A usinagem de molibdênio não é a sua tarefa média de corte de metal. Como um metal refratário com um ponto de fusão excepcionalmente alto, extrema dureza, e fragilidade inerente, Molibdênio exige Estratégias de usinagem especializadas. Não é suficiente para simplesmente usar o equipamento CNC padrão - você precisa das ferramentas de corte certas, Feeds e velocidades otimizados, e sistemas de refrigeração eficazes para alcançar limpos, preciso, e resultados duráveis.
Este guia foi projetado para engenheiros, maquinistas, e especialistas em compras que querem entender como trabalhar com o molibdênio efetivamente. Vamos cobrir suas propriedades únicas, Métodos de usinagem, desafios, notas, aplicações, Técnicas de acabamento de superfície, e compartilhar Parâmetros práticos de estudos de caso do mundo real.
Entendendo o molibdênio metal
Molibdênio (Mo) é a metal refratário com um ponto de fusão de 2623 ° C (4753°F), Colocando -o entre os principais materiais para aplicações de calor extremas. Embora menos comum que aço ou alumínio, Oferece a Combinação rara de força, resistência à corrosão, e estabilidade térmica.
Propriedades principais:
Alto ponto de fusão: Mantém a integridade estrutural a temperaturas extremas.
Excelente condutividade térmica: A rápida transferência de calor o torna ideal para gerenciamento térmico.
Baixa expansão térmica: Estabilidade dimensional sob estresse térmico.
Alta resistência & Dureza: Retém a força mecânica, mesmo em temperaturas elevadas.
Resistência à corrosão: Resistente à oxidação e ataque químico.
Isso faz do molibdênio uma excelente escolha para aeroespacial, defesa, semicondutor, e aplicações industriais de alta temperatura.
Molibdênio vs.. Outros metais
| Propriedade | Molibdênio | Aço | Titânio | Alumínio | Cobre |
| Ponto de fusão (°C) | 2,623 | 1,370–1.540 | 1,668 | 660 | 1,085 |
| Força & Dureza | Alto | Moderado - alto | Alto | Baixo | Moderado |
| Condutividade térmica | Excelente | Moderado | Moderado | Bom | Muito alto |
| Densidade (g/cm³) | 10.28 | 7.85 | 4.51 | 2.7 | 8.96 |
| Condutividade elétrica | Bom | Moderado | Moderado | Excelente | Excelente |
| Expansão térmica | Baixo | Moderado | Baixo | Alto | Moderado |
| Resistência à corrosão | Alto | Moderado | Alto | Moderado | Moderado |
Técnicas na usinagem de molibdênio
Molibdênio da moagem do CNC
A moagem é perfeita para criar formas complexas, bolsos, slots, e contornos Nas partes do molibdênio. No entanto, A dureza do material significa que você deve abordá -lo com cuidado extra.
Práticas recomendadas:
Escolha da ferramenta: Use moinhos de extremidade de carboneto nítido ou revestido a diamantes para suportar o desgaste.
Velocidades de corte: Mantenha a velocidade da superfície baixa (Cerca de 35-75 m/min para desbaste) Para evitar o excesso de calor.
Taxas de alimentação: Feeds moderados (0.15–0,4 mm/rev) Dê um bom equilíbrio entre produtividade e acabamento superficial.
CoICONTE: Aplique quantidades generosas de líquido de arrefecimento de água de alto desempenho para controlar a temperatura.
Acabamento: Para detalhes finos, Tire passes de luz (0.02–0,08 mm de cada lado) Para reduzir o estresse e evitar lascas.
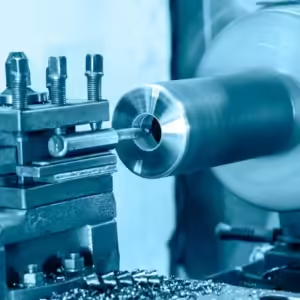
CNC Turnando molibdênio
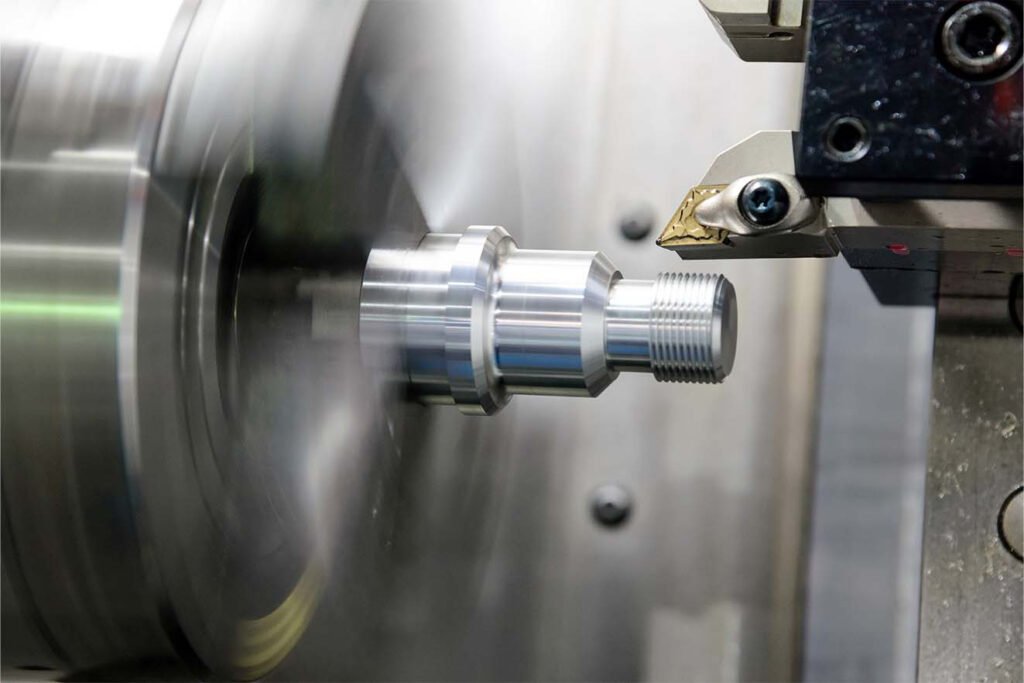
Girar é frequentemente usado para produzir partes cilíndricas, anéis, e eixos de precisão. A fragilidade do molibdênio significa que qualquer impacto ou vibração repentina pode arruinar uma parte.
Práticas recomendadas:
Geometria da ferramenta: Use ferramentas nítidas com ponta de carboneto com ancinho positivo para minimizar a força de corte.
Configuração de rigidez: Mantenha a peça de trabalho e a configuração de ferramentas o mais rígido possível para evitar conversas.
Profundidade de corte: Áspero com 4-7 mm de profundidade de corte, termine com 0,1-0,2 mm para precisão.
Entrega de líquido de arrefecimento: Use um forte, fluxo de líquido de arrefecimento direcionado para proteger a ferramenta e a peça de trabalho.
Acabamento superficial: Para obter um acabamento suave, Reduza a alimentação e faça um passe final de primavera sem deslocamento adicional.
Molibdênio para perfuração do CNC
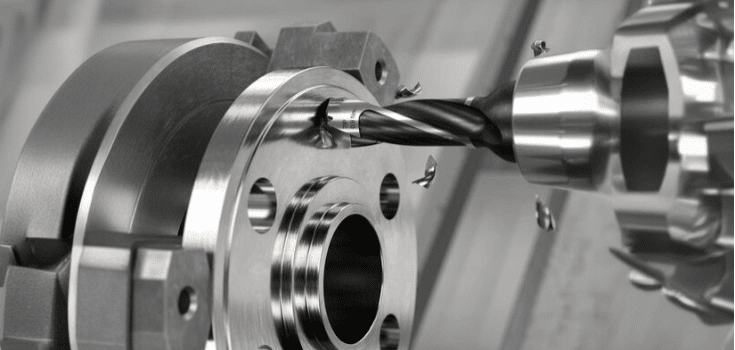
Perfurar o molibdênio exige alimentação constante e muito resfriamento Para evitar rachaduras e manter a precisão do orifício.
Práticas recomendadas:
Material da ferramenta: Aço de alta velocidade (HSS) Exercícios de cobalto podem funcionar, Mas os exercícios de carboneto duram mais tempo nas corridas de produção.
Drilling de Peck: Use beijinhos curtos para quebrar chips e permitir que o refrigerante atinja a zona de corte.
Velocidade do eixo: Mantenha a RPM moderada para evitar superaquecimento; velocidades mais baixas para diâmetros maiores.
Tipo de líquido de arrefecimento: Use um líquido de arrefecimento rico em lubrificante para reduzir o atrito e estender a vida útil da ferramenta.
Acabamento do orifício: Para furos de alta precisão, Acompanhe com soluções ou chatos para alcançar o tamanho final.
Desafios na usinagem de molibdênio
É duro e quebradiço
A dureza do molibdênio significa que resiste a cortar, que podem desgastar suas ferramentas muito mais rápido que os metais mais suaves.
Ao mesmo tempo, É quebradiço - então se você for muito difícil, Pode lascar ou rachar em vez de lhe dar um corte suave.
Construa calor rapidamente
Com um ponto de fusão tão alto, O molibdênio não derrete facilmente - mas o calor gerado durante o corte ainda pode danificar as ferramentas.
Sem bom resfriamento, Você verá a ferramenta amolecendo, acabamento superficial ruim, E talvez até deformação da peça de trabalho.
O desgaste da ferramenta é uma batalha constante
Mesmo as ferramentas de carboneto de alta qualidade podem absorver rapidamente se as velocidades e os feeds não forem discados perfeitamente.
Alterações frequentes da ferramenta significam mais tempo de inatividade e custos de usinagem mais altos.
Não é perdoador na configuração
Qualquer vibração ou flexão na sua configuração pode arruinar a precisão, causar marcas de conversas, e até quebrar a parte.
Você precisa de fixação rígida, Holding de ferramenta sólida, e alinhamento cuidadoso desde o início.
O controle do líquido de arrefecimento é crítico
Configurações de líquido de refrigeração padrão geralmente não são suficientes - as necessidades de políticas são direcionadas, resfriamento de alto fluxo para afastar o calor da zona de corte.
O tipo de líquido de arrefecimento errado também pode causar descoloração ou oxidação da superfície.
Resumindo: A usinagem de molibdênio não é impossível - apenas exige paciência, precisão, e a abordagem certa. Se você respeitar as peculiaridades do material e trabalhar dentro de seus limites, Você pode produzir peças com desempenho perfeito nos ambientes mais difíceis.
Aplicações de molibdênio usinado

Aeroespacial e Defesa ✈️🛡
Motores de foguete: O molibdênio pode lidar.
Blades de turbina a jato: Sua estabilidade de alta temperatura garante que as lâminas mantenham sua forma em velocidades incríveis.
Componentes militares: De peças de arma a sistemas de armadura, oferece resistência e confiabilidade em aplicações críticas.
Por que é escolhido: Em aeroespacial e defesa, As peças não podem falhar - nunca. A combinação de resistência ao calor e força do molibdênio dá aos engenheiros tranquilidade.
Eletrônica e semicondutores 💻⚡
Contatos elétricos: Grande condutividade mais resistência a oxidação significa contatos mais duradouros em interruptores e relés de alto desempenho.
Equipamento semicondutor: Peças de molibdênio usinado podem suportar produtos químicos agressivos usados na fabricação de chips.
Espalhadores de calor: Ajuda a afastar o calor dos componentes sensíveis sem expandir muito.
Por que é escolhido: Em eletrônica, você precisa de materiais que gerenciem bem o calor sem deformação. Molibdênio faz exatamente isso.
Processamento industrial e químico ⚙️
Componentes do forno: O molibdênio usinado pode sobreviver dentro de fornos de alta temperatura por anos sem degradação.
Bombas, válvulas, e acessórios: Sua resistência à corrosão o torna ideal para lidar com produtos químicos agressivos.
Peças resistentes ao desgaste: Na mineração e máquinas pesadas, Molibdênio se destaca à abrasão e impacto.
Por que é escolhido: É aqui que a capacidade do molibdênio de resistir ao calor e ao ataque químico realmente vale a pena.
Setor de energia 🔋
Capas de turbinas: Lida com as tensões de rotação e calor constantes.
Aplicações nucleares: Com sua estabilidade sob radiação, O molibdênio pode ser usado em componentes do reator.
Ferramentas de petróleo e gás: Funciona de maneira confiável em ambientes de perfuração de alta pressão.
Por que é escolhido: A produção de energia geralmente envolve temperaturas extremas, ambientes corrosivos, ou ambos - exatamente onde o molibdênio se destaca.
Dispositivos médicos 🏥
Instrumentos cirúrgicos: Alta precisão, Resistência à esterilização, e a durabilidade faz com que seja um bom ajuste.
Implantes: Certas ligas de molibdênio são biocompatíveis e podem ser usadas em aplicações ortopédicas.
Por que é escolhido: Em medicina, A confiabilidade é a vida ou a morte-o molibdênio oferece desempenho consistente sem reagir com o corpo.
Ligas comuns de molibdênio na usinagem
Molibdênio puro

O que é isso: Quase inteiramente molibdênio, com muito poucas impurezas.
Por que é usado: Mantém todas as forças naturais do molibdênio - mais alto ponto de fusão, grande força, excelente resistência à corrosão.
Onde você verá: Peças do forno, Cruzados, eletrodos, e outros componentes de alta temperatura.
Dica de usinagem: É difícil e um pouco quebradiço, Ferramentas tão nítidas e feeds constantes são fundamentais.
Liga TZM (Titanium-Zirconium-Molybdenum)
O que é isso: Molibdênio misturado com sobre 0.5% titânio e 0.08% zircônio.
Por que é usado: A adição de titânio e zircônio torna mais forte e melhor em resistir à fluência (deformação lenta sob calor e estresse).
Onde você verá: Bocais de motor de foguete, Blades de turbinas a gás, Mortes industriais de alto desempenho.
Dica de usinagem: Lida bem com o alto calor, Mas você ainda vai querer continuar ferramentas de ferramentas para evitar lascas.
Liga de molibdênio-lantanum (I-la)
O que é isso: Molibdênio com uma pequena quantidade de óxido de lantânio.
Por que é usado: Lanthanum aumenta a temperatura de recristalização do metal, tornando mais difícil e mais fácil a máquina em formas detalhadas.
Onde você verá: Peças de semicondutores, componentes aeroespaciais, e equipamento industrial bem detalhado.
Dica de usinagem: Mais perdoador do que puro moly - boa escolha para peças que precisam de tolerâncias apertadas e acabamentos suaves.
Liga de molibdênio-cobre (MO-C)
O que é isso: Uma mistura de molibdênio e cobre.
Por que é usado: Combina a força de Moly e a resistência ao calor com a excelente condutividade térmica e elétrica de cobre.
Onde você verá: Afotos de calor, contatos elétricos, espalhadores térmicos em eletrônicos.
Dica de usinagem: Mais macio que puro moly, Mas o conteúdo de cobre pode fazer com que o mancha - use ferramentas nítidas e um bom fluxo de líquido de arrefecimento.
Liga de molibdênio-rênio (Mais)
O que é isso: Molibdênio com Rhenium adicionado para melhor ductilidade e força em altas temperaturas.
Por que é usado: Ótimo para aplicações aeroespacial e de defesa, onde os componentes enfrentam alto estresse e calor extremo.
Onde você verá: Sistemas de propulsão de naves espaciais, Componentes avançados da turbina, e equipamento de defesa.
Dica de usinagem: Mais dúctil, o que pode reduzir o risco de rachaduras durante a usinagem.
Acabamento superficial para molibdênio
Polimento: Acabamento espelhado para componentes ópticos/eletrônicos.
Jateamento de areia: Textura para adesão ao revestimento.
Passivação: Melhoramento da resistência à corrosão.
Cromado duro: Use proteção para peças móveis.
Revestimento em PVD/CVD: Melhoria de barreira térmica e dureza da superfície.
Estudo de caso - Precisão máximaOs parâmetros de corte estão
Profundidade de desbaste: 4–7 mm
Profundidade de acabamento: 0.1–0,2 mm
Taxas de alimentação: 0.2–0,5 mm/rev (desbaste), 0.15–0,4 mm/rev (acabamento)
Velocidades de corte: 35–75 m/eu (desbaste), 50–120 m/i (acabamento)
Mistura de líquido de arrefecimento: CCL4 + 20 óleo da máquina para melhoria de vida de até 5 × ferramenta.
Conclusão
A usinagem de molibdênio é uma processo orientado a precisão que requer disciplina de engenharia, ferramentas avançadas, e controle rigoroso do processo. Dominando os parâmetros de corte corretos e alavancando as notas de liga direita, Os fabricantes podem desbloquear o potencial total do Molibdenum em algumas das aplicações mais exigentes do mundo.
Perguntas frequentes
1. Why is rigidity so crucial when setting up molybdenum machining operations?
Rigidity is paramount because molybdenum is inherently duro e quebradiço. Any lack of stiffness in the machine setup, fixação, or tool holding will lead to vibração (conversa). Chatter accelerates tool wear dramatically and, critically, increases the likelihood of the brittle molybdenum part lascando ou rachando instead of yielding a smooth, accurate cut. A solid, rigid setup ensures stable cutting forces.
2. Which cutting tool material is generally recommended for machining molybdenum?
The standard recommendation is high-quality Carbide inserts and end mills. Molybdenum is highly abrasive, meaning High-Speed Steel (HSS) tools will dull extremely quickly. For production runs and optimal tool life, diamond-coated carbide tools are often preferred, especially when machining the tougher molybdenum alloys like TZM.
3. Why is PURE Molybdenum prone to brittleness, especially at room temperature?
Pure molybdenum exhibits a Cúbico centrado no corpo (CCO) crystalline structure, which gives it its high strength and high melting point. No entanto, this structure also contributes to a low Ductile-to-Brittle Transition Temperature (DBTT). This means at or near room temperature, the metal is less able to tolerate localized stress or impact without fracturing, necessitating gentle machining techniques (like peck drilling).
4. How does the TZM alloy (Titanium-Zirconium-Molybdenum) improve upon the properties of pure molybdenum?
The addition of Titanium (De) and Zirconium (Zr) to molybdenum creates TZM. These elements form microscopic carbides within the metal structure, which has two main benefits:
-
Maior Força: It is stronger than pure molybdenum, especialmente em altas temperaturas.
-
Resistência à fluência: It significantly raises the material’s recrystallization temperature, meaning it resists permanent deformation (rastejar) better under long-term high heat and stress.
5. What is the biggest machining challenge when working with Molybdenum-Copper (MO-C) ligas?
While Mo-Cu is softer and has high thermal conductivity (good for heat sinks), the presence of copper can cause manchando durante a usinagem. The softer copper phase can stick to the cutting edge, forming a borda construída (ARCO). This requires extremely ferramentas nítidas with positive rake angles and highly effective lubricant-rich coolant to flush chips and prevent the copper from adhering to the tool.
6. Why is high-flow, targeted coolant delivery essential for molybdenum?
Molybdenum has excellent thermal conductivity, meaning it draws heat away from the cutting zone quickly. If cooling is insufficient or undirected, localized heat can still damage the brittle tool and cause the part to temporarily expand or discolor. High-flow, targeted coolant (often high-pressure) serves two functions: it rapidly removes frictional heat from the interface and it ensures chips are flushed away before they can cause damage.
7. What steps are taken to minimize tool wear, given the material’s hardness?
To combat the rapid tool wear caused by molybdenum’s hardness and abrasiveness, machinists must:
-
Optimize Parameters: Use the correct combination of low surface speed and moderate feed rate (as detailed in the case study).
-
Material da ferramenta: Use carbide or diamond-coated tools.
-
Positive Rake Angle: Use tools with a positive rake angle to shear the material cleanly rather than pushing or compressing it, reduzindo forças de corte.
-
Constant Monitoring: Implement frequent tool inspection or automated tool replacement protocols.
Leia mais:
Técnicas de acabamento de superfície
![]()