Огъването на алуминий е критичен производствен процес, който включва трансформиране на прави алуминиеви профили или листове в специфични форми чрез механична сила. защото алуминий притежава уникална кристална структура, постигането на перфектно огъване без напукване изисква задълбочено разбиране на науката за материалите и механичните техники.
аз. Критични фактори, влияещи върху процеса на огъване
Успешното огъване на алуминий зависи не само от машината; зависи от физиката на материала:
Оформяемост: Това е присъщата способност на сплавта да претърпи пластична деформация без разрушаване. Фактори като зърнеста структура и химичен състав определят дали даден метал ще „потече“ или ще „щрака“ по време на огъване.
Удължение: Измерено като процент по време на изпитване на опън, удължението показва колко металът може да се разтегне, преди да се счупи. Сплавите с голямо удължение са много по-прощаващи по време на огъване с малък радиус.
Радиус на огъване срещу. Дебелина: „Минималния радиус на огъване“ е най-малкият радиус, до който листът може да бъде огънат, без да се провали. Общо взето, по-дебелите материали изискват по-големи радиуси на огъване, за да се предотврати превишаването на крайната якост на опън на външната повърхност.
II. Най-добрите алуминиеви сплави за огъване
Не всеки алуминий е създаден еднакъв. Легиращите елементи (Манган, Магнезий, Силиций) променят драстично начина, по който металът реагира на стрес:
1. 3003 Серия (Манганова сплав)
Това е може би най-добрата сплав за огъване с "общо предназначение".. Той е много работещ и предлага умерена здравина.
Характеристики: Висока пластичност, отлична устойчивост на корозия.
Приложения: Химическо оборудване, покривни, и топлообменници.
2. 5052 Серия (Магнезиева сплав)
По-силен от 3003 серия, 5052 е фаворит за структурна работа с ламарина.
Характеристики: Отлична якост на умора и устойчивост на морска среда. Запазва формата си добре след огъване.
Приложения: Морски хардуер, хидравлични тръби, и медицинско оборудване.
3. 6061 Серия (Сплав от магнезий и силиций)
Докато 6061 е най-често срещаният "структурен" алуминий, пословично е трудно да се огъне. Склонен е към напукване, освен ако не се използват специфични температури или методи за предварително нагряване.
Приложения: Аерокосмически структури, автомобилни рамки, и тежкотоварни мостове.
III. Разбиране на темперамента и предотвратяване на провал
The Темперамент (твърдостта или състоянието на метала) е също толкова важен, колкото и самата сплав.
О (Закален): Най-мекото състояние, най-лесен за огъване, но предлага ниска структурна здравина.
април/пет (Термично обработен): Осигурява висока якост, но прави материала крехък и склонен към напукване при огъване.
Съвети за предотвратяване на напукване:
Bend Across the Grain: Като дърво, алуминият има посока на "зърно" от процеса на валцуване. Огъването перпендикулярно на зърното намалява вероятността от повреда.
Използвайте смазване: Намалява триенето между метала и матрицата, предотвратяване на замърсяване на повърхността.
Предварително загряване: За сплави с висока якост като 6061, нагряването на материала до определена температура може временно да увеличи пластичността.
IV. Сравнение на методите за промишлено огъване

В зависимост от геометрията на частта (лист срещу. тръба), необходими са различни механични подходи:
| Метод | Как работи | Най -доброто за |
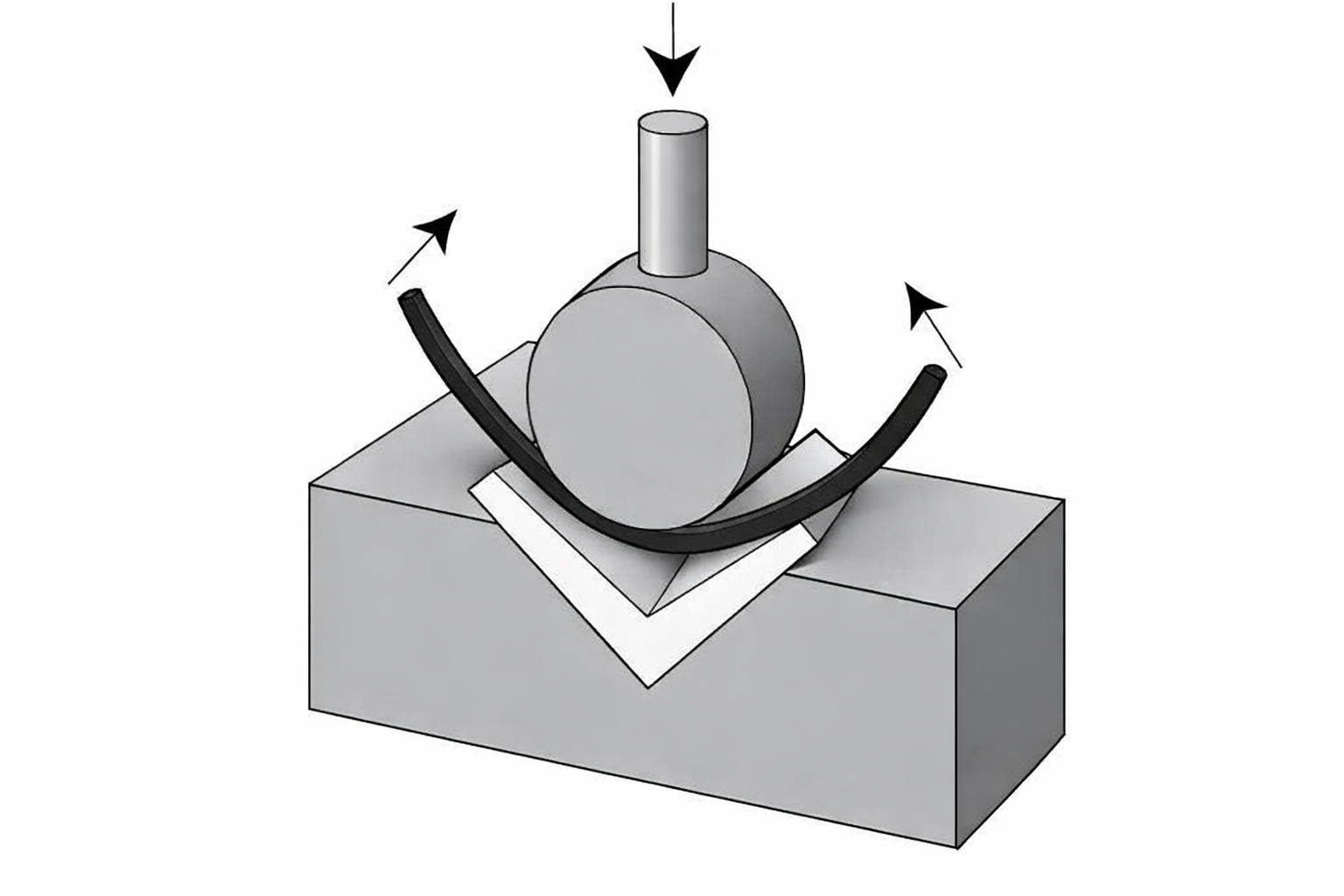
| Натиснете спирачката | Перфоратор принуждава листа във V-образна матрица. | Големи чаршафи, ъгли с висока точност. |
| Огъване на ролка | Алуминият преминава през три въртящи се ролки. | Криви с голям радиус, цилиндри, и обръчи. |
| Ротари теглене | Металът се затяга към въртяща се матрица и се изтегля около нея. | Тръби с плътен радиус (ауспуси, парапети). |
| Стреч Формиране | Частта се захваща и опъва върху формовъчен блок. | Голям, сложни криви с минимална пружина. |
| Компресия | Обувка за чистачки обвива материала около неподвижна матрица. | Изработване на еднакви завои в двата края на детайла. |
V. Основни приложения на огънат алуминий
Автомобилна: Панелите на каросерията и структурните рамки разчитат на огънат алуминий, за да поддържат автомобилите леки и икономични.
Космонавтика: Ребрата на фюзелажа и гредите на крилото често се създават чрез формоване с разтягане, за да се осигури висока прецизност.
Строителство: Прозоречните рамки и архитектурните облицовки използват огъване с три ролки за естетически извивки.
електроника: Радиаторите и корпусите често се изработват чрез огъване на абкант.
Често задавани въпроси
1. Защо алуминият „изплува“, след като го огъна?
Пружинното връщане възниква, защото всички метали имат известна степен на еластичност. Когато силата на огъване се освободи, вътрешното еластично напрежение кара частта да се върне частично в първоначалната си форма. За компенсация, операторите трябва да „прегънат“ детайла с няколко градуса.
2. Мога ли да огъна алуминий 6061-T6, без да се напука?
Трудно е. 6061-Т6 е много крехък. За да го огънете успешно, обикновено се нуждаете от много по-голям радиус на огъване (поне 3 пъти до 6 пъти дебелината) или трябва да го закалите до температура "W" или "O", преди да го огънете.
3. Какво е предимството на огъването с ротационно изтегляне пред огъването с ролка?
Ротационното огъване използва a мандат (солидна вложка вътре в тръбата) което предпазва тръбата от пропадане или набръчкване. Много по-добре е за стегнати, точни завои в тръбите, докато огъването на ролка е по-добро за големи, измитащи дъги.
4. Дали огъването на алуминия го прави по-слаб?
Огъването всъщност причинява "работно втвърдяване" на мястото на огъване, което увеличава твърдостта и якостта на опън в тази специфична област. въпреки това, ако завоят е твърде остър, може да въведе микропукнатини, които компрометират структурната цялост.
5. Как да разбера „посоката на зърното“ на алуминиев лист?
На повечето студено валцувани листове, зърното върви успоредно на посоката, в която е навит листът. Често можете да видите бледи надлъжни линии на повърхността. За най-силно огъване, трябва да ориентирате линията на огъване на 90° спрямо тези линии.