
O acabamento superficial de uma peça moldada por injeção não é apenas uma reflexão tardia; é uma característica crítica do design que determina tanto o apelo estético do produto quanto seu desempenho funcional. A seleção do acabamento apropriado requer um conhecimento profundo das propriedades do material, limitações de ferramentas, e o ambiente de uso final pretendido da peça. Para alcançar o resultado desejado, a comunicação precoce e contínua entre o engenheiro de projeto e o moldador por injeção é fundamental.
O papel crítico do acabamento superficial: Estética versus. Função
A decisão de aplicar um acabamento específico – seja um polimento de alto brilho ou uma textura fosca profunda – deve ser orientada por objetivos claramente definidos. A resposta sobre se o acabamento serve principalmente a um propósito visual ou prático orientará todas as decisões subsequentes de moldagem e ferramentas.
A. Benefícios estéticos (Apelo visual)
Acabamentos texturizados são uma ferramenta poderosa para aprimoramento visual e mitigação de defeitos:
Valor percebido e profundidade: As texturas podem dar uma sensação de profundidade a uma peça, sofisticação, e um prêmio, visual acabado, aumentando sutilmente seu valor percebido para o cliente.
Escondendo imperfeições cosméticas: A texturização é altamente eficaz para ocultar uma ampla gama de defeitos comuns de fluxo e moldagem que seriam altamente visíveis em uma superfície polida, Incluindo:
Linhas de Fluxo & Linhas de malha: Listras ou áreas fracas onde as frentes de fluxo de plástico se encontram.
Marcas de blush: Descoloração localizada ou opacidade.
Marcas de pia & Marcas de sombra: Depressões causadas por retração localizada em seções espessas.
Manuseio e durabilidade: Um acabamento texturizado fornece uma superfície robusta que é menos propensa a arranhões durante o transporte e manuseio, e oculta com sucesso manchas de impressões digitais e pequenos desgastes superficiais ao longo da vida útil do produto.
B. Benefícios funcionais
Além da aparência, o acabamento superficial oferece várias vantagens funcionais tangíveis:
Liberação de Molde Melhorada (Cortes inferiores): Textura estrategicamente colocada, particularmente em superfícies ocultas ou recursos internos, pode encorajar a peça a puxar consistentemente para o lado desejado do molde (normalmente a metade móvel) devido ao aumento do atrito, auxiliando na liberação eficaz do molde, especialmente perto de pequenos cortes inferiores.
Adesão aprimorada: Superfícies texturizadas melhoram drasticamente as capacidades de colagem para operações secundárias:
Pintar: A micro-rugosidade proporciona uma ancoragem mecânica, permitindo que a tinta adira com mais firmeza e resista à descamação.
Adesivos/Etiquetas: De forma similar, superfícies texturizadas aumentam a área de superfície e o atrito necessários para que etiquetas e decalques permaneçam fixados com segurança.
Ergonomia e Segurança (Aperto aprimorado): Em aplicações de consumo ou industriais onde a peça é manuseada (por exemplo., ferramentas, invólucros de equipamentos), textura fornece uma superfície antiderrapante, melhorando a aderência, usabilidade, e segurança.
Auxiliares de processamento (Ventilação de gás): A criação de uma superfície texturizada pode aumentar a área de superfície e fornecer microcanais dentro da cavidade, permitindo que gases presos escapem mais rapidamente através da linha de separação, potencialmente reduzindo marcas de queimaduras e tiros curtos.
C. Momento da decisão
Devido ao impacto em cascata na seleção de materiais, complexidade de ferramentas (e custo), e parâmetros de processamento, o acabamento superficial deve ser determinado o mais cedo possível durante o Design para fabricação (DFM) estágio.
2. Opções de acabamento de superfície e limitações de ferramentas
A gama de acabamentos superficiais alcançáveis está inerentemente ligada ao material usado para construir o próprio molde.
Aço versus. Moldes de alumínio: Os moldes de aço oferecem resiliência muito superior aos processos de polimento e texturização. Devido à sua dureza, o aço pode ser altamente polido para obter acabamentos espelhados ou gravado com profundidade, texturas complexas (por exemplo., grãos de couro, padrões geométricos). Alumínio, sendo mais suave, é normalmente limitado a acabamentos simples e não pode reter polimentos extremamente altos ou texturas complexas a longo prazo.
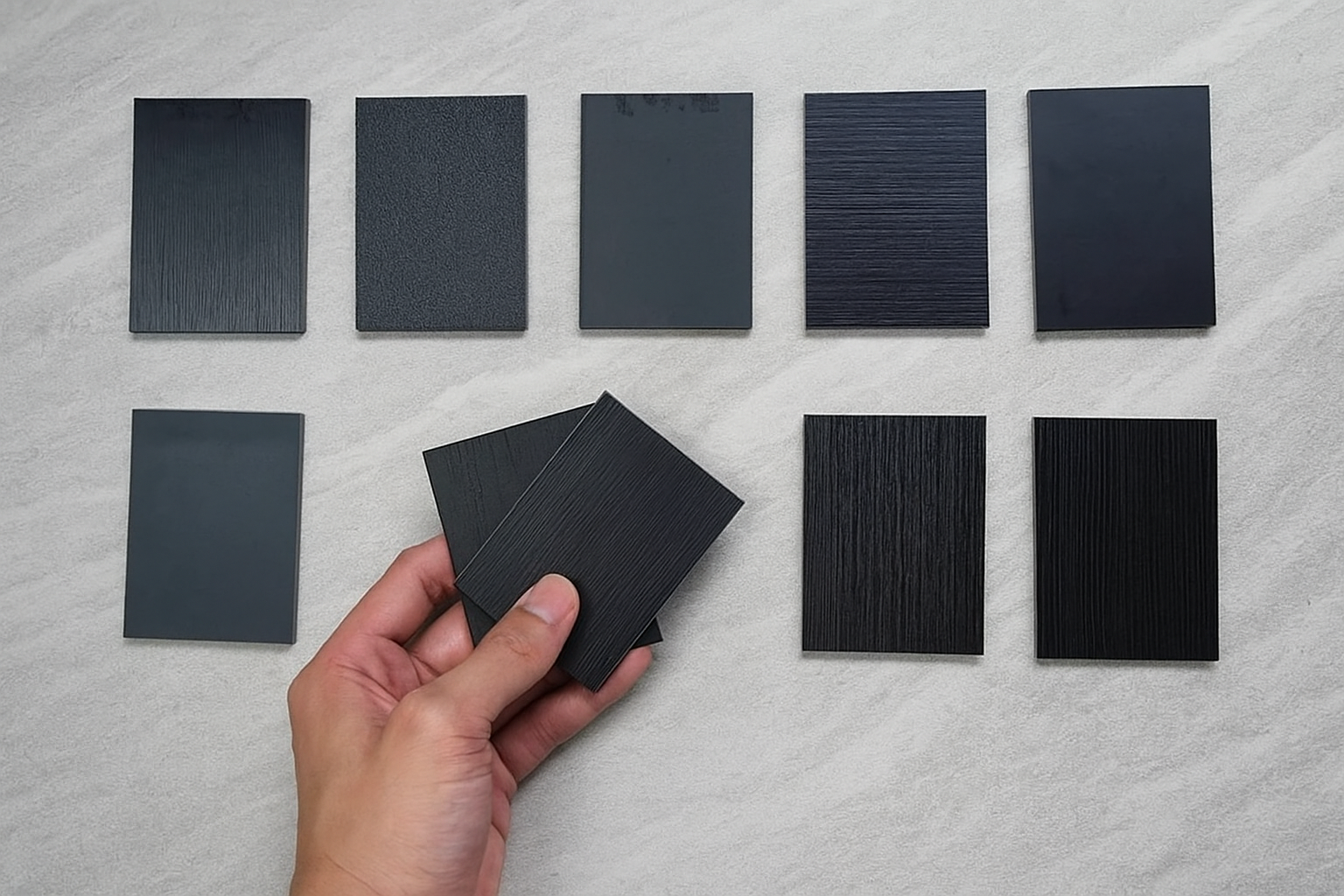
Tipos de acabamento comuns: A indústria costuma usar SPI (Sociedade da Indústria de Plásticos) padrões, variando de A-1 (polimento de espelho, maior brilho) até D-3 (método de jato de areia, maior rugosidade). Além do SPI, acabamentos personalizados incluem:
Jateamento de contas (Acabamento fosco)
Gravura Química ou Laser
Grãos de couro e texturas de madeira
Padrões geométricos e gráficos
3. A influência da seleção de materiais
A resina escolhida interage fisicamente com a superfície do molde, o que significa que o tipo de material tem um impacto significativo e inegociável na qualidade da superfície final, particularmente brilho e rugosidade.
Resinas Cristalinas (por exemplo., Nylon, EDUCAÇAO FISICA, PP): Estas resinas tendem a contrair-se mais após o resfriamento e possuem uma estrutura, geometria interna ordenada. Para conseguir um efeito mais suave, acabamento de alto brilho, eles muitas vezes exigem temperaturas de fusão mais altas e temperaturas mais altas do molde. Isso garante que o plástico permaneça fluido contra a parede do molde por tempo suficiente para replicar a superfície polida antes da solidificação, aumentando o brilho e reduzindo a rugosidade da superfície.
Resinas Amorfas (por exemplo., computador, abdômen, PS): Estas resinas são geralmente mais fáceis de obter um alto brilho porque a sua contracção é menos significativa e mais uniforme., e tendem a replicar a superfície do molde com mais fidelidade, mesmo em temperaturas ligeiramente mais baixas.
Compostos Aditivos: A inclusão de enchimentos deve ser cuidadosamente gerenciada. Adicionando certos enchimentos particulados (por exemplo., fibras de vidro, enchimentos minerais) invariavelmente aumentará a rugosidade da superfície da peça final, muitas vezes tornando impossível um acabamento espelhado. Os engenheiros de projeto devem utilizar seu conhecimento da ciência dos materiais para selecionar pacotes de aditivos compatíveis que mantenham ou melhorem a qualidade superficial desejada. (por exemplo., usando promotores de fluxo especializados para compensar a rugosidade causada pelas fibras).
Software de simulação: A simulação do fluxo do molde é crucial aqui, pois permite que os designers explorem como as diferentes escolhas de resina (e suas taxas de encolhimento associadas) afetará o acabamento da superfície e o potencial para defeitos como deformações ou marcas de afundamento, antes comprometendo-se com ferramentas.
4. A influência da velocidade e temperatura da injeção
Os parâmetros de processamento – especificamente a rapidez e a temperatura com que o plástico é injetado – são as ferramentas finais usadas para ajustar o acabamento superficial.
Melhorando o brilho e a suavidade: Uma combinação de velocidades de injeção rápidas e temperaturas mais altas de fusão ou molde normalmente aumenta o brilho e a suavidade.
Maior velocidade: Uma velocidade de injeção rápida melhora o brilho porque o plástico fundido preenche a cavidade rapidamente, gerando calor através da ação de cisalhamento que mantém a camada superficial fundida por mais tempo. Isto permite que o material se adapte perfeitamente à superfície do molde antes do congelamento.
Aumento da temperatura: Uma temperatura mais alta de fusão ou molde garante que a camada externa do polímero permaneça acima de sua transição vítrea ou temperatura de cristalização por mais tempo, permitindo uma melhor replicação da superfície.
Reduzindo Linhas de Solda: Preenchimento de cavidade rápido e robusto, alcançado através de velocidade otimizada, também minimiza a visibilidade das linhas de solda. Ao preencher a cavidade do molde rapidamente, as duas frentes de fluxo convergentes se encontram enquanto ainda estão quentes e altamente fluidas, facilitando melhor emaranhamento molecular e difusão, levando a uma solda mais forte e esteticamente superior.
Conclusão
O acabamento superficial é uma consideração integral no ciclo de vida geral de desenvolvimento do produto. Não se trata apenas de escolher uma textura de um livro de amostras, mas uma decisão estratégica que impacta o custo do ferramental, Compatibilidade do material, e desempenho geral do produto. Ao determinar o acabamento superficial no início da fase de projeto e considerar o utilização final requisitos - seja isso maximizar a aderência, escondendo falhas de fabricação, ou alcançar uma estética sofisticada – os fabricantes podem alcançar resultados previsíveis, resultados de alta qualidade do seu processo de moldagem por injeção.
Perguntas frequentes
1º trimestre: Qual é o padrão de acabamento de superfície SPI, e por que é usado?
A: O IPS (Sociedade da Indústria de Plásticos) O padrão de acabamento superficial é um conjunto de referências definidas para acabamentos de cavidades de moldes, variando de superfícies polidas de alto brilho (A-1, A-2, A-3) para vários graus de fosco, jateado, ou acabamentos pedrados (B, C, Notas D). Este padrão é usado para criar um língua universal entre designers, fabricantes de moldes, e moldadores, garantindo que todos estejam referenciando o mesmo nível preciso de qualidade de superfície sem ambiguidade.
2º trimestre: Como um acabamento texturizado ajuda na “liberação do molde” ou “cortes inferiores”?
A: Textura estrategicamente colocada, frequentemente nas superfícies não críticas ou ocultas da peça, aumenta o coeficiente de atrito localizado. Este aumento de atrito incentiva a peça a puxe em direção ao lado texturizado do molde (normalmente o lado com os pinos ejetores ou a metade móvel). Para peças com pequenos rebaixos, esse atrito controlado pode garantir que a peça permaneça consistentemente na metade móvel para uma ejeção adequada, evitando aderência ou danos à peça ou molde.
3º trimestre: Por que é mais difícil conseguir um acabamento de alto brilho com resinas cristalinas (como náilon) do que com resinas amorfas (como abdominais)?
A: As resinas cristalinas são mais difíceis de lustrar porque passam por uma mudança de volume maior e menos uniforme (encolhimento) durante o resfriamento em comparação com resinas amorfas. Enquanto eles esfriam, as cadeias poliméricas compactam-se firmemente em uma estrutura cristalina organizada, afastando-se da parede do molde e reduzindo a fidelidade da replicação da superfície. Alcançar alto brilho requer temperaturas mais altas do molde para retardar o resfriamento e permitir que o plástico fundido replique a superfície do molde de forma mais completa antes que ocorra a cristalização.
4º trimestre: Se um design requer uma textura, como isso afeta o “ângulo de rascunho” necessário?
A: Um acabamento texturizado sempre requer um ângulo de saída maior do que um acabamento liso ou polido. A profundidade da textura atua como uma resistência inferior durante a ejeção. Quanto mais áspera e profunda for a textura (por exemplo., um grão de couro pesado), quanto mais ângulo é necessário (muitas vezes 3 para 5 graus ou mais por 0.001 polegada de profundidade de textura) para garantir que os picos e vales texturizados limpem a parede do molde sem arrastar, arranhando, ou danificar a superfície da peça durante a liberação.
Q5: Qual é a principal desvantagem de usar uma velocidade de injeção muito rápida para melhorar o brilho da superfície?
A: Embora o aumento da velocidade de injeção muitas vezes melhore o brilho e reduza a visibilidade da linha de solda, a principal desvantagem é o risco de aquecimento por cisalhamento e degradação ou queima do material resultante. A injeção excessivamente rápida gera calor significativo devido ao atrito (cisalhar) à medida que o plástico esfrega contra as paredes do molde. Se a ventilação for ruim, esse calor pode queimar o material, levando a Marcas de queimadura (listras pretas) ou fazer com que o polímero se degrade, o que compromete a resistência mecânica da peça.
![]()

