Atingir tamanhos de orifícios precisos e acabamentos de superfície excepcionais são críticos - especialmente em indústrias como aeroespacial, automotivo, produção de dispositivos médicos, e fabricação de máquinas pesadas. Um dos métodos mais eficazes para atender a essas demandas é usinagem chata.
Ao contrário da perfuração, que cria um novo buraco do zero, chato é o processo de ampliação e refinar um buraco existente Isso foi originalmente perfurado, elenco, ou forjado. Este processo de usinagem secundária permite que os fabricantes atinjam precisão no nível de mícrons, melhorar a concordância, e produzir acabamentos superficiais superiores.
Este guia fornece um abrangente, Mergulho profundo focado em engenheiro em usinagem chata - suas vantagens, limitações, processos, tipos de equipamentos, desafios, e dicas de especialistas para o sucesso.
O que é uma usinagem chata?
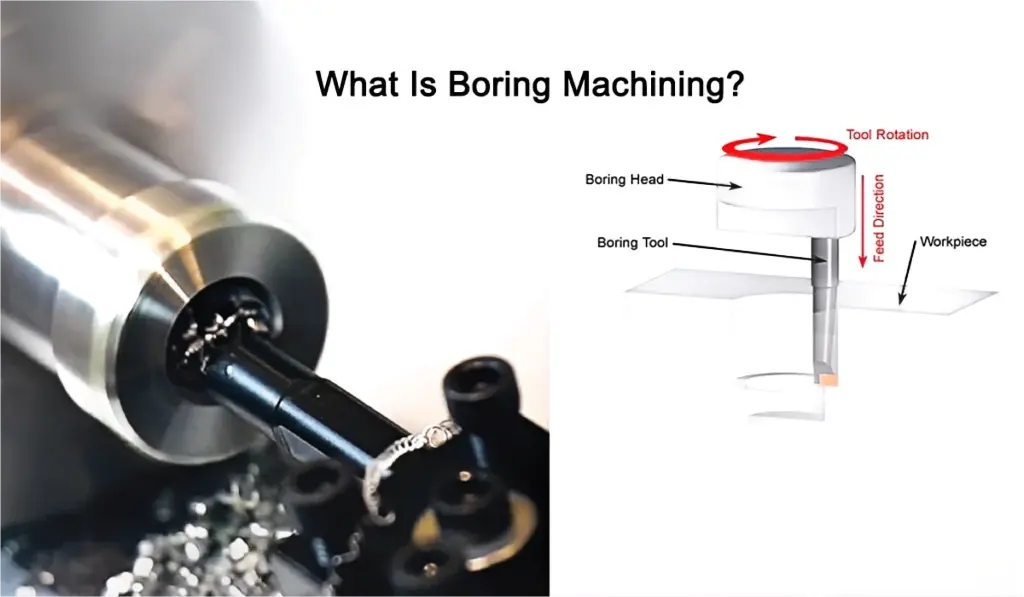
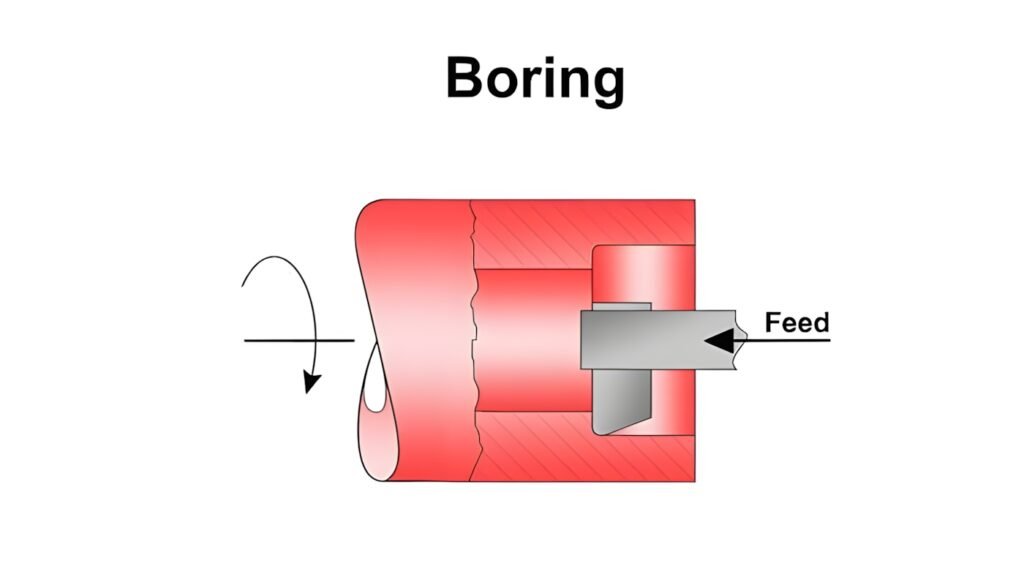
A usinagem chata é um método de usinagem de precisão usado para ampliar, alinhar, ou terminar um buraco existente para atender às especificações exatas.
Os propósitos -chave incluem:
Aumento do diâmetro do orifício para combinar com as tolerâncias de design
Corrigindo orifícios desalinhados ou perfurados imperfeitamente
Melhorando o acabamento da superfície para melhor desempenho do componente
Garantir a concordância com outros recursos na parte
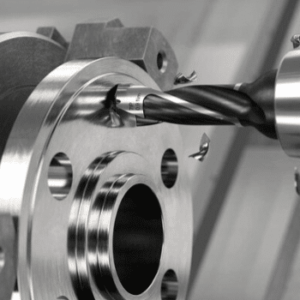
A operação é normalmente realizada usando um Ferramenta de corte de ponto único chamado a Bar de chato, montado em equipamentos como um torno, Máquina de moagem CNC, ou Máquina de perfuração especializada.
Vantagens de usinagem chata
Precisão excepcional
Chato pode alcançar tolerâncias tão apertadas quanto ± 0,0005 polegadas (± 0,0127 mm)-até 40 vezes mais preciso do que perfuração padrão.
Acabamento de superfície superior
Com os parâmetros de ferramentas e corte certos, chato pode produzir acabamentos de 32 micro centímetros ra ou melhor, Melhorando superfícies de vedação e resistência ao desgaste.
Versatilidade
Funciona em uma ampla gama de materiais -aço, alumínio, titânio, latão, plásticos, compósitos- e pode criar recursos além dos orifícios circulares, como slots, ranhuras, e Keyways.
Tamanhos de orifício personalizados
Não restrito a diâmetros de broca padrão - ideais para peças que exigem furos não padrão ou de tamanho grande.
Eficiência na produção em massa
Máquinas de perfuração controladas por CNC podem processar várias partes com repetibilidade consistente, reduzindo as taxas de sucata e aumentando a taxa de transferência.
Limitações de usinagem chata
Apesar de seus benefícios, A usinagem chata tem várias desvantagens:
Alto custo de equipamento - Máquinas de perfuração de precisão e centros CNC exigem investimento significativo de capital.
Requisito de operador qualificado - A configuração de precisão e o alinhamento da ferramenta são críticos para a precisão.
Só funciona em buracos existentes -requer um buraco pré-perfurado ou fundido antes do início do chato.
Tempo de configuração para pequenas corridas -pode não ser econômico para empregos únicos.
Risco de deflexão da ferramenta - especialmente em Buraco profundo chato, levando a variações de diâmetro.
Como a usinagem chata funciona
Faça um buraco piloto
Perfurar ou lançar um buraco Minização ligeiramente subdimensionada (Então resta material para limpar).
Deburs/chanfrar a entrada para que a barra de chato entra de maneira limpa.
Configurar e alinhar
Torno: Indique a parte para que o buraco existente funcione verdadeiro; Monte a barra chata o mais curta e rígida possível.
Moinho: Localize o centro do orifício com um localizador de sonda/borda; Ajuste uma cabeça chata ou um portador de ferramentas chato no eixo.
Furo bruto
Pegue alguns Etapas radiais maiores (maior profundidade de corte) Para remover a maior parte do estoque rapidamente.
Deixar 0.10–0,30 mm (0.004–0.012 ″) de cada lado para acabar (varia de acordo com o material/tamanho).
Semi-final (opcional, mas inteligente)
Reduza a profundidade de corte e alimentação para estabilizar o tamanho e melhorar a redondeza.
Re-medir; compensar qualquer desvio térmico ou deflexão da ferramenta.
Termine
Pegar um ou dois passes de luz (por exemplo., 0.02–0,08 mm / 0.001–0,003 ″ de cada lado).
Use refrigerante/ar consistente e alimentação constante para atingir o tamanho e o acabamento da superfície.
Adicione a Spring Pass (mesmo tamanho, Sem deslocamento) Se a parte/material "volta".
Medir e verificar
Use a medidor de furo, medidor de ar, ou medidor telescópico + microfone para tamanho e redondeza.
Verificar concentricidade e posição para o dado (CMM se crítico).
Deburre a entrada/saída; Adicione um pequeno chanfro se especificado.
Tipos de máquinas chatas

Máquina de perfuração horizontal
O que é isso: O eixo (a parte segurando a ferramenta de corte) é montado horizontalmente.
Quando usá -lo: Perfeito para peças longas ou quando você precisa dar orifícios no lado de uma grande peça de trabalho.
Empregos típicos: Blocos de motor, bases de máquinas, Placas grandes.
Por que é ótimo:
Alças grande, peças de trabalho pesadas com facilidade.
Excelente para precisão em componentes industriais em larga escala.
Máquina de chato vertical
O que é isso: O eixo é montado verticalmente, e a peça de trabalho geralmente fica plana em uma mesa rotativa.
Quando usá -lo: Ideal para grande, pesado, e peças de forma desajeitada que são mais fáceis de lidar com a deitação plana.
Empregos típicos: Invólucros de turbina, grandes flanges, válvulas grandes.
Por que é ótimo:
A gravidade ajuda a manter a peça estável.
Mais fácil de carregar e descarregar peças pesadas.
Máquina de chato de piso
O que é isso: Uma máquina enorme com uma coluna e eixo em movimento, projetado para componentes muito grandes colocado diretamente no chão da fábrica ou em uma mesa pesada.
Quando usá -lo: Para Enormes peças industriais que não se encaixam nas mesas de máquinas padrão.
Empregos típicos: Peças de construção naval, Cubs de turbina eólica, grandes caixas de marcha.
Por que é ótimo:
As peças da máquina podem tão grandes que eles têm que ficar em um só lugar.
Lida com um serviço pesado, trabalho de alta precisão.
Máquina chata de gabarito
O que é isso: Uma máquina super-preciosa projetada para produzir Locais exatos do orifício e acabamentos, frequentemente usado para fazer gabaritos, jogos, e ferramentas de precisão.
Quando usá -lo: Quando As tolerâncias são extremamente apertadas e a precisão é a principal prioridade.
Empregos típicos: Componentes aeroespaciais, Moldes de ponta, Conjuntos de matrizes.
Por que é ótimo:
Posicionamento incrivelmente preciso.
Perfeito para o trabalho que não pode pagar nem um pequeno erro de alinhamento.
Máquina de perfuração CNC
O que é isso: Uma máquina de perfuração controlada por computador que automatiza o movimento, velocidade, e ajustes de ferramentas.
Quando usá -lo: Para produção em alto volume ou peças com requisitos complexos de chatos.
Empregos típicos: Componentes do motor automotivo, cilindros hidráulicos, Peças de máquinas industriais.
Por que é ótimo:
Resultados altamente repetíveis.
Pode lidar com programas complicados e entediações em várias etapas em uma configuração.
Máquina de perfuração de linha
O que é isso: Uma máquina portátil ou estacionária que chora um reto, buraco perfeitamente alinhado através de várias superfícies em uma única configuração.
Quando usá -lo: Para reparar ou machine furos no lugar sem mover a parte para uma grande máquina.
Empregos típicos: Reparando grandes equipamentos como escavadeiras, chato através de caixas de rolamento, Bores da caixa de engrenagens.
Por que é ótimo:
Economiza tempo e dinheiro em reparos de equipamentos pesados.
Garante alinhamento perfeito entre vários furos.
Tipos de processos chatos
Linha chata
Alinhe os furos em componentes como blocos de motor, turbinas. Ferramenta suportada nas duas extremidades para rigidez.
Voltar chato
Amplia um buraco do lado oposto- Usado na fabricação de armas de fogo e componentes hidráulicos.
Chato cego
Cria um buraco que não passa completamente A peça de trabalho - Common em coletores hidráulicos.
Micro chato
Usado para pequeno, furos precisos em dispositivos médicos e peças aeroespaciais, muitas vezes exigindo tolerâncias dentro mícrons.
Vertical & Chato horizontal
A escolha depende Tamanho da peça de trabalho, forma, e peso.
Desafios comuns na usinagem chata
Vibração - causado por barras longas chatas; leva a marcas de conversa.
Deflexão da ferramenta - afeta a precisão do diâmetro.
Manter concordância - especialmente em buracos profundos.
Desgaste da máquina - pode causar perda de precisão ao longo do tempo.
Controle de acabamento superficial - requer parâmetros de corte precisos.
Geração de Calor - deve ser gerenciado com refrigerantes para evitar distorção dimensional.
Dicas de especialistas para uma melhor usinagem chata
Use o material da ferramenta certo & Geometria - Inserções de carboneto para metais mais difíceis; Aço de alta velocidade para materiais mais macios.
Otimize os parâmetros de corte - Ajuste velocidade, alimentar, e profundidade de corte para tipo de material.
Continue chato barras curtas & Rígido - reduz a vibração e a deflexão.
Realizar manutenção regular de máquinas - Impede a queda de desempenho.
Use refrigerantes de alta qualidade - Melhora o acabamento e estende a vida útil da ferramenta.
Chato vs outros processos de usinagem
| Processo | Precisão | Acabamento de superfície | Propósito | Tolerância típica |
| Tedioso | Muito alto | 32 μin reverte | Ampliar/refinar os orifícios existentes | ±0,0005 pol. |
| Perfuração | Médio | 125 μin reverte | Crie novos buracos | ± 0,02 in |
| Alargamento | Alto | 63 μin reverte | Refinar um pouco os orifícios | ± 0,001 in |
| Fresagem | Variável | 125 μin reverte | Crie orifícios/recursos | ± 0,01 in |
Aplicações de usinagem chata

Indústria automobilística 🚗
Onde é usado: Blocos de motor, Bores do cilindro, Caixas do virabrequim, e casos de caixa de velocidades.
Por que chato é importante aqui: Os motores precisam de orifícios perfeitamente redondos e alinhados para manter tudo funcionando sem problemas e reduzir o desgaste. Até um pequeno desalinhamento pode causar vibração ou dano ao longo do tempo.
Indústria aeroespacial ✈️
Onde é usado: Caixas de motor a jato, Componentes do trem de pouso, e quadros estruturais.
Por que chato é importante aqui: Na indústria aeroespacial, Peso e precisão são críticos. Chato ajuda a alcançar tolerâncias apertadas e acabamentos suaves que garantem seguros, desempenho confiável em velocidades e temperaturas extremas.
Máquinas pesadas e equipamentos de construção 🚜
Onde é usado: Braços da escavadeira, juntas do carregador, Molas de rolamento, e caixas de câmbio.
Por que chato é importante aqui: Essas partes levam muito estresse, Então os furos devem ser forte, alinhado, e capaz de lidar com cargas pesadas sem falha.
Óleo, Gás, e setor de energia ⚙️
Onde é usado: Capas de turbinas, carcaças da bomba, e componentes de perfuração.
Por que chato é importante aqui: Os furos nessas partes geralmente carregam fluidos ou gases de alta pressão, Então eles precisam ser usinada com precisão para evitar vazamentos e suportar condições extremas.
Indústria Marinha 🚢
Onde é usado: Eixos de hélice do navio, suportes de motor, e grandes caixas de caixa.
Por que chato é importante aqui: Peças marinhas são expostas a ambientes agressivos de água salgada, Portanto, entediante ajuda a garantir o ajuste e o alinhamento adequados, reduzindo o desgaste e a corrosão ao longo do tempo.
Equipamento médico 🏥
Onde é usado: Instrumentos cirúrgicos, implantes ortopédicos, e dispositivos de diagnóstico.
Por que chato é importante aqui: No mundo médico, Precisão é tudo. Orifícios devem ser suave, livre de rebarbas, e com forma perfeita Para evitar complicações ou danos durante o uso.
Fabricação de moldes e matrizes 🛠️
Onde é usado: Bases de moldes de injeção, Conjuntos de matrizes, e gabaritos.
Por que chato é importante aqui: Buracos perfeitamente entediados garantem que os moldes alinhem corretamente, produzindo consistente, peças de alta qualidade todas as vezes.
Conclusão
A usinagem chata permanece um dos métodos mais confiáveis e precisos Para alcançar a geometria perfeita de buracos na fabricação. Enquanto exige Equipamento especializado, operadores qualificados, e configuração cuidadosa, Os resultados - alta precisão, Excelente acabamento superficial, e repetibilidade - faça isso indispensável em muitas indústrias.
Perguntas frequentes
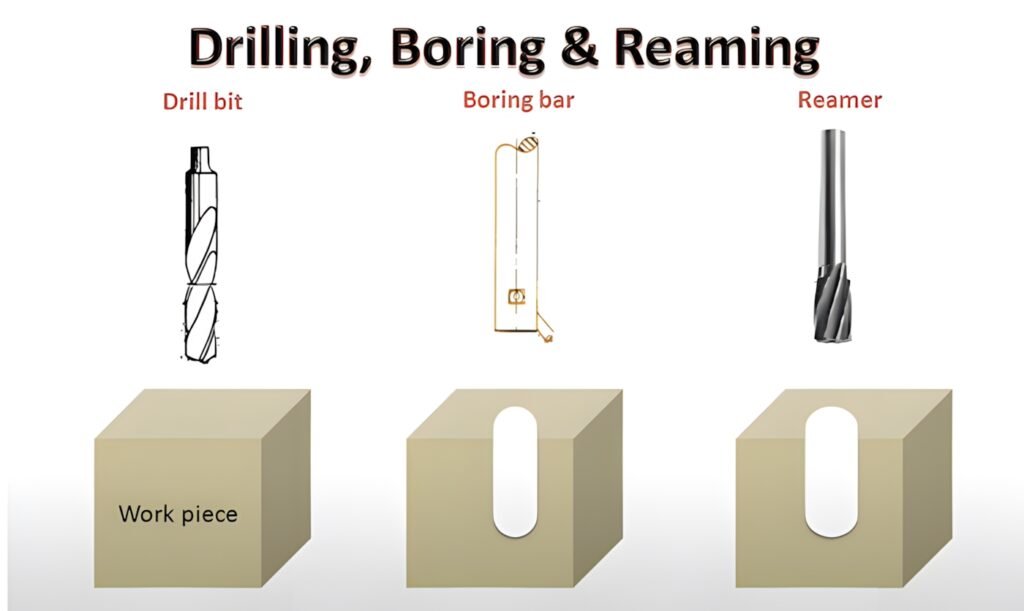
1. What is the fundamental difference in function between drilling, tedioso, e gritando?
-
Perfuração: The primary process of creating a new hole from solid material, offering moderate accuracy.
-
Tedioso: The process of enlarging and correcting um existing hole to achieve high precision in diameter, redondeza, e localização (concentricidade).
-
Alargamento: A finishing process used to slightly refine an existing drilled or bored hole, improving its size tolerance and surface finish, but only removing a very small amount of material.
2. Why is the “boring bar overhang” such a critical factor in the success of the operation?
The boring bar overhang (the length the bar extends from the holder) directly impacts rigidez. Because the tool is only supported at one end, excessive overhang causes the boring bar to vibrate severely (conversa) when cutting. Chatter leads to poor surface finish, inaccurate dimensions (hole size variation), and rapid tool wear. The general rule is to keep the bar overhang as short as possible.
3. What is a “spring pass” in finish boring, e por que é usado?
A spring pass is a final, light cut taken with zero additional offset or change in cutting depth. Its purpose is to compensate for the slight elastic deflection or “springing” of the boring bar or the workpiece during the previous cut. By running the tool through the same path again without changing the setting, it cleans up any minor material left behind due to deflection, ensuring the final hole size is precisely what was programmed.
4. How does a Line Boring Machine differ from a standard Horizontal Boring Machine?
-
Standard Horizontal Boring Machine: Usado para usinagem grande, heavy components in a controlled machine shop environment. The boring bar is supported at one end by the spindle.
-
Máquina de perfuração de linha: Designed specifically to machine a perfectly straight and aligned series of bores through multiple separate mounting points (like bearing housings on an engine block). Critically, the boring bar is typically supported at both ends of the bore series for maximum rigidity, often used for repair work in situ (on-site).
5. What is the primary cause of poor surface finish in a bored hole?
The most common cause of poor surface finish in boring is vibration or chatter, usually resulting from excessive boring bar overhang or insufficient machine rigidity. Other contributing factors include:
-
Dull Tooling: The cutting edge pushing material rather than cleanly slicing it.
-
Improper Feed Rate: Too high of a feed rate leaves deep spiral marks on the surface.
-
Insufficient Coolant: Allowing heat to build up, causing the material to deform.
6. When should Micro Boring be used, and what level of accuracy can it achieve?
Micro boring is reserved for extremely small holes (typically less than 1 milímetros ou 0.04 polegadas in diameter) or applications requiring the absolute highest precision. It uses specialized, tiny tools and is capable of achieving accuracy within mícrons (thousandths of a millimeter), making it essential for medical devices, fuel injectors, and high-end aerospace instrumentation.
7. Why is heat generation a major concern in precision boring, even with coolant?
While coolant helps, heat is a concern because it causes Expansão térmica of both the workpiece and the boring bar. Even a tiny temperature increase can temporarily change the diameter of the part or the length of the tool, levando a erros dimensionais. This requires machinists to monitor temperature closely and use a consistent flow of coolant during the finishing pass to stabilize the dimensions.
Leia mais:
Fresagem CNC: Um guia completo para usinagem de precisão
Torneamento CNC: Princípios e aplicações
![]()