
Фрезоване е основополагащ изваждащ производствен процес, който използва въртящ се инструмент за рязане за оформяне на неподвижни детайли. Общо решение, пред което са изправени машините, е да избирате между две различни техники: Изкачете мелене и конвенционално фрезоване. Докато и двете служат на една и съща обща цел, техните различия значително влияят на производителността на обработката, повърхностно покритие, и животът на инструмента. Тази статия предоставя задълбочено сравнение, за да ви помогне да разберете кога и защо да използвате всеки метод.
Преглед на методите на смилане
Преди да се потопите в сравнението, Нека разберем основните понятия на всеки метод:
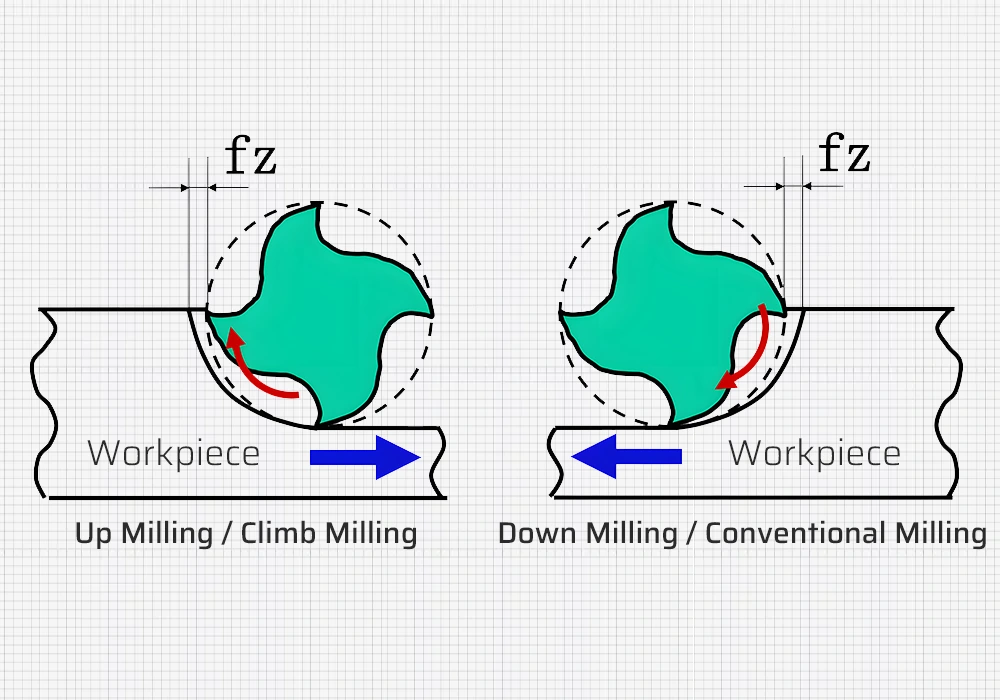
Изкачете мелене (Долно смилане): Резачката се върти в същата посока като подаването на детайла. Нарязващите ръбове ухапва.
Конвенционално фрезоване (Долно смилане): Резачката се върти в посоката на подаването. Чипът започва тънък и се сгъстява с напредването на инструмента.
Как работи всеки процес
Изкачете мелене
При MIRCH MINKING, Инструментът се върти с посоката на подаване, което позволява на режещия ръб да ангажира материала с дебел първоначален чип. Чиповете се изхвърлят зад резачката, Водещо до чист път за рязане. Този метод предлага по -малко триене и обикновено води до по -добро покритие на повърхността.
Конвенционално фрезоване
Тук, Инструментът се върти в посоката на подаването, Постепенно увеличаване на дебелината на чипа. Чиповете се изтласкват пред резачката, което може да доведе до рецитираща и повишена топлина. Този метод предлага повече контрол върху по -старите машини или при работа с трудни материали.
Подробно сравнение: Изкачете се срещу конвенционално фрезоване
Посока на рязане на сила
Изкачете мелене: Упражнява надолу сила, Стабилизиране на детайла и изисква по -малко затягаща сила.
Конвенционално фрезоване: Упражнява възходяща сила, който може да вдигне детайла, Изискване на по -силно тегло.
Образуване на чипове и евакуация
Изкачете се: Чиповете се депозират зад резачката, Намаляване на рецитирането и топлина.
Конвенционални: Чипс излиза отпред, Увеличаване на шанса за рецитиране и износване на инструмента.
Ангажиране и отклонение на инструмента
Изкачете се: По -агресивното влизане може да причини отклонение на инструмента и бърборене при леки настройки.
Конвенционални: Гладният ангажимент предлага по -добър контрол, но увеличава съпротивлението на рязане.
Повърхностно покритие
Изкачете се: Превъзходно завършек поради минимална вибрация и чиста евакуация на чипа.
Конвенционални: По -грубо покритие, Макар и по -последователни за трудни материали.
Носене на инструменти и живот
Изкачете се: Намалена топлина и по -гладко рязане на действия удължават живота на инструмента.
Конвенционални: Триенето и рецитирането на чип могат да съкратят живота на инструмента.
Изисквания към машината
Изкачете се: Нуждае се от съвременни машини с компенсация на обратната реакция.
Конвенционални: Идеален за по -стари машини без елиминатори на обратната реакция.
Пригодност по тип материал
Изкачете се: Най -подходящи за меки материали като алуминий и пластмаса.
Конвенционални: По -подходящ за по -твърди материали като чугун или инструментална стомана.
VИбрация и стабилност
Изкачете се: По -предразположена към вибрация, ако настройката на машината липсва твърдост.
Конвенционални: По -стабилен в широк спектър от материали и условия.
Сценарии за приложение в реалния свят
Кога да използвате Malbing Milling
Високо прецизни довършителни проходи
При използване на CNC машини с минимална реакция
За чисто, Разфасовки без бури на меки материали
Кога да използвате конвенционалното фрезоване
Груби операции или първо преминаване на груби/окислени повърхности
Работа с твърди материали
Използване на ръчни или по -стари машини за смилане
Изкачете се срещу конвенционално фрезоване: Обобщена таблица
| Особеност | Изкачете мелене (Надолу) | Конвенционално фрезоване (Нагоре) |
| Посока на резачката | Същото като фураж | Противоположно на храненето |
| Дебелина на чипа | Дебел до тънък | Тънки до дебели |
| Повърхностно покритие | По -гладко | По -грубо |
| Животът на инструмента | По -дълго | По -къса |
| Топлинно разсейване | В детайла | В инструмент |
| Необходима е облигаемост на машината | високо | Умерен |
| Вибрационен риск | По-високо | По-ниска |
| Подходящи материали | По -мек | По -трудно |
Експертни съвети за избор
Използвайте Climb Milling за прецизност и довършителни разфасовки.
Използвайте конвенционално фрезоване за по -строги материали и ръчни машини.
Започнете с конвенционални на окислени повърхности, След това завършете с мелене на изкачване.
Осигурете строги настройки и премахване на обратната реакция за смилане на изкачване.
Последни мисли
Докато изкачването на меленето често осигурява по -добър живот на инструмента и повърхностно покритие, Изисква повече от машината и оператора. Конвенционално фрезоване, макар и по -малко рафиниран, е здрав и надежден при по -строги условия. Овладяването както на методите, така и на разбирането на техните случаи на най -добро използване ще подобри значително резултатите от обработката и ефективността.
Независимо дали обработвате аерокосмически части или ежедневни компоненти, Изборът на правилната техника на смилане е от ключово значение за производителността и производителността.
Вътрешни връзки :
Обясни се на повърхността на CNC
Външни референции:
HAAS автоматизация на техники за фрезоване: https://www.haascnc.com
Център за знания на Sandvik Coromant: https://www.sandvik.coromant.com
Практически дискусии за машини на форума: https://www.practicalmachinist.com
Основи на фрезоване на CNCCOOKBOOK: https://www.cnccookbook.com
![]()

