Започваме с тежки стругове за работа с голям диаметър
Диаметрите на маховика често са повече от 500 мм. Нашите стругови центрове могат да се справят с този размер без никакви проблеми. Поставяме заготовката в патронник с четири челюсти и я държим здраво, който спира движението по време на много тежки груби проходи.
При механична обработка, големи диаметри генерират топлина бързо. Поставяме много охлаждаща течност в зоната на рязане. Това поддържа инструментите остри и размерите еднакви.
Поддържане на дебелината на стената по време на целия процес на рязане
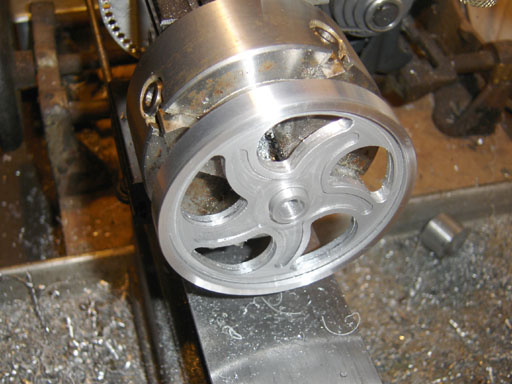
Маховикът не е балансиран, защото стените не са равни. Програмираме малки стъпки на радиални разрези. Всяко преминаване отнема точното количество материал. Нашите инструменти за струговане винаги се подават с еднаква скорост.
Крайната дебелина на стената остава същата по целия път около ръба, при 0.1 мм. Правим измервания в различни точки по време на обработката. Преди да преминете към следващата стъпка, ние проверяваме размерите от цифрови шублери, за да сме сигурни, че всичко е същото.
Разбийте главината и лагерните гнезда за точно прилягане
Диаметърът на вала трябва да е същият като на отвора на главината. Използваме карбидни бормашини с вложки, които могат да се сменят. Седалките на лагерите се нуждаят от определен вид намесване.
Пробихме навътре 0.01 mm от крайния размер. Финишен проход с остра вложка дава повърхността, която желаете. Лагерът се плъзга лесно, без никакви усилия.
Пробването на живо улавя всяко отклонение, преди да се превърне в проблем
Сензорни сонди, които измерват по време на цикъла, са вградени в нашите стругове. След груби съкращения, сондата проверява диаметрите. Програмата се променя сама, ако нещо се отклони. Тази обратна връзка в реално време спира изхвърлянето на части.
Нашите фрези с ЦПУ създават прецизни елементи на маховика и монтажни отвори
Шпонкови канали, монтажни отвори, и джобовете за намаляване на теглото трябва да са на правилното място. Ние използваме CAM софтуер, за да планираме траектории на инструменти и характеристики на машината, които ще работят по един и същи начин на всяка партида маховици.
Модели на пробиване на болтове, докато маховикът остава индексиран
За сглобяване, дупките за болтовете трябва да са идеално подредени. Поставяме маховика на маса, която се върти. Масата може да се движи под прав ъгъл за всяка дупка. Нашите фрези с ЦПУ могат да пробиват докрай с едно минаване.
Използваме пробиване с кълцане, за да се отървем от стружките, които са заседнали в дълбоки отвори. Това предпазва дупките от счупване и запазва тяхното качество. Няма неравности или мръсотия в нито една от дупките.
Рязане на шпонкови канали, които отговарят на размерите на вашия вал
Шпонковите канали преместват въртящия момент от вала към маховика. Ние изрязваме шпонкови канали с помощта на челни фрези, които са с правилния размер за шпонката на вашия вал. Мелницата слиза до дъното и след това се движи по отвора.
За измерване на ширината на шпонковия канал използваме измервателни уреди за движение/забрана. This proves that the key won't get stuck or rattle. The connection stays strong even when it's under stress.
Премахване на тежестта без отслабване на структурата
Някои употреби се нуждаят от маховици, които са по-леки, но все още здрави. Изрязваме джобове в мрежата или ръба. Използване на FEA, нашите инженери определят колко големи трябва да бъдат джобовете. The flywheel stays strong and doesn't break.
Използваме челни фрези със сферичен връх, за да направим джобове. Радиусът в долната част предотвратява появата на пукнатини. Маховикът може да се справи с високи обороти, без да се счупи.
Добавяне на фаски за спиране на образуването на пукнатини
Напрежението се натрупва в острите ръбове, което може да доведе до пукнатини. Заобляме всички ръбове отвън и отвътре. Това кара стреса да обхваща по-голяма площ. Фаските също правят по-безопасно боравенето с части по време на сглобяване.