぐ. 縦型機械, しかし, 多くの場合、切りくずの蓄積に悩まされます, 動作が遅くなり、部品の仕上げに悪影響を及ぼす可能性があります。.
要するに, 生産性とスピードが最優先の場合, 水平フライス加工は比類のないものです. 縦型機械, 遅くても, 細かい作業のためのより良い制御を提供します, 小規模なジョブやカスタム作品に適しています。.
面の数と加工の柔軟性
加工における柔軟性は、多くの場合、再クランプなしでワークピースの何側面にアクセスできるかによって決まります。. 立形フライス盤はほとんどの場合、 一度に単一の飛行機. アタッチメントにより機能をある程度拡張できますが、, 水平方向の対応物と比較して、依然として多用途性が劣ります。.
横型フライス盤, 特にユニバーサルテーブルを備えたもの, はるかに優れた柔軟性を提供します. ユニバーサルテーブルによりワークピースの回転と位置変更が可能, カッターが複数の角度からアプローチできるようにする. この特徴により複雑な形状の加工が可能になります, 輪郭, 少ないセットアップで多面パーツを実現.
さらに, 横型ミルには回転テーブルなどのアドオンを取り付けることができます, 分割ヘッド, そして複数のカッター, 多用途性をさらに拡大. 複雑な処理が必要な業界向け, 多軸加工, 水平セットアップは、垂直マシンでは達成できないレベルの適応性を提供します。.
単純な作業の場合, 縦型マシンの単一プレーン機能で十分であり、コスト効率が高い. ただし、複雑な形状や複数の表面を持つ部品の場合は、, 横型機械の柔軟性により、時間と労力を大幅に節約できます.
ニーズに合った適切なマシンの選択
立型フライス盤と横型フライス盤のどちらを選択するかは、画一的な決定ではありません。. 正しい選択はあなたの好みに大きく依存します ワーク要件, 生産量, 予算, 利用可能な専門知識. これらの考慮事項を分析してみましょう:
1. ワークピースのサイズと複雑さ
プロジェクトの主な内容が次のとおりである場合、 小型から中型の部品 スロットなど、細かい仕上げが必要なもの, 溝, または複雑なパターンの場合、通常は立型フライス盤を選択するのが賢明です。. その工具形状により繊細な作業が可能になり、その視認性により機械工は精密な切断を容易に監視できます。.
しかし, 機械加工をしている場合 大きなワークやかさばるワーク, エンジン部品など, 構造フレーム, または工業用金型, 横型機械の方がはるかに効率的です. 頑丈なツール設計と強力なスピンドルの向きにより、安定性を損なうことなく、より大きな負荷を処理できます。.
2. 生産量
のために 低音量, カスタム, またはプロトタイプ作品, 多くの場合、垂直ミルが理想的です. セットアップは簡単です, プログラム, そして操作する, リードタイムを短縮します. この柔軟性により、中小企業や試作店の間で人気があります。.
しかし、あなたの目標が 大量生産, 横型マシンは無敵. 優れた材料除去率と 1 回のセットアップで複数の面を加工できる能力により、より短い時間でより多くの部品を大量生産できます。. この生産性は大規模製造にとって非常に重要です.
3. 予算と費用
コストは最も重要な要素の 1 つです. 立形フライス盤は、 より手頃な価格の, 購入価格と継続的なメンテナンスの両方の観点から. 小規模な作業場でも設置する余裕があります, 演算子は広く利用可能です.
横型機械, 一方で, を表す 多額の投資. 初期費用が高い, メンテナンスにはより多くのリソースが必要です. 熟練したオペレーターを見つけるのが難しい, 人件費が増加する可能性がある. そうは言っても, 高い生産需要がある企業向け, 機械は効率性によってすぐに元が取れるため、コストは正当化されます。.
4. オペレーターのスキルと可用性
もう一つ見落とされている要素は、 熟練した機械工の確保. 立型フライス盤の方が一般的です, つまり、より多くのオペレーターがそれらを使用する訓練を受けています. プロセスがシンプルなのでトレーニングも簡単です.
横型フライスは専門知識が必要です. 使用している工房が少ないため、, 現実世界での経験を持つオペレーターを見つけるのは難しい場合があります. 中小企業向け, これは取引の妨げになる可能性があります, CNC 加工サービスに作業を委託しない限り.
5. ビジネスモデルの考慮事項
のために 新興企業や小規模製造工場, 縦型マシンは理にかなっていて多用途です, 手頃な価格, 日常のプロジェクトに信頼できる. しかし、 確立された製造会社 効率を重視したもの, スループット, 複雑な部品の加工, 多くの場合、横型マシンのほうが長期的な投資に適しています。.
結論
立形フライス盤と横形フライス盤の議論は結局のところ次のようになります。 精度と生産性. どちらの機械も、回転ツールを使用して固定されたワークピースから材料を除去するという同じ基本原理を共有していますが、設計の違いにより、まったく異なるタスクに適しています。.
立型フライス盤 精密な作業に優れる, 小型から中型の部品, カスタムまたはプロトタイプのプロジェクト. お手頃価格です, メンテナンスが簡単, 生産需要が低いビジネスに最適です.
横型フライス盤 過酷な作業を強力にサポートします, 大きなワーク, そして大量生産. 深いカットを実行する能力, 複数の側面を処理する, 切りくずを効率的に排出するため、大規模製造において非常に価値があります。, たとえより高いコストがかかっても.
結局のところ, 決定はあなた次第です 特定のニーズ, 生産目標, と予算. 小規模なワークショップ向け, 多くの場合、立型フライス盤が自然な出発点になります. 産業規模の運用向け, 横型機械の優れた生産性は投資を正当化します.
そして忘れてはいけないのが、アウトソーシングです。 CNC加工サービス 実用的な代替手段です. 横型機械への設備投資に余裕がない企業でも、専門のサービスプロバイダーを通じてトップレベルのフライス加工機能にアクセスできます。.
あなたが中小企業の経営者であっても、, 機械工, または製造業の幹部, これらの主な違いを理解すると、作業に適したツールを確実に選択できるようになります。. 機械加工中, 人生と同じように, 多くの場合、適切なツールの選択が結果の質を決定します.
![]()