- У дома
- Услуги
- Услуги за обработка на ЦПУ
- Леене под налягане
- Изработка на калъпи
- Алуминиево леене под налягане
- Леене под налягане на цинк
- Магнезиево леене под налягане
- Услуги за ляти под налягане скоби
- Услуги за ляти под налягане ограждения
- Услуги за лято жилище
- Услуги за леене под налягане на автомобили
- Услуги за гравитационно леене под налягане
- Услуги за леене под ниско налягане
- Китайски производител на леене под налягане
- Леене под високо налягане
- Услуги за леене под налягане на прототипи
- Голям обем услуги за леене под налягане
- Услуги за леене под налягане в малък обем
- Услуги за структурно леене под налягане
- Услуги за леене под налягане на тънки стени
- Услуги за леене под налягане
- Услуги за вакуумно леене под налягане
- Производство на ламарина
- Инжекционно формоване на пластмаса
- Инжекционно формоване на пластмаса
- Вложете лайсна
- Две цветни услуги за формоване
- Над услугите за формоване
- Услуги за силиконово формоване
- Услуги за двукратно шприцоване
- Услуги за леене под налягане с газ
- Услуги за шприцформи с множество кухини
- Услуги за леене под налягане на големи части
- Услуги за микро леене под налягане
- Услуги за леене под налягане с строга толерантност
- Услуги за леене под налягане на полипропилен
- Услуги за леене под налягане на поликарбонат
- Услуги за леене под налягане PEEK
- Услуги за леене под налягане на найлон
- Услуги за шприцоване на ABS
- Услуги за термопластично леене под налягане
- Производство по договор
- Производство в малък обем
- Масово производство
- Индустрии
- Автоматизация
- Потребителска електроника
- Медицинска обработка на ЦПУ
- PCB фреза
- Аерокосмическа обработка
- Автомобилна обработка на ЦПУ
- CNC обработени части за велосипеди
- Обработка за отваряне на бутилки с CNC
- Обработка на разпределителния вал
- Обработка на винтове на ЦПУ
- CNC машинни резервни части
- CNC обработка на бутала
- CNC обработени подаръци
- CNC машинно маховик
- CNC машинно обработена безопасна самобръсначка
- CNC машинно обработен Fidget Spinner
- CNC машинни зарове
- CNC обработени шахматни фигури
- Галерия
- Ресурси
- За нас
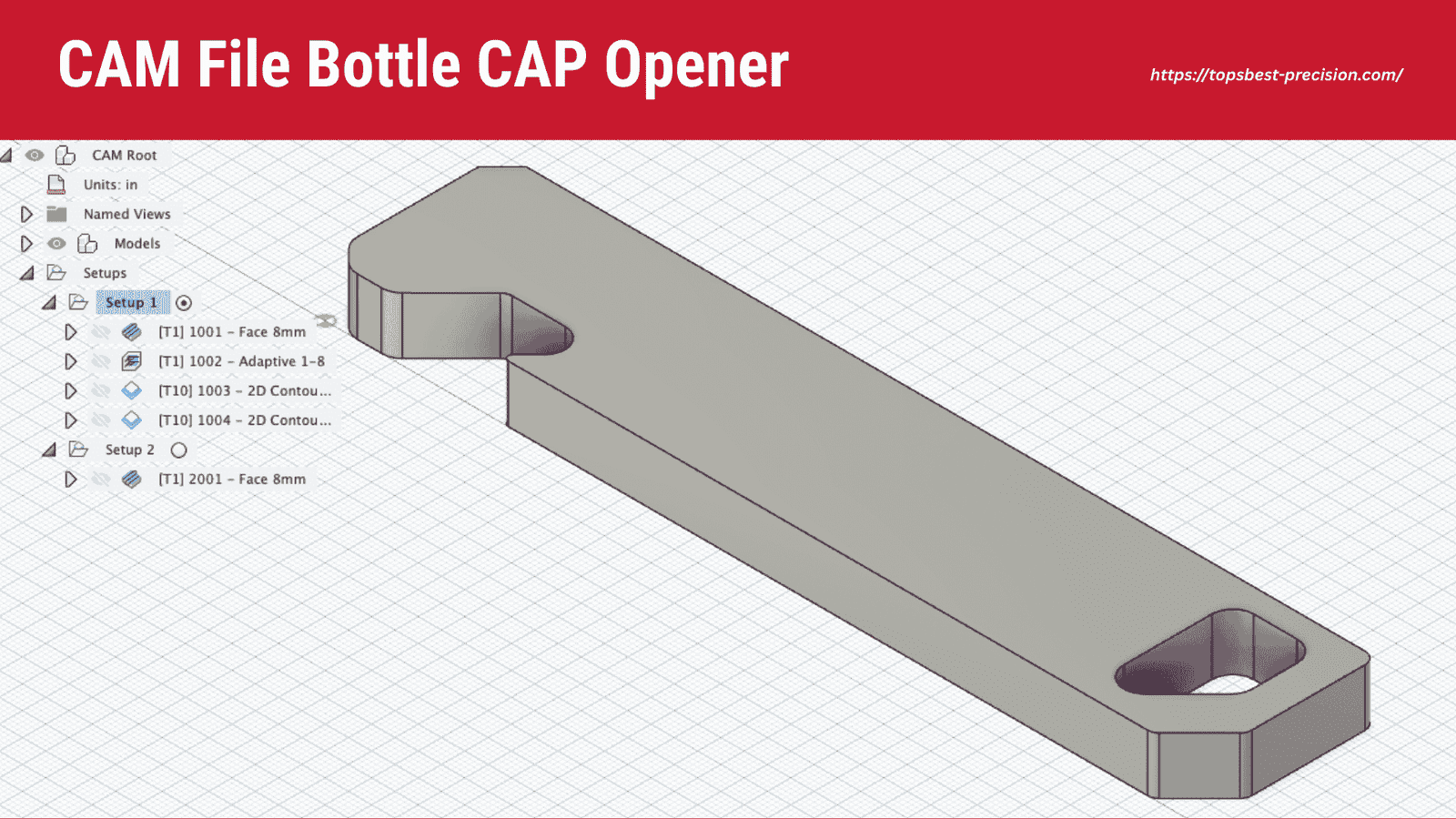
Обработка за отваряне на бутилки с CNC
Тази персонализирана отварачка за бутилки демонстрира способността ни да произвеждаме високопрецизни CNC машинни продукти използване на смесени материали, включително 6061-Т6 алуминий и твърда дървесина.
- Толерантност: ±0,01 мм
- Процес: CNC фрезоване + прецизна обработка на дърво
- Приложение: рекламни продукти, маркови стоки
Изпратете вашето запитване днес

Как се справяме с дизайна и процеса на обработка на отварачката за бутилки(Казус)
Използваме усъвършенствани техники за обработка с ЦПУ, за да гарантираме прецизност и последователност:
- CNC фрезоване на алуминиеви вложки
- Прецизна обработка на дърво за ергономични дръжки
- Контролирани траектории на инструмента за гладка повърхност
- Вътрешно CAD/CAM програмиране за точност
CAD поддръжка и персонализирани опции
Можете да ни предоставите файл или контурна скица. Ние проектираме всички модели в нашия CAD софтуер. От там, ние създаваме пътеки на инструменти, които са съобразени с вашата част. Разрешаваме промяна на формата, повърхност за захващане, и брандиране. Те се добавят към основния модел преди рязане. Това ни спестява време по време на настройката. Просветът и дълбочината на рязане се проверяват от нашата CAM система. Всички пътеки се проверяват за надрязване и загуба на ръбове.

Готово и доставено
Ние проверяваме всяка дръжка, направена след рязане. Езичетата се изрязват, ръбове шлайфани, и завършете приложено. Предлагаме масло, печат, или сурови според нуждите. Възможна е еднократна или малка партидна поръчка. Ние запазваме вашите файлове за повтарящи се задачи в същата конфигурация, и това позволява бърз обрат без необходимост от нулиране на пътища.
Изпратете вашето запитване днес

Нашата настройка и CNC изпълнение за надеждна обработка на отварачки за бутилки
Удовлетворените резултати идват с правилно фиксиране и подравняване. С върхова прецизност, всяка работа започва с точно захващане и сондиране. Използваме доказани методи за подготовка на всеки материал преди първото рязане.
Нашият процес на настройка поддържа частта стабилна във всички траектории на инструмента. Това предотвратява изместването на ръбовете, повърхностни белези, и дълбоки капани. От скоби до цикли на сондата, всеки детайл се проверява преди стартиране на шпиндела.
Изпратете вашето запитване днес
Постмашинна обработка и окончателно покритие за отварачка за бутилки
Всяка произведена отварачка се почиства, запечатан, и готов за употреба, когато напусне нашата работилница. След обработка, завършваме го на ръка. Тази стъпка е от решаващо значение за качеството на повърхността и окончателния външен вид.
Има няколко покрития, от които можете да избирате, в зависимост от вашия продукт. От естествени масла до матови уплътнители, ние съчетаваме повърхността, за да пасне на вашия дизайн. Всички обработки се прилагат внимателно, за да се запазят детайлите и зърното.
Тези процедури ни позволяват да гарантираме, че вашите отварачки за бутилки от твърда дървесина са не само функционални, но и визуално привлекателни. Освен това допринася за по-дълъг живот на повърхността.
Изпратете вашето запитване днес

Какво демонстрира този проект
Този проект за отварачка за бутилки показва нашите възможности в:
- Многоматериална обработка (метал + дърво)
- Строг контрол на толерантността (±0,01 мм)
- Малкосерийно и поръчково производство
- Повърхностна обработка и монтаж
Изпратете вашето запитване днес
Приложения на подобни CNC продукти
Ние произвеждаме подобни CNC продукти по поръчка за:
- Рекламни и маркови стоки
- Потребителски продукти
- Инструменти и принадлежности
- Индустриални компоненти
Изпратете вашето запитване днес
Материали, които поддържаме за персонализирани CNC проекти
Работим с широка гама материали:
Метали
- Алуминий (6061, 7075)
- Неръждаема стомана
- Титан
- Месинг / мед
Неметали
- Инженерни пластмаси (коремни мускули, POM, PTFE)
- Твърда дървесина (орех, клен)
- Композити (въглеродни влакна, G10)
Изпратете вашето запитване днес
Защо да изберете Tops Precision за CNC обработка по поръчка?
- Бърза оферта в рамките 24 часа
- Ниска MOQ (започвайки от 1 парче)
- ISO-сертифициран производствен процес
- Вътрешен инженеринг и производство
- Голям опит в машинната обработка на много материали
Изпратете вашето запитване днес
Говорете с най-добрите експерти по прецизност за персонализирани CNC машинни решения
Нашите CNC специалисти са тук, за да подкрепят следващото ви изграждане с експертна информация и надеждно изпълнение. Независимо дали имате нужда от един прототип, кратък производствен цикъл, или пълномащабно производство, ние прилагаме едни и същи високи стандарти към всяка част. Нашият факултет е сертифициран по ISO, така че всеки продукт преминава през щателни проверки на качеството.
Ние работим директно от вашите CAD файлове, ръчно рисувани концепции, и технически изисквания. Нашите инженери оценяват вашия дизайн, предложете подобрения, ако е необходимо, и изберете правилните инструменти и стратегии за работата. Получавате информиран вход, преди дори да включим машината.
От избор на материал до планиране на траекторията на инструмента и довършване на повърхността, ние се справяме с всяка стъпка с точност и внимание. Можете да разчитате на нас да доставим строги толеранси, чисти профили, и повтарящи се резултати без забавяне.
If you're ready to machine your design with precision and confidence, изпратете ни вашите подробности за проекта. Ние ще го вземем от там.
Изпратете вашето запитване днес
Свързани CNC машинни услуги
- Услуги за обработка на ЦПУ
- CNC алуминиеви части
- CNC прототипни услуги
- Производство на метални части по поръчка
Изпратете вашето запитване днес
често задавани въпроси
да, ние сме специализирани в персонализирани CNC машинни продукти в различни индустрии.
MOQ започва от 1 парче за прототипиране.
Ние поддържаме метал, пластмаса, дърво, и композитни материали.
3–7 дни за прототипи, 7–15 дни за изработка.