
A usinagem de canais é um processo de usinagem comum, mas importante, usado para criar canais estreitos ou reentrâncias em uma peça de trabalho.. Embora possa parecer simples, a ranhura é uma operação precisa que desempenha um grande papel na forma como as peças se encaixam, função, e até mesmo como eles se parecem. Desde ranhuras de vedação para anéis de vedação até detalhes decorativos em produtos de metal, a ranhura é usada em setores como o automotivo, aeroespacial, óleo & gás, e fabricação.
Este guia explica o que é usinagem de canais, como funciona, os tipos de máquinas e ferramentas utilizadas, técnicas para o sucesso, desafios comuns, e aplicações práticas.
O que é usinagem de canais?

A usinagem de canais é um processo de fabricação subtrativo onde uma ferramenta de corte remove material para formar um canal, slot, ou seção rebaixada na superfície de uma peça de trabalho.
As ranhuras podem ser externo (no diâmetro externo), interno (dentro de um buraco ou furo), ou em uma superfície plana.
Os principais objetivos do canal incluem:
Selagem – por ex., Ranhuras para anéis de vedação em componentes hidráulicos.
Conjunto – proporcionando um espaço para anéis de retenção ou anéis elásticos.
Funcionalidade – criando caminhos para fluidos ou fios.
Decoração – adicionar detalhes estéticos aos produtos.
Como funciona a usinagem de canais
Segurando a peça de trabalho com firmeza
Primeiro, a peça de trabalho (o material que você está usinando) é fixado no lugar - geralmente em um torno, fresadora, ou máquina CNC. Isso garante que ele não se mova enquanto a ferramenta está cortando.
Escolhendo a ferramenta certa
A ferramenta de canal tem um formato especial para combinar com o canal desejado. Por exemplo, pode ser direto para um canal simples, ou tenha uma ponta arredondada para formatos especiais. Em muitos casos, ferramentas com ponta de metal duro ou revestidas são usadas para melhor resistência ao desgaste.
Posicionando a ferramenta
A ferramenta é cuidadosamente alinhada com o local onde será feita a ranhura. Em Usinagem CNC, este posicionamento é feito automaticamente com altíssima precisão.
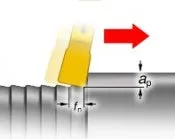
Fazendo o corte
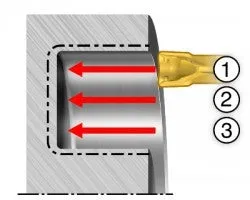
A ferramenta se move para dentro do material e corta uma seção estreita. A profundidade e largura da ranhura dependem do desenho da peça e do formato da ferramenta. O corte pode ser feito em uma passagem para ranhuras rasas, ou em múltiplas passagens para as mais profundas para evitar o estresse da ferramenta.
Controlando velocidade e alimentação
A velocidade de corte (quão rápido a ferramenta se move) e taxa de alimentação (a rapidez com que avança no material) são ajustados para evitar o desgaste da ferramenta, superaquecimento, ou mau acabamento superficial. Materiais mais duros requerem velocidades mais lentas e resfriamento cuidadoso.
Finalizando o Groove
Depois que o sulco for cortado, a ferramenta pode fazer uma passagem final para suavizar a superfície. Às vezes, processos adicionais, como polimento ou rebarbação, são usados para remover arestas vivas e garantir que a ranhura atenda às especificações exatas.
Ferramentas usadas em operações de canal

Insertos para canais
Estes são minúsculos, pontas de corte substituíveis que cabem em um porta-ferramentas. Eles vêm em vários formatos e tamanhos para combinar com a ranhura que você precisa cortar. As pastilhas de metal duro são populares porque são resistentes e duram muito, mesmo em materiais mais duros.
Ferramentas para torneamento de canais
Usado principalmente em tornos, essas ferramentas ajudam a cortar ranhuras ao longo de uma peça giratória. Eles vêm em designs diferentes para ranhuras retas, sulcos faciais, ou mesmo ranhuras de contorno especiais.
Ferramentas de partição (Ferramentas de corte)
Pense nelas como ferramentas de ranhura com função dupla: servem principalmente para cortar uma peça acabada do material restante, mas também podem cortar ranhuras estreitas quando necessário.
Ferramentas para canal interno
Essas ferramentas entram em peças ocas, como tubos ou canos, para cortar ranhuras nas superfícies internas. Eles são mais longos e mais finos para que possam alcançar os pontos apertados.
Ferramentas de canal externo
Usado para cortar ranhuras na superfície externa de uma peça, eles vêm em uma variedade de formatos para se adequar a diferentes tamanhos e perfis de ranhuras.
Ferramentas para canais frontais
Projetado para ranhuras na face plana de uma peça, essas ferramentas podem alcançar áreas que as ferramentas normais de canal não conseguem.
Quebra-cavacos
Não é exatamente uma ferramenta de corte, mas um complemento importante – os quebra-cavacos ajudam a quebrar os cavacos de metal em pedaços menores para que não se enrosquem ou causem danos durante o corte.
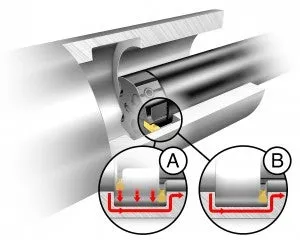
Sistemas de fornecimento de refrigerante
Manter as coisas frias durante o canal é crucial. Bicos de refrigeração especializados direcionam o líquido diretamente para a zona de corte para reduzir o calor, prolongar a vida útil da ferramenta, e melhorar o acabamento.
Tipos de máquinas de canal
Tornos
Estes são os mais comuns para canais. A peça gira enquanto a ferramenta de corte esculpe lentamente a ranhura.
Perfeito para fazer peças redondas como eixos, tubos, e buchas.
Ótimo para pequenas peças personalizadas e produção em grande escala.
Fresadoras
Em vez de girar a peça de trabalho, a fresa gira e se move através do material para cortar ranhuras.
Excelente para superfícies planas, slots, e formas mais complexas.
Funciona bem quando você precisa de alta precisão e detalhes nítidos.
Máquinas de canal CNC
Totalmente controlado por computador para máxima precisão.
Pode produzir ranhuras consistentes rapidamente e com o mínimo de erro humano.
Ideal para produção de alto volume e padrões de ranhuras complexos.
Máquinas especializadas para canais
Construído para tarefas específicas, como fazer ranhuras em discos de freio, rolamentos, ou tubulação.
Frequentemente usado em indústrias como automotiva, aeroespacial, e óleo & gás.
Fornece corte mais rápido e eficiente para necessidades especializadas.
Técnicas de usinagem de canais
Ranhura Externa
Cortar uma ranhura na superfície externa de uma peça.
Pense nisso como esculpir um anel ao redor da borda externa de um cilindro ou tubo.
Comum para fazer assentos com O-ring, ranhuras para anéis elásticos, ou padrões decorativos.
Ranhura Interna
Cortar ranhuras dentro de um furo ou furo.
Útil para adicionar ranhuras de vedação dentro de cilindros ou criar reentrâncias para componentes.
Requer ferramentas especiais para alcançar o interior sem danificar a peça.
Ranhura frontal
Fazendo ranhuras na face plana de uma peça, não o lado.
Imagine desenhar um círculo em uma superfície plana e depois cortá-lo no material.
Frequentemente usado para vedar superfícies em flanges ou sedes de válvulas.
Combinação de cortes e canais
Algumas ferramentas podem cortar uma ranhura e depois ir mais fundo para separar totalmente a peça.
Economiza tempo e reduz trocas de ferramentas na produção.
Corte multi-ranhuras
Corte de vários canais em uma única passagem usando ferramentas especiais.
Ideal para peças que necessitam de padrões repetidos ou múltiplas ranhuras paralelas.
Escolhas de materiais para usinagem de canais
Alumínio - O metal descontraído
O alumínio é macio e leve, o que o torna super amigável para ranhurar. Você pode operar as máquinas mais rapidamente, e as ferramentas não se desgastam tão rapidamente. Mas cuidado com aquelas lascas pegajosas que podem ficar emaranhadas e retardar as coisas. Usar ferramentas afiadas e manter os cavacos em movimento com boa refrigeração ajuda a manter a suavidade.
Aço inoxidável - O cara durão
O aço inoxidável é forte e um pouco teimoso. É mais difícil para suas ferramentas e cria mais calor, o que significa que você tem que desacelerar um pouco as coisas. Também, o aço inoxidável pode endurecer conforme você o corta (chamado de endurecimento por trabalho), portanto, manter suas velocidades e avanços corretos é fundamental. Não se esqueça de bastante líquido refrigerante para manter as coisas frescas e suas ferramentas felizes.
Latão - O Operador Suave
Latão é como o meio-termo. É macio o suficiente para cortar rapidamente, mas resistente o suficiente para manter uma boa forma. Faz pequeno, chips gerenciáveis que não obstruem sua máquina, o que é uma grande vantagem. Mais, é gentil com suas ferramentas, mas um pouco de lubrificante ajuda muito para manter tudo funcionando perfeitamente.
Ferro fundido - O áspero e pronto
O ferro fundido é duro e quebradiço. Não é o material mais fácil de ranhurar porque pode fazer com que suas ferramentas se desgastem rapidamente ou até mesmo quebrem se você não tomar cuidado. Mas se você usar as ferramentas certas e velocidades mais lentas, você pode obter bons grooves sem muitos problemas. Refrigerantes e controle de cavacos são importantes aqui.
Plásticos - O amigo flexível
Ranhurar plásticos geralmente é mais fácil porque eles são mais macios, mas eles podem derreter ou deformar se você errar nas velocidades. Mantenha sua velocidade de corte moderada e use ferramentas afiadas para evitar derretimento ou rachaduras.
Qual é a diferença entre canal e outras técnicas de usinagem?
| Técnica de usinagem | O que isso faz | Como funciona | Uso típico | Como isso difere do Grooving |
| Ranhura | Corta ranhuras ou canais estreitos | A ferramenta de corte cria precisão, cortes estreitos em uma peça rotativa (geralmente em um torno) | Fazendo ranhuras para vedações, Anéis de vedação, anéis de retenção | Focado em pequenos, ranhuras precisas em vez de moldar peças inteiras |
| Virando | Molda peças redondas ou cilíndricas | Rotações da peça, e a ferramenta remove material para criar formas externas ou internas | Fazendo eixos, cones, cilindros | Ranhura é uma forma especializada de torneamento focada em ranhuras em vez de formas completas |
| Fresagem | Remove material para criar superfícies planas, bolsos, ou formas complexas | A ferramenta de corte giratória se move sobre uma peça estacionária | Criando faces planas, slots, ou recursos 3D complexos | Fresamento corta peças estacionárias, ranhurar corta peças rotativas; fresamento molda grandes recursos |
| Esmerilhamento | Suaviza e dá acabamento às superfícies | A roda abrasiva remove pequenas quantidades de material para polir ou dimensionar peças | Acabamento, alcançando tolerâncias apertadas | Lixar superfícies de acabamento; ranhurar corta material para formar ranhuras |
| Entalhamento | Cria longo, cortes estreitos (slots) | A ferramenta corta ranhuras lineares na peça de trabalho, muitas vezes mais largo e profundo que os sulcos | Chavetas, ranhuras de fixação | As ranhuras são geralmente maiores e têm funções diferentes das ranhuras |
Desafios comuns na usinagem de canais
Quebra de ferramenta
As ferramentas de canal são frequentemente estreitas e frágeis em comparação com as ferramentas de torneamento padrão.
Se o avanço for muito agressivo ou o material for muito duro, a ponta pode quebrar.
Dica: Use o tamanho correto da ferramenta, e não force mais do que o recomendado.
Mau controle de cavacos
Quando os chips não quebram corretamente, eles podem ficar presos na ranhura, arranhar a superfície, ou enrole a ferramenta.
Dica: Escolha geometrias de pastilhas e parâmetros de corte projetados para melhor quebra de cavacos.
Vibração e vibração
Ferramentas longas ou finas podem vibrar, deixando ondulações na superfície da ranhura.
Dica: Mantenha o balanço da ferramenta curto, reduzir a velocidade de corte, e garantir que a configuração seja rígida.
Superaquecimento
A ranhura gera muito calor em uma área pequena. Sem resfriamento suficiente, a ferramenta pode se desgastar rapidamente, e a superfície da peça pode queimar.
Dica: Use fluxo de refrigerante adequado ou, para alguns materiais, refrigerante de alta pressão para lavar cavacos e controlar a temperatura.
Problemas de acabamento superficial
Se a ranhura parecer áspera ou irregular, pode ser devido a ferramentas cegas, vibração, ou taxas de alimentação inadequadas.
Dica: Mantenha a ferramenta afiada e ajuste as condições de corte para obter acabamentos mais suaves.
Manter tolerâncias rígidas
Em aplicações de vedação ou montagem, mesmo pequenos erros na largura ou profundidade da ranhura podem causar vazamentos ou falha da peça.
Dica: Meça cuidadosamente durante e após a usinagem, e usar ferramentas com alta precisão dimensional.
Aplicações de usinagem de canais
Partes automotivas – Dos anéis do pistão aos eixos de transmissão, a ranhura ajuda a criar os espaços necessários para vedações, anéis elásticos, ou canais de lubrificação. Sem esses sulcos, motores e transmissões não funcionariam tão bem (ou durar tanto tempo).
Componentes aeroespaciais – Aviões e naves espaciais usam peças ranhuradas para funções críticas, como manter anéis de retenção no lugar ou gerenciar o fluxo de fluido em sistemas hidráulicos. A precisão é fundamental aqui – pequenos erros podem causar grandes problemas.
Hidráulica e pneumática – As ranhuras ajudam a segurar anéis de vedação ou elementos de vedação que evitam vazamentos em sistemas de alta pressão. Sem eles, cilindros hidráulicos ou atuadores pneumáticos não permaneceriam vedados sob cargas pesadas.
Eletrônicos e conectores – Muitos conectores elétricos e pequenas peças mecânicas utilizam ranhuras finas para travar mecanismos ou guiar conjuntos juntos.
Máquinas industriais – De bombas a sistemas de transporte, ranhuras são cortadas em eixos, rolos, e alojamentos para alinhamento, bloqueio, ou fins de lubrificação.
Dispositivos médicos - Ferramentas cirúrgicas, implantes, e equipamentos de diagnóstico geralmente possuem microranhuras para canais de fluido, pontos de fixação, ou designs antiderrapantes.
Padrões de qualidade: Da ISO à IATF 16949
Na fabricação profissional, especialmente para clientes automotivos, consistência é tão importante quanto precisão.
-
IATF 16949 Conformidade: Este padrão automotivo exige rigorosos Controle Estatístico de Processo (CEP). Para uma ranhura crítica do O-ring, você deve acompanhar o CPK (Índice de capacidade de processo). Um Cpk de 1.33 ou superior indica que seu processo de canal é estável e capaz de produzir peças dentro da tolerância de forma consistente.
Conclusão
A usinagem de canais é um processo versátil que pode ser tão simples quanto cortar uma ranhura estreita ou tão preciso quanto criar ranhuras de vedação em nível de mícron em peças aeroespaciais. A chave do sucesso é usar as ferramentas certas, máquinas, e técnicas ao mesmo tempo em que compreende as propriedades do material e a função da ranhura.
Com avanços na tecnologia CNC, a ranhura tornou-se mais rápida, mais preciso, e mais repetível - tornando-se uma habilidade essencial para qualquer maquinista moderno.
Perguntas frequentes
1. Qual é a diferença entre uma ranhura externa e uma ranhura frontal?
A diferença é o orientação na peça de trabalho:
-
Ranhura Externa: Um canal cortado ao redor do diâmetro externo (DE) de uma peça cilíndrica (por exemplo., cortando um anel em um eixo). Isso normalmente é executado em um torno.
-
Ranhura facial: Um canal cortado no cara plana de uma parte, perpendicular ao eixo de rotação. Isso é frequentemente usado para vedar flanges ou sedes de válvulas especializadas e também requer ferramentas especializadas em um torno ou, às vezes, em uma fresadora.
2. Por que o “controle de cavacos” costuma ser o maior desafio no canal em comparação ao torneamento padrão?
O controle de cavacos é difícil porque a ferramenta de canal é estreita e só engata o material em três lados (frente e ambos os lados). Este confinamento rígido torna difícil para os cavacos enrolarem e quebrarem de forma limpa. Se as fichas não quebrarem, eles formam longos, espirais fibrosas que podem obter recortar, arranhar a superfície acabada, envolva a ferramenta, ou bloqueie o refrigerante, tudo levando ao superaquecimento e falha da ferramenta.
3. O que é P/M/K designação frequentemente encontrada em pastilhas para canal?
O P/M/K designação refere-se aos três principais Grupos de materiais ISO para o qual a geometria e o revestimento da pastilha são otimizados:
-
P (Azul): Aço (por exemplo., Aços carbono e ligas).
-
M (Amarelo): Aço inoxidável.
- K (Vermelho): Ferro Fundido. Escolher uma pastilha projetada para o grupo de materiais correto é crucial para alcançar a quebra de cavacos e a vida útil da ferramenta ideal.
4. Como o tipo de groove (Anel de vedação vs.. Anel elástico) afetar os requisitos de usinagem?
O tipo de ranhura determina a necessidade precisão e perfil da ferramenta:
-
Groove O-ring (Selagem): Requer acabamentos superficiais extremamente lisos e controle dimensional preciso (profundidade e largura) para garantir um perfeito, selo à prova de vazamento. O fundo da ranhura é geralmente ligeiramente arredondado.
-
Anel elástico / Ranhura do anel de retenção (Conjunto): O principal requisito é preciso largura e localização da ranhura para ancorar corretamente o anel. As paredes laterais devem ser verticais e os cantos afiados.
5. Qual é a principal causa de vibração e trepidação em operações de canal?
A causa primária é Operamento da ferramenta (o comprimento que a ferramenta se estende do suporte). Como as ferramentas de canal são estreitas e relativamente longas, eles não têm a rigidez de ferramentas mais largas. Se a saliência for muito longa, a ferramenta funciona como um diapasão, causando conversa o que resulta em mau acabamento superficial, barulho, e desgaste prematuro da ferramenta. Manter o balanço da ferramenta o mais curto possível é a principal solução.
6. Por que o aço inoxidável e o alumínio macio apresentam desafios diferentes ao usinar canais?
Eles representam desafios devido às diferentes propriedades físicas:
-
Aço inoxidável: A questão principal é endurecimento por trabalho (o material fica mais duro conforme você o corta) e geração de calor. Isso requer ferramentas robustas, velocidades mais lentas, e avanços agressivos para cortar abaixo da camada superficial endurecida.
-
Alumínio macio: A questão principal é manchas e aderência de lascas. O material é pegajoso e tende a aderir à aresta de corte, formação borda construída (ARCO), que estraga o acabamento da superfície. Isso requer ferramentas extremamente afiadas, ângulos de inclinação mais altos, e excelente evacuação de cavacos.
7. Quando uma fresadora é usada para usinar canais em vez do torno padrão?
Uma fresadora é usada quando o canal precisa ser criado em uma superfície não cilíndrica ou quando o groove precisa ser interrompido (não é um círculo completo). Exemplos incluem:
-
Corte rasgos de chaveta na extremidade plana de um eixo.
-
Criando um padrão de ranhura em um placa plana ou carcaça.
-
Corte muito profundo ou largo ranhuras retangulares (que ficam entre fresamento e canal).
![]()

