 Usinagem")
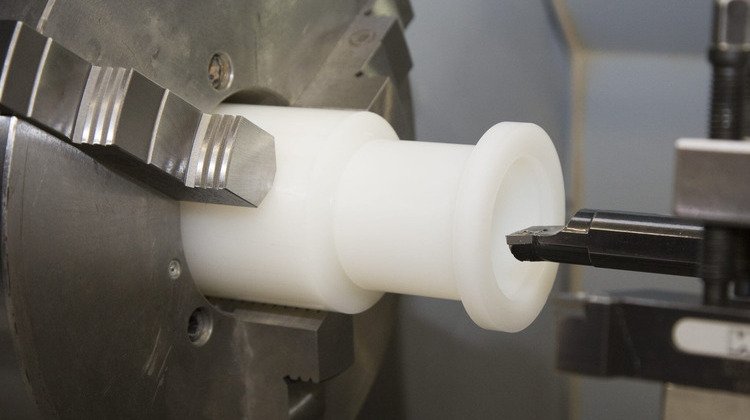
Politetrafluoretileno (PTFE), mais conhecido por sua marca Teflon, é um dos plásticos mais quimicamente resistentes e termicamente estáveis do mundo. Este fluoropolímero oferece desempenho excepcional em setores exigentes, desde aeroespacial e farmacêutico até processamento de alimentos e eletrônicos. Embora suas propriedades mecânicas possam não rivalizar com outros plásticos de engenharia, Usinagem de teflon é uma solução prática para a fabricação de componentes personalizados que exigem baixo atrito, alta resistência ao calor, e inércia.
Este guia fornece uma análise detalhada das propriedades do PTFE, as vantagens e desafios de usiná-lo, aplicações adequadas, dicas de ferramentas, e alternativas materiais.
O que é teflon (PTFE)?
Teflon é um fluoropolímero sintético produzido pela polimerização de tetrafluoroetileno (TFE). Descoberto pela primeira vez acidentalmente em 1938 da DuPont, é quimicamente composto por átomos de carbono e flúor, formando uma das ligações mais fortes da química orgânica. Esta estrutura única é o que confere ao PTFE a sua impressionante resiliência química e térmica.
Propriedades principais:
Aparência: Branco, sólido ceroso
Ponto de fusão: ~327°C (621°F)
Fórmula Química: (C₂F₄)ₙ
Estrutura: Cadeia linear de átomos de carbono rodeados por átomos de flúor
Teflon é:
Hidrofóbico: Repele a água e a maioria das substâncias
Não reativo: Extremamente resistente a ácidos, bases, e solventes
Baixa fricção: Entre os coeficientes de atrito mais baixos de qualquer sólido
Termicamente estável: Pode operar de -260°C a 260°C sem degradação
Vantagens da usinagem de Teflon
Vantagens materiais
As características do material do Teflon são o que o torna tão útil na usinagem CNC de precisão:
Resistência química: Inerte para quase todos os produtos químicos industriais
Resistência UV e às intempéries: Mantém propriedades sob exposição externa
Resistência à água: Naturalmente hidrofóbico, tornando-o ideal para sistemas de fluidos
Isolamento Elétrico: Excelente rigidez dielétrica em uma ampla faixa de temperatura
Estabilidade térmica: Pode operar em ambientes criogênicos e de alta temperatura
Baixo atrito: Ideal para peças deslizantes ou rotativas
Qualidade Alimentar: Compatível com FDA e fácil de esterilizar
Resistência à chama: Inflamabilidade muito baixa
Vantagens do processo
A usinagem de PTFE oferece vantagens adicionais devido à sua suavidade e usinabilidade:
Facilmente Usinável: Corta facilmente com força mínima
Sem deformação térmica: Permanece dimensionalmente estável durante a usinagem a seco ou a úmido
Não é necessário endurecimento: Não há necessidade de tratamento térmico pós-usinagem
Ótimo para protótipos: Rápido para produzir componentes personalizados ou de baixo volume
Limitações da usinagem de Teflon
Apesar de seus muitos benefícios, usinar Teflon apresenta alguns desafios únicos:
Alto Coeficiente de Expansão Térmica: As peças podem expandir ou contrair mais do que outros plásticos
Deformação de fluência: Tende a deformar-se lentamente sob estresse mecânico de longo prazo
Difícil manter tolerâncias: Especialmente em recursos finos ou pequenos
Fraca estabilidade dimensional: Sujeito a empenamento durante a usinagem ou pós-processamento
Material macio: Pode deixar rebarbas ou marcas de ferramentas, exigindo acabamento extra
Para minimizar problemas:
Use ferramentas afiadas
Evite projetos com tolerâncias apertadas
Empregue técnicas eficazes de resfriamento e rebarbação
Aplicações comuns de peças de Teflon usinadas CNC
Usinagem CNC é um método preferido para fabricar componentes sólidos de PTFE usados em diversas indústrias. Algumas peças típicas incluem:
| Aplicativo | Exemplos |
| Válvulas & Acessórios | Vedações de tubos, arruelas, peças de controle de fluxo |
| Rolamentos & Buchas | Componentes resistentes ao desgaste de baixo atrito |
| Isolamento | Isoladores elétricos, espaçadores de cabos |
| Componentes de Laboratório | Conectores resistentes a produtos químicos, porta-amostras |
| Peças de qualidade alimentar | Lâminas raspadoras, bocais, placas de vedação |
| Dispositivos médicos | Implantes, conectores de tubos biocompatíveis |
| Aeroespacial | Juntas e vedações leves |
| Semicondutor | Componentes inertes do caminho do fluido |
Dicas de usinagem e melhores práticas para Teflon
Para obter os melhores resultados na usinagem CNC de PTFE, Considere o seguinte:
Ferramentas
Usar carboneto ou Ferramentas HSS com bordas extremamente afiadas
Ferramentas de canal único ou polido reduzem rebarbas e melhoram o acabamento
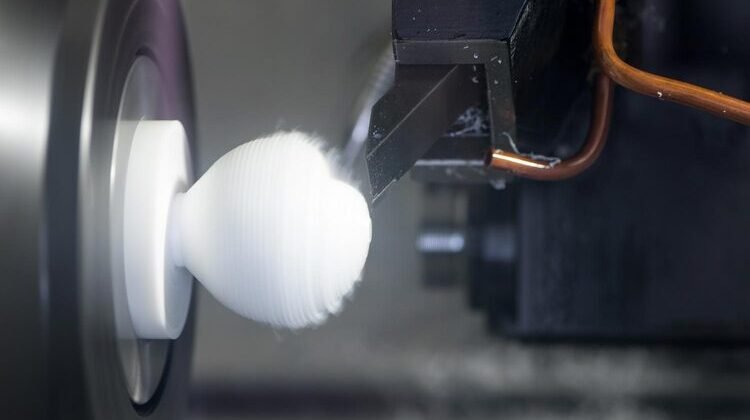
Coolidor e lubrificação
Aplicar não aromático, refrigerantes solúveis em água
Névoas de pulverização ou ar comprimido funcionam bem para remoção de cavacos e gerenciamento de calor
Velocidades e feeds
Use velocidades de corte moderadas e altas taxas de avanço para evitar o derretimento do material
Evite pressão excessiva da ferramenta ou acúmulo de calor
Rebarbação e Acabamento
Usar lixamento, congelamento criogênico, ou rebarbação química para remover rebarbas macias
Congelar a peça antes do acabamento pode reduzir a maciez e a deformação
Considerações de projeto
Planeje para tolerâncias mais flexíveis (~±0,13 mm) a menos que a peça seja aliviada de tensão
Evite paredes finas ou geometrias delicadas propensas a deformações
Materiais Alternativos ao Teflon
Para projetos onde as limitações do Teflon são inaceitáveis, as seguintes alternativas oferecem benefícios semelhantes com maior resistência ou processabilidade:
| Material | Vantagem Principal | Marca Comum |
| PFA (Perfluoroalcóxi) | Melhor antiaderente, mais flexível | Teflon PFA |
| Pctfe (Policlorotrifluoroetileno) | Menor transmissão de vapor de água | Kel-F |
| ECTFE (Etileno Clorotrifluoroetileno) | Excelente resistência à corrosão | Presença |
Cada um desses materiais pode ser usinado CNC, mas pode ter diferentes requisitos de ferramentas e manuseio..
Conclusão: Serviços de usinagem de PTFE de precisão feitos por especialistas
Teflon (PTFE) é um material ideal para ambientes exigentes que exigem resistência química, estabilidade térmica, e baixo atrito. No entanto, sua suavidade e instabilidade dimensional significam que usinagem de PTFE de precisão requer uma abordagem cuidadosa e operadores experientes.
Se você deseja criar protótipos ou produzir em massa componentes de Teflon personalizados, faça parceria com um fabricante familiarizado com plásticos de engenharia. No Precisão máxima, oferecemos usinagem CNC PTFE avançada com suporte especializado - desde assistência no projeto até inspeção de qualidade final.
Contate nossa equipe hoje para obter um orçamento gratuito ou saber como podemos ajudar em seu próximo projeto.
Perguntas frequentes
1. O que faz o Teflon (PTFE) o material preferido para aplicações de baixo atrito?
Teflon (PTFE) tem um dos coeficientes de atrito mais baixos de qualquer material sólido, comparável ao gelo molhado deslizando sobre gelo molhado. Esta propriedade única deriva do manto uniforme de átomos de flúor que envolve a estrutura de carbono. Esta estrutura impede que outras moléculas formem ligações fortes com a superfície do PTFE, tornando-o extremamente “escorregadio” e ideal para rolamentos, buchas, vedações, e superfícies deslizantes onde a resistência ao desgaste e a perda mínima de energia são críticas.
2. O PTFE é igual ao revestimento antiaderente encontrado em panelas??
Sim, quimicamente, é o mesmo material. PTFE é o ingrediente base para a maioria dos revestimentos antiaderentes de panelas de alta qualidade. No entanto, em panelas, o PTFE é aplicado como afinar, revestimento curado em alta temperatura. Em Usinagem CNC, O PTFE é trabalhado como um bloco sólido (muitas vezes referido como tarugo ou haste) para produzir espessura, estrutural, peças personalizadas como juntas, isoladores, ou componentes da bomba.
3. O que é “Deformação de fluência,” e por que é uma limitação significativa para peças usinadas de PTFE?
Rastejar é a tendência de um material sólido de se deformar ou fluir lenta e permanentemente sob tensão mecânica abaixo de seu limite de escoamento.. Como o PTFE é um material relativamente macio com baixa temperatura de transição vítrea, é altamente suscetível a fluência, especialmente sob carga contínua ou em temperaturas ligeiramente elevadas. Isso significa que as juntas ou vedações de PTFE sob compressão constante podem eventualmente perder sua espessura e não vedar adequadamente com o tempo..
4. Por que a rebarbação criogênica é frequentemente usada para acabamento de peças usinadas de PTFE?
Porque o PTFE é muito macio, rebarbação mecânica tradicional (raspar ou lixar) pode facilmente manchar o material, danificar o acabamento da superfície, ou causar pequenas alterações dimensionais. Rebarbação criogênica envolve congelar a peça de PTFE usando nitrogênio líquido ou dióxido de carbono até que ela se torne temporariamente dura e quebradiça. As rebarbas macias tornam-se quebradiças e são facilmente removidas por tombamento ou jateamento leve, sem danificar a superfície subjacente., material mais resistente.
5. Qual é o maior desafio de usinagem ao manter tolerâncias rígidas em PTFE?
O maior desafio é o PTFE Alto Coeficiente de Expansão Térmica (CTE). Uma pequena mudança na temperatura (mesmo devido ao calor ambiente ou fricção da máquina) faz com que a peça se expanda ou contraia significativamente mais do que outros plásticos ou metais. Além disso, o material é inerente estabilidade dimensional pobre e tendência a aliviar o estresse e deformar após a remoção do material, alcançar e manter tolerâncias mais apertadas do que $\PM 0.13 \texto{ milímetros}$ difícil sem procedimentos especializados de alívio do estresse.
6. Quando PFA ou PCTFE devem ser usados como alternativa em vez do PTFE padrão?
As alternativas são escolhidas para superar as limitações específicas do PTFE:
-
PFA (Perfluoroalcóxi): Usado quando processabilidade por fusão é necessário (para moldagem complexa) mantendo ao mesmo tempo o baixo atrito e a resistência química do PTFE.
-
Pctfe (Policlorotrifluoroetileno): Usado quando o requisito principal é o menor taxa de transmissão de vapor de água possível (impermeabilidade) e maior resistência mecânica, tornando-o ideal para embalagens farmacêuticas ou selos criogênicos onde a umidade deve ser absolutamente excluída.
7. Por que às vezes um avanço alto é benéfico na usinagem de PTFE, apesar de sua suavidade?
Usando uma alta taxa de avanço (a velocidade com que a ferramenta avança no material) pode ser benéfico porque permite que a ferramenta faça uma espessura mais espessa, limpador chip. Esta ação remove rapidamente o material e ajuda a evitar que a ferramenta simplesmente esfregar ou manchar o plástico macio. Um cavaco mais espesso também transporta o calor com mais eficiência e ajuda a reduzir a formação de manchas moles., rebarbas difíceis de remover.
![]()

