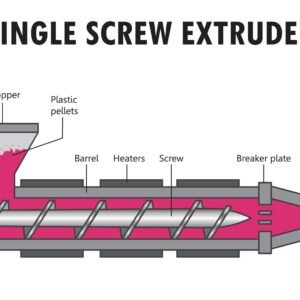
Moldagem por injeção é um processo de fabricação preciso, mas a sua complexidade deixa-o vulnerável a uma variedade de defeitos. Produzindo com sucesso alta qualidade, peças plásticas sem defeitos requerem uma abordagem holística que começa muito antes de a máquina ser ligada. Ao focar nos estágios principais – design, ferramentas, e manuseio de materiais – os fabricantes podem reduzir drasticamente o desperdício, tempo, e custo.
Aqui estão as três maneiras críticas de garantir o sucesso do produto e a consistência da qualidade.
Otimize o design por meio da colaboração antecipada (Design para fabricação)

A fase de projeto é o ponto mais influente para a prevenção de defeitos. Ao adotar um Design para Manufaturabilidade (DFM) mentalidade e envolvendo o moldador por injeção desde o início, você pode resolver preventivamente problemas que seriam caros ou impossíveis de corrigir posteriormente.
Elementos Críticos de Design
| Elemento | Impacto na qualidade | Diretrizes do DFM |
| Espessura da Parede | Espessura inconsistente causa resfriamento irregular, levando a variações de encolhimento, empenamento, e estresse interno, que se manifestam como marcas de afundamento ou curvatura. | Apontar para uniformidade em toda a parte. Onde mudanças de espessura são necessárias, faça a transição deles gradualmente (plumagem) para manter o fluxo suave do material. Paredes mais finas (0.04″–0,150″) requerem resinas com altos índices de fluidez. |
| Raio e cantos | Cantos internos agudos atuam como pontos de concentração de tensão e impedem a frente de fluxo, causando tiros curtos, armadilhas de ar, e tensão residual excessiva no material. | Substitua cantos vivos por raios generosos. O raio interno deve ser pelo menos 0.5 vezes a espessura da parede (R ≥ 0,5t), e o raio externo deve ser Raio Interno + Espessura da Parede. Isso promove o fluxo laminar e minimiza o estresse localizado. |
| Localização do portão | A localização do portão determina o padrão de fluxo, velocidade de preenchimento, e distribuição de pressão e temperatura dentro da cavidade. A má colocação pode causar linhas de fluxo, linhas de solda, e tiros curtos. | O portão normalmente deve ser colocado no seção mais espessa da parte. Isso garante que a fase de empacotamento de alta pressão seja mais eficaz onde o volume de material é maior. Use múltiplas portas para peças muito grandes ou complexas para reduzir o comprimento do fluxo e a queda de pressão. |
| Ângulo de rascunho | Calado insuficiente impede que a peça seja ejetada suavemente, levando a marcas de arrasto, arranhando, ou até mesmo aderência e quebra de peças dentro do molde. | O calado é obrigatório em todas as superfícies paralelas à direção de estiramento. As diretrizes gerais sugerem um mínimo de 0.5 graus sobre os principais recursos e 1.0 grau nas características da cavidade, aumentando para 1.5–3 graus para peças com texturas profundas ou resinas de alta fricção. |
| Costelas | As nervuras melhoram a rigidez estrutural e a estabilidade sem adicionar massa excessiva. Design de costela inadequado, no entanto, pode criar grandes defeitos cosméticos. | A espessura das costelas deve ser 50% para 66% da espessura da parede adjacente para evitar marcas de afundamento na superfície visível. A altura das costelas deve ser limitada a 3x a espessura nominal da parede para manter a eficiência da pressão da embalagem. Sempre inclua raios na base da nervura e um ângulo de inclinação generoso (0.5–1,5 graus). |
O poder da análise do fluxo do molde
Antes de cortar aço, utilizar avançado Análise de Fluxo de Molde (AMF) programas. MFA simula o processo de injeção, prever problemas como queda de pressão, tempo de resfriamento, aquecimento por cisalhamento, e possíveis localizações da linha de solda. Esta modelagem virtual permite que o projetista e o moldador iterem e otimizem a localização do portão, projeto de sistema de corredor, e espessuras de parede, garantindo que a ferramenta seja construída corretamente na primeira vez.
Recuse-se a economizar no design de ferramentas e na qualidade de construção
A ferramenta, ou molde, é o motor do processo de moldagem por injeção e muitas vezes o maior investimento de capital. Uma ferramenta mal projetada ou mantida é uma fonte garantida de defeitos recorrentes.
Considerações sobre ferramentas para prevenção de defeitos
Projeto do sistema de resfriamento: Canais de resfriamento inadequados ou não uniformes levam a variações de temperatura em toda a cavidade, qual é a principal causa do empenamento, encolhimento diferencial, e tempos de ciclo longos. Circuitos de resfriamento otimizados são essenciais para estabilidade dimensional.
Ventilação: O ar ou gás preso é frequentemente comprimido durante a injeção, levando a Marcas de queimadura (escaldante) ou Tiros curtos (impedindo o preenchimento). A ferramenta deve incorporar suficiente aberturas (normalmente 0,0005 ″ a 0,001 ″ de profundidade) no final do caminho do fluxo e ao redor dos pinos ejetores para permitir o escape de gás.
Defeitos comuns induzidos por ferramentas
| Defeito | Causa raiz em ferramentas | Ação Corretiva |
| Clarão | Ocorre quando o plástico derretido flui para a linha de partição ou para a folga do pino ejetor. | Causado por: Desgaste/danos da ferramenta (falha no fechamento da linha de separação), força de fixação insuficiente, ou pressão/velocidade excessiva. Ação: Recondicione ou substitua componentes desgastados do molde (por exemplo., inserções de núcleo/cavidade) e garantir uma distribuição uniforme da força de fixação em toda a face da ferramenta. |
| Tiro curto | O plástico solidifica antes de preencher totalmente a cavidade, resultando em uma parte incompleta. | Causado por: O sistema de portão/corredor é muito pequeno (alta resistência ao fluxo) ou ventilação inadequada (resistência à armadilha de ar). Ação: Aumente o tamanho do portão/corredor para reduzir o aquecimento por cisalhamento e a resistência ao fluxo, ou adicionar/ampliar aberturas de ventilação. |
Dominando a ciência dos materiais e as configurações de processos
Mesmo com um design e ferramenta perfeitos, defeitos podem surgir de manuseio inadequado de materiais ou técnicas de processamento inadequadas. Evitar problemas relacionados à resina exige adesão estrita às especificações do fabricante.
Endereçamento de material & Defeitos de processamento
| Defeito | Mecanismo e Causas | Correção de Processo & Correções de materiais |
| Descoloração | Externo: Impurezas de equipamentos sujos (tremonha, barril, garganta, mofo). Interno: Degradação da resina devido ao tempo de residência excessivo ou à temperatura de fusão. | Correção: Implementar protocolos de limpeza rigorosos para todas as áreas de contato com materiais. Reduza a temperatura de fusão ou a pressão de injeção para minimizar o aquecimento por cisalhamento. Garanta a secagem adequada de resinas higroscópicas. |
| Marcas de queimadura | Queimadura localizada do plástico, normalmente preto ou vermelho escuro. | Causada pela rápida compressão do ar preso (aquecimento adiabático) ou temperatura de fusão excessiva. Correção: Reduza a velocidade de injeção para diminuir o aquecimento de cisalhamento. Aumentar a força de fixação. A solução mais crítica é garantir ventilação adequada no molde. |
| Linhas de Fluxo | Listras/padrões que mostram a história da frente de fluxo. Ocorre quando o plástico solidifica em taxas diferentes devido a variações na velocidade do fluxo ou na temperatura da ferramenta.. | Causado por velocidade de injeção muito baixa ou material fluindo sobre recursos pontiagudos. Correção: Aumente a velocidade de injeção ou a temperatura do molde para manter o material fluido por mais tempo. Garantir Transições graduais em espessura parcial (Verificação do DFM). |
| Linhas de solda | Linhas onde duas frentes de fluxo separadas se encontram e não conseguem se fundir completamente. Isso cria um ponto de fraqueza, reduzindo a integridade estrutural e afetando a aparência. | Causada por baixa temperatura ou pressão no ponto de encontro, levando à solidificação parcial. Correção: Aumentar a temperatura de fusão, aumentar a velocidade de injeção, ou aumentar a temperatura do molde para estimular uma melhor difusão e ligação molecular. Considere realocar o portão para alterar o padrão de fluxo. |
Seleção e manuseio de materiais
A escolha inicial da resina determina os parâmetros de processamento. Materiais higroscópicos (por exemplo., Nylon, computador, abdômen) deve ser secos até seu teor preciso de umidade antes do processamento; de outra forma, a umidade vaporiza no barril, causando defeitos estruturais como marcas de exibição e fragilidade. Sempre verifique a folha de dados oficial de processamento da resina para saber as temperaturas de fusão recomendadas e os procedimentos de secagem.
Priorizando o DFM, investindo em ferramentas de alta qualidade, e mantendo um controle rigoroso sobre os parâmetros de processamento e preparação do material, os fabricantes podem aumentar drasticamente sua taxa de sucesso e produzir consistentemente sem defeitos, peças plásticas moldadas por injeção de alto desempenho.
Perguntas frequentes
1º trimestre: O que são resinas higroscópicas, e por que eles devem ser secos antes da moldagem?
A: Resinas higroscópicas são materiais plásticos (como náilon, computador, ou ABS) que absorvem e retêm a umidade do ambiente circundante. Se esses materiais não forem secos até o teor de umidade especificado antes da injeção, a água vaporizará rapidamente no calor, barril de alta pressão. Isso leva a:
Defeitos de peças: Falhas cosméticas, como listras prateadas ou marcas de espalhamento na superfície da peça.
Danos Estruturais: Hidrólise das cadeias moleculares do plástico, resultando em fragilização e uma redução significativa na resistência.
2º trimestre: Qual é a relação entre “Parting Line” e “Flash” no projeto de moldes?
A: A linha de partição é a superfície onde as duas metades do molde (o núcleo e a cavidade) conhecer e fechar. Flash é a fina camada de plástico derretido que escapa e solidifica nas pequenas lacunas ao longo da linha de partição ou ao redor dos pinos ejetores devido à alta pressão de injeção. A presença de flash geralmente indica:
Força de fixação insuficiente: A força da máquina não é alta o suficiente para resistir à pressão de injeção do plástico.
Desgaste do Molde: As superfícies divisórias estão danificadas pelo uso prolongado e não podem fechar bem.
3º trimestre: Por que um raio generoso é enfatizado em vez de cantos agudos no design?
A: Cantos agudos são uma grande falha de projeto em peças moldadas por injeção.
Concentração de estresse: Os cantos agudos tornam-se pontos focais de estresse durante o resfriamento e a ejeção, o que pode causar rachaduras ou empenamento.
Obstrução de Fluxo: À medida que o plástico derretido flui em torno de um canto afiado, a frente de fluxo se separa, potencialmente criando uma zona estagnada ou armadilha de ar, o que pode levar a tiros curtos, marcas de ar, ou resistência reduzida do material. Um raio garante suavidade, fluxo uniforme de material e reduz o estresse interno.
4º trimestre: Além de prever defeitos, quais são os principais usos da análise de fluxo de molde (AMF)?
A: O principal valor da Análise de Fluxo de Molde (AMF) reside em:
Otimizando Parâmetros de Processo: Determinando a melhor temperatura de fusão, velocidade de injeção, segurando pressão, e tempo de resfriamento, reduzindo assim o tempo de ciclo.
Otimização do Sistema de Refrigeração: Prever a distribuição de temperatura da peça, orientar o projeto e o layout dos canais de resfriamento para garantir um resfriamento uniforme e controlar o empenamento.
Avaliação de Materiais: Ajudando o designer a selecionar a melhor resina entre diferentes opções, garantindo que o material escolhido seja adequado à geometria específica da peça.
Q5: Se linhas de solda aparecerem em uma peça, qual é o ajuste de processo mais simples para corrigi-los?
A: As linhas de solda ocorrem porque as frentes de fluxo plásticas se encontram a uma temperatura que é muito baixa para permitir que as moléculas se entrelacem e se fundam completamente.. Os ajustes de processo mais simples são aumentar a temperatura do plástico ou do molde e aumentar a velocidade de injeção.
Aumentar a temperatura: Mantém o plástico fundido por mais tempo, permitindo tempo suficiente para difusão e fusão molecular.
Aumentar a velocidade: Reduz o tempo de preenchimento, reduzindo a oportunidade do plástico esfriar antes que as frentes de fluxo se encontrem.
![]()