
Бърборене в механична обработка е често срещан, но сериозен проблем, който влияе върху производителността, качество, и продължителността на оборудването в съвременното производство. Той се показва като нежелана вибрация между режещия инструмент и детайла по време на обработващи операции като фрезоване, обръщане, или пробиване.
Докато някакво ниво на вибрация е неизбежно, Прекомерното или неконтролираното бърборене може да доведе до повърхностни дефекти, неточности в размерите, съкратен живот на инструмента, и дори щети на скъпото оборудване на ЦПУ. За поддържане на високи стандарти за прецизност и ефективност, Машинистите и инженерите трябва да разберат какво причинява бърборене, как се проявява, и най -добрите практики за предотвратяване или свеждане до минимум.
Това ръководство предоставя подробен преглед на чат за обработка - ITS типове, последствия, и доказани техники за избягване в професионални настройки.
Какво е бърборене в обработката?
Чат се отнася до цикличния, Високо-честотна вибрация, която се случва между режещия инструмент и детайла по време на обработката. За разлика от незначителните вибрации на фона, чат е по -интензивен, често звуков, и произвежда забележим модел на маркировки на повърхността на частта. Обикновено се случва, когато инструментът и детайлът резонират с честота, която усилва относителното им движение.
Ключови характеристики
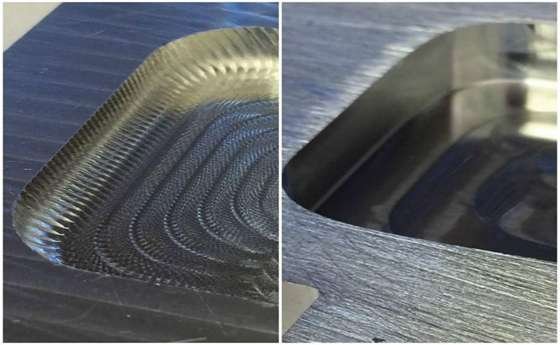
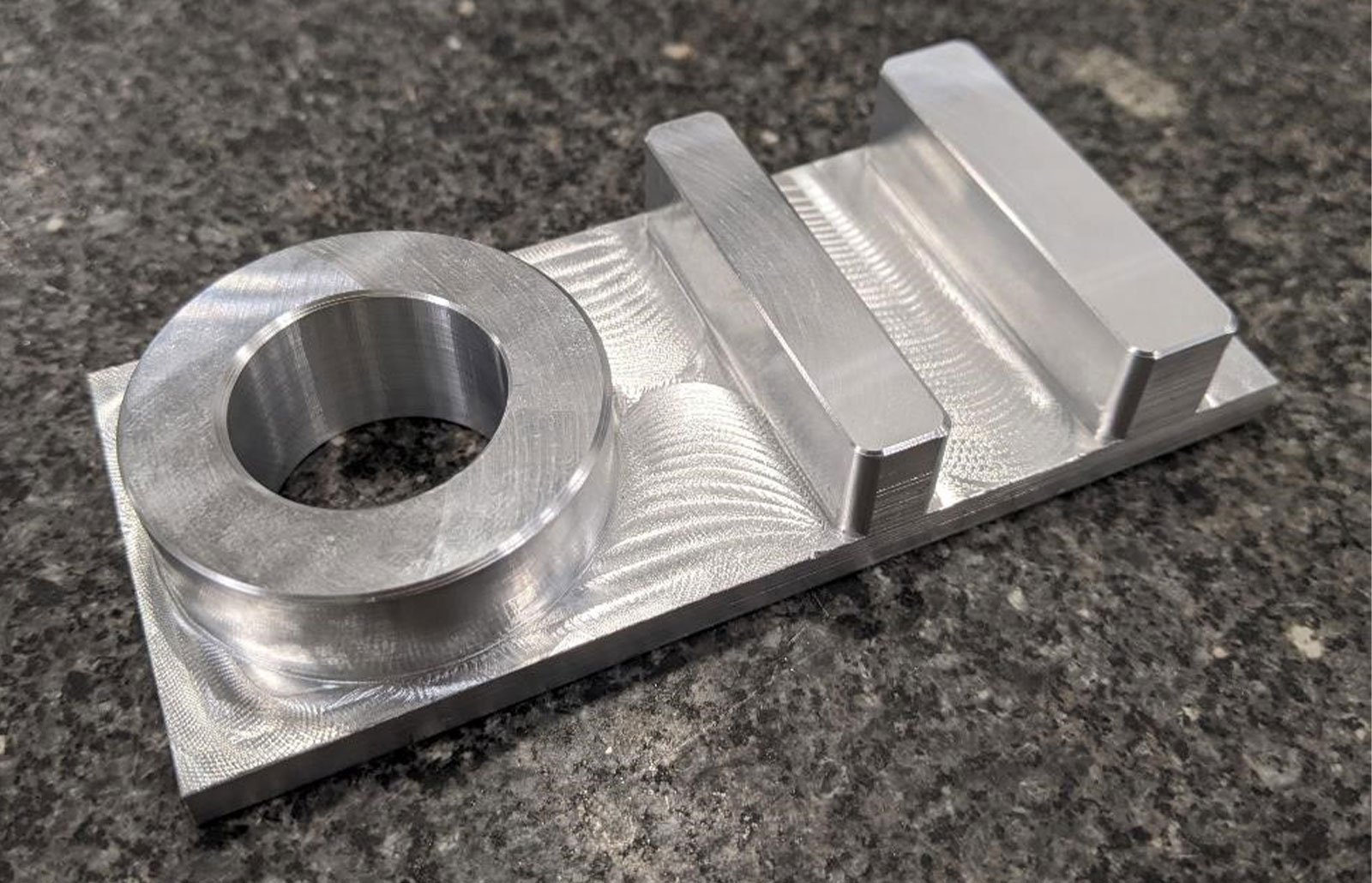
Нередовен, повтарящи се марки (Марки за чат) на обработената повърхност.
Отличителни „скърцащи“ или „виене“ звуци по време на работа.
Нестабилно поведение на рязане и намалена точност на размерите.
Причини за чат
Отклонение на инструмента или детайла.
Неправилно задържане на инструмент или детайл.
Прекомерно превишаване на инструмента или лоша твърдост.
Неподходяща скорост на рязане или дълбочина на рязане.
Износени инструменти или машини.
Чат може да се появи на всеки етап от пътеката на инструмента, но е особено често срещано при операции, включващи остри ъгли, тънки стени, или дълго, стройни части.
Видове бърборене в обработката
Чертежът обикновено може да бъде класифициран в два основни типа, всеки с уникални причини и методи за контрол.
Чат за инструменти
Чат за инструменти произхожда от вибрации в самия инструмент за рязане. Това често се случва, когато дълъг инструмент се простира далеч от притежателя (Прекомерно надвес), което го прави по -податлив на огъване.
Симптоми
Звуков шум по време на рязане.
Нерегулярно покритие на повърхността.
Ранно износване или чипиране на инструменти.
Типични причини
Преувеличени инструменти.
Високи скорости на рязане с недостатъчна твърдост.
Неадекватна геометрия или материал на инструмента.
Пример
В CNC фрезоване, Използването на 10 мм мелница с диаметър с 5x с диаметър в надвес може лесно да доведе до чат на инструмента по време на странично смилане.
Чат за детайл
Чатът на детайла възниква, когато обработката на частта не е адекватно обезопасена или е по своята същност гъвкава (напр., тънкостенни или дълги части). Тъй като се прилагат силите за рязане, Частта започва да вибрира и отразява тези сили обратно в инструмента, причиняваща нестабилност.
Симптоми
Марки за бърборене близо до затягащи точки.
Размерена вариация.
Вибрация, усещана на машината.
Типични причини
Лошо затягане.
Гъвкави или слабо поддържани части.
Неправилен метод за собственост на работния начин.
Пример
При завъртане на дълъг алуминиев вал без опашка или стабилна почивка, валът може да вибрира, водещи до бърборене и неравномерни разфасовки.
Какви са последиците от чата в обработката?
Чат може да изглежда като проблем на повърхностното ниво на пръв поглед, Но ефектите му са далечни:
Намален живот на инструмента
Chatter кара инструментите да вибрират непредвидимо, Създаване на неравномерни товари, които ускоряват износването. Инструментите могат да чип, почивка, или станете тъпи много по -бързо от очакваното.
Въздействие
Повишени разходи за инструменти.
Честите промени в инструмента нарушават производителността.
По -ниска консистенция между частите.
Намален машинен живот
Устойчивата вибрация поставя стрес върху лагерите на машината, шпиндел, и линейни системи за движение. С течение на времето, Това може да доведе до несъответствие, Излишен обрат, или дори пълна механична повреда.
Въздействие
Непланирана поддръжка или ремонт.
Намалена дългосрочна възвръщаемост на инвестициите на оборудване с ЦПУ.
Лошо покритие на повърхността
Марки за чат оставят неравномерни модели и хребети на повърхността на част. Това често означава, че частта ще се нуждае от преработка или полиране, което добавя към времето и разходите за производство.
Въздействие
Отхвърлени части или добавени процеси на довършителни работи.
Намалена производителност или външен вид на продукта.
Неточност на размерите
Когато се появи чат, Инструментът може да не следва точно програмирания пътека за инструменти. Това води до размери грешки, които влияят на приспособяването, форма, и функция-особено проблематична във високо прецизната индустрия.
Въздействие
Части извън толерантността.
Намалена надеждност на продукта или използваемост.
Как да избягвате или сведете до минимум бърборенето в обработката?

Предотвратяването на бърборене включва оптимизиране на различни аспекти на процеса на обработка. Ето как да го сведем до минимум ефективно:
Оптимизиране на стратегията за обработка
Използвайте пътеки с инструменти за постоянен ангажимент За намаляване на колебанията на товара.
Намалете дълбочината на рязане или увеличаване на скоростта на подаване до по -ниска радиална сила.
Регулирайте скоростта на шпиндела с 5–10%, за да се отдалечите от резонансни честоти (Нарича се още „сладка настройка на петна“).
Използвайте софтуерни функции на CAM като „Променлива скорост на шпиндела“, за да помогнете за нарушаване на честотата на бърборенето.
Възприема правилното земеделско стопанство
Използвайте тела, се появяват, или вакуумни маси, които осигуряват твърда, Еднообразно затягане.
Избягвайте затягането на тънки части само в единия край - използване на опори или материали за пълнене, за да увеличите твърдостта.
Помислете за опашка или стабилна почивка, когато завъртате дълги валове.
За деликатни части, Използвайте меки челюсти или затихнали подложки, за да разпределите налягането без деформация.
Използвайте правилния инструмент за рязане
Покритие на инструмента: Намалява топлината и триенето, Активиране на по -гладки разфасовки.
По -кратък надвес: Винаги използвайте възможно най -краткото разширение.
Геометрия на инструмента: Използвайте по -остри инструменти за меки материали, и по -силни геометрии за твърди материали.
Инструменти за твърд карбид предлагат по -добра твърдост и затихване на вибрации в сравнение с HSS.
Съвет: Ако използвате множество инструменти, Започнете с най -здравия инструмент за груб, След това преминете към по -фини инструменти за завършване.
Определете идеалния път за инструменти
Намаляване на смилането (Изкачете мелене) често намалява вибрациите в сравнение с конвенционалните (нагоре) фрезоване.
Подравнете силите за рязане с посоката на работната собственост, за да се предотврати отклонението.
За тънки или гъвкави части, Избягвайте пълните пътеки за годеж - Използвайте по -лека, Вместо това прогресивни преминава.
Настройка и поддръжка на машини
Инсталирайте машини на твърди, Основи на нивото (за предпочитане подсилен бетон).
Използвайте подложки за изравняване, котви, или изолация.
Рутинно проверявайте за износени лагери, Разхлабени винтове, или повредени водачи.
Поддържайте всички софтуер и фърмуера на контролера актуализирани за най -доброто поведение на машината.
ВЪРХОВЕ Помага за осигуряване на ефективни разтвори за обработка
Чат е едно от многото предизвикателства в обработката на ЦПУ, и е необходим опит, за да го разрешите ефективно. В TOPS, ние сме специализирани в прецизна обработка и преодоляваме 20 години опит в предоставянето на високоефективни части-дори при най-предизвикателните условия.
Независимо дали ви помага да оптимизирате дизайна на частта, Изберете най -добрия инструмент, или подобряване на стабилността на процеса, Екипът ни е готов да помогне с:
DFM в реално време (Дизайн за производство) Обратна връзка
Персонализирана стратегия за пътека за инструменти
С висока точност CNC фрезоване и завъртане
Надеждна доставка и осигуряване на качеството
Качете вашия CAD файл днес и вземете безплатна оферта заедно с експертна поддръжка, за да предотвратите проблеми с обработката, преди да се появят.
Заключение
Чат в обработката е нещо повече от шум - това е знак, че процесът ви се нуждае от подобрение. Чрез идентифициране на неговите причини и използване на правилните техники, Производителите могат да намалят вибрацията, Подобрете повърхностното покритие, Защита на инструментите и машините, и повишават общото качество на производството.
Обърнете внимание на вашата настройка, Оптимизирайте условията си за рязане, И не се колебайте да потърсите експертна помощ. Добре контролирана среда за обработка винаги ще превъзхожда една, поразила от чат.
Често задавани въпроси
- Какво представляват чат марки в обработката?
Марки за чат са повтарящи се, Нерегулярни повърхностни модели, причинени от вибрация на инструмент или детайл по време. Те обикновено се появяват като пулсации или вълни. - Какво причинява бърборене в обработката?
Бърборенето се причинява от резонанс, Нестабилни условия за рязане, Лошозащитно стопанство, Дълги надвеси на инструменти, или износени инструменти. - Как да идентифицирам бъбривост при обработка?
Обикновено се идентифицира чрез силен скърцащ шум и видими вълнообразни модели на повърхността на детайла. Квалифицираните машинисти често го разпознават само по звук. - Как да премахнете марките за бъбривост от част?
Можете да ги премахнете чрез повторно обработване със стабилна настройка, полиране на повърхността, или промяна на параметрите за рязане за намаляване на вибрацията. - Може ли да се елиминира чат?
В някои случаи, Незначителната вибрация е неизбежна. въпреки това, С правилна настройка и обработка на стратегии, значителният бъбрек може да бъде сведен до минимум или елиминиран изцяло.
Прочетете повече:
Избор на правилния инструмент за рязане
Стандарти за грапавост на повърхността и методи за проверка
Пълно ръководство за машинистки менгета
![]()

