
В кастинг, матрицата не е просто друг инструмент – тя е ядрото на целия производствен процес. Мухълът определя формата на частта, сила, и точност на размерите, което го прави един от най-критичните аспекти на дизайна на матрицата за леене под налягане.
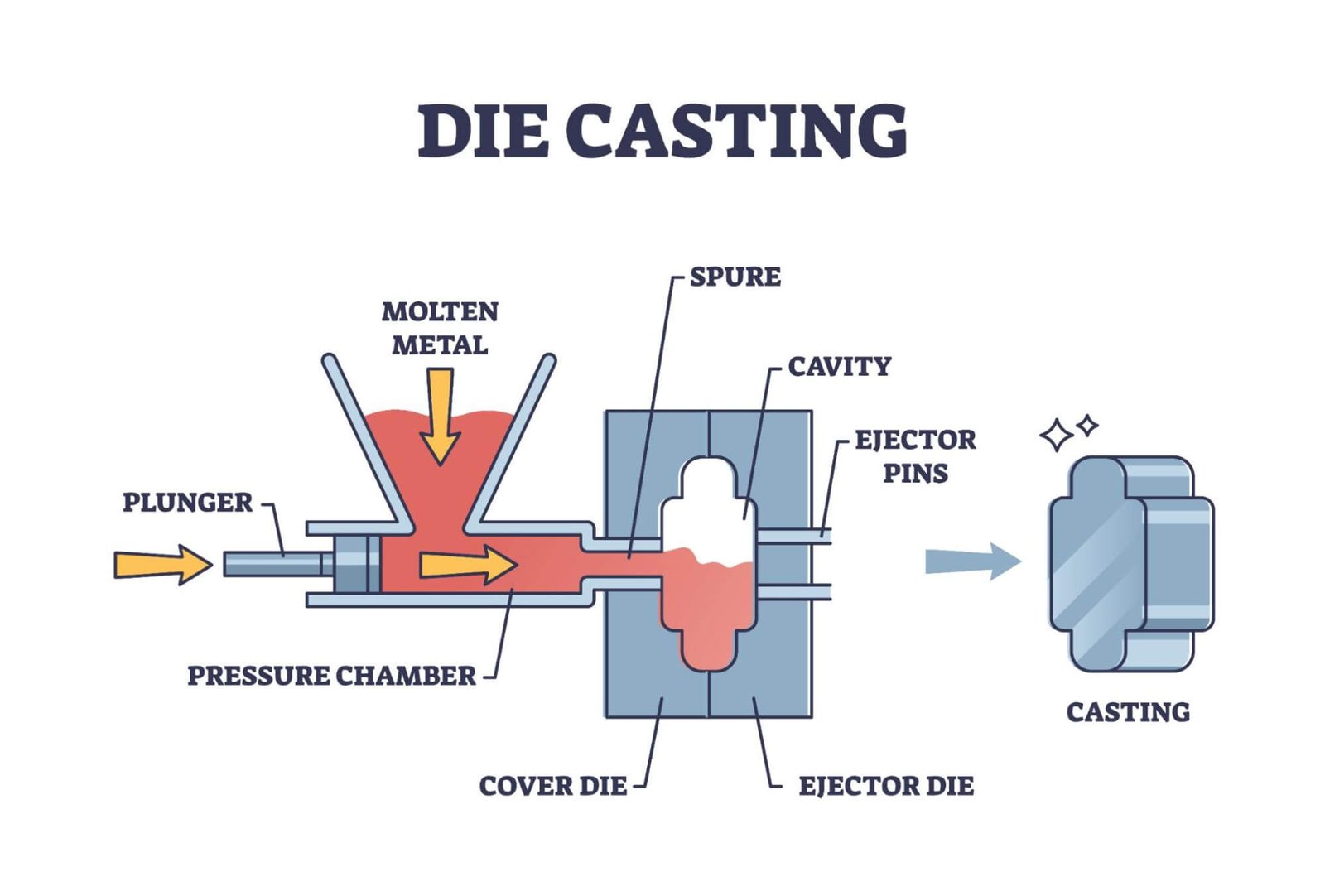
Когато разтопен метал -алуминий, цинк, или магнезий— впръсква се във форма под високо налягане, формата и характеристиките на кухината определят всеки детайл на крайния компонент. Ето защо дизайнът на матрицата играе толкова важна роля в качество на продукта, еднаквост, и надеждност.
Лошо проектираната форма често води до дефекти като напр:
Порьозност (въздух, уловен в отливката).
Светкавица (излишен материал на разделителните линии).
Студени затваряния (непълно запълване на кухини).
Изкривяване или напукване поради неравномерно охлаждане.
От друга страна, правилно проектирана форма гарантира гладък метален поток, постоянна дебелина на стената, ефективно охлаждане, и по -дълъг живот на инструмента. Това не само гарантира по-добри продукти, но и подобрява ефективност на разходите чрез намаляване на скрап, преработка, и престой.
В крайна сметка, инструментите за леене под налягане не са само за оформяне на метал - това е за контролиране на всеки етап от процеса, за да се постигне по-силен, запалка, и по-прецизни компоненти.
Компоненти на матрица за леене под налягане

Формата за леене под налягане е сложен комплект от части, които работят безпроблемно заедно. Всеки компонент играе критична роля при насочването на разтопения метал, оформяне на продукта, и осигуряване на плавно изхвърляне. Нека ги разбием:
1. Формовъчна система
Тази система определя действителната геометрия на отливката. Тя включва:
Кухина: Оформя външната повърхност.
Ядро: Създава вътрешни кухини или вдлъбнатини.
Вложки & Плъзгачи: Позволете сложни геометрии и подрязвания.
Поставете щифтове: Поддържайте малки функции и задържайте вложките на място.
Без прецизна формовъчна система, невъзможно е да се постигнат сложните и леки конструкции, които често се изискват в съвременните индустрии.
2. Mold Base System
Гръбнакът на матрицата, обикновено се прави от закалени стоманени плочи и рамки, осигурява здравина и стабилност. Той държи всички секции на матрицата подравнени и пасва сигурно в машината за леене под налягане.
3. Система за изхвърляне
Система за изхвърляне
След като отливката се втвърди, трябва да се отстрани без повреда. Ежекторни щифтове, връщане на щифтове, и направляващите плочи изтласкат детайла внимателно. Лошата система за изхвърляне може да причини петна по повърхността, залепване, или дори напукване.
4. Runner System
Това е път за разтопен метал. Той свързва камерата под налягане с кухината чрез компоненти като канали, бегачи, и порти. Една добра система за бегач гарантира:
Еднообразен пълнеж.
Намалена турбуленция.
По-малко въздушни капани.
5. Преливна система
Задържаните газове и излишният метал излизат през него преливни слотове, вентилационни слотове, и вентилационни тапи. Това предотвратява порьозността и подобрява целостта на отливката.
6. Поддържащи компоненти
Позициониране на части, карфици, и болтовете държат всичко сигурно на място, гарантираща повторяемост и дълъг живот на формата.
Заедно, тези елементи правят формите за леене под налягане едни от най- прецизно проектирани инструменти в съвременното производство.
Видове форми за леене под налягане
Процесът на леене под налягане използва различни видове форми в зависимост от производствените нужди. Изборът на правилната форма гарантира ефективност, издръжливост, и ефективност на разходите.
Прототипирането умира
Прототипните матрици позволяват на производителите да геометрия на тестовата част, поведение на сплавта, и поток от мухъл преди инвестирането в скъпо производство умира. Докато те не траят дълго, те са от решаващо значение за:
Ранно валидиране на дизайна.
Откриване на недостатъци.
Краткосрочно тестване.
За леене под високо налягане, прототипните матрици могат да бъдат изградени с помощта на предварително закалени стомани и по-прости системи за охлаждане/изхвърляне, правейки ги по-бързи и по-евтини.
Бързото инструменти умира
Rapid tooling използва усъвършенствани методи като селективно лазерно синтероване (SLS), директно отлагане на метал (ДМД), или лазерно проектирано оформяне на мрежа (ОБЕКТИВ) за бързо създаване на форми. Тези матрици са полезни за спешни проекти или малки производствени серии, балансиране на скорост и функционалност.
Производството умира
Гръбнакът на мащабно леене под налягане на алуминий. Производствените матрици са направени от закалена инструментална стомана и могат да издържат стотици хиляди цикли. Опциите включват:
Матрици с една кухина: Просто и точно.
Мултикухини матрици: Произвеждайте няколко части на цикъл, Идеален за масово производство.
Единицата умира
Това са модулни форми, монтирани в стандартни държачи за матрици. Те са рентабилни за нисък обем, по -малко сложни части. въпреки това, за мащабно производство със сложни форми, персонализирани матрици са за предпочитане.
Подстригването умира
След кастинг, излишен метал (светкавица, бегачи, прелива) трябва да бъдат премахнати. Трим матрици автоматизирайте този процес, спестяване на време и подобряване на последователността на частите. Някои изискват хидравлични движения, докато други работят с прости механизми за отваряне/затваряне.
Всеки тип форма предлага уникални предимства, и изборът зависи от обема на производството, сложност, и бюджет.
Процес на проектиране на матрица за леене под налягане

Проектирането на матрица е инженерно интензивен процес който съчетава геометрията, физика, и симулация. Ето как обикновено се разгръща:
1. Предварителна фаза
Първата стъпка е проверка на технологичност от частта:
Размерен изглед: Определя размера, брой кухини, и необходимата сила на затягане.
Геометричен изглед: Определя разделителни линии и посоки на отваряне на формата.
Лошото планиране тук често води до дефектни форми и по-високи разходи.
2. Определяне на броя на кухините
Форми с една кухина: По -просто, по -точно, но по-бавно.
Форми с много кухини: По-бързо производство, но по-сложно по отношение на пълнене и изхвърляне.
Това решение зависи от производствен обем и цели за време на цикъла.
3. Прожекционна зона
Това е зоната, изложена на посоката на отваряне на формата. По-големите прожекционни площи увеличават силата на разтопения метал срещу стените на формата, което може да причини светкавица или повреда на инструмента, ако не се управлява правилно.
4. Обем и форма на матрицата
Големите части се свиват повече поради по-дълго време за охлаждане. Дизайнерите трябва да отчитат:
Поставяне на инжекционен канал за оптимизиране на потока на метала.
Тип затваряне на матрицата (прости механизми за отваряне/затваряне или сложни механизми).
Прелива за заснемане на по-студени кадри и предотвратяване на дефекти.
5. Симулация чрез полуемпирични режими
Симулационният софтуер предвижда метален поток, скорост на пълнене, температурни градиенти, и времена за охлаждане. Това предотвратява дефекти преди производството и помага на инженерите да коригират дизайна за здравина или повърхностно покритие.
Следвайки този процес, производителите създават форми, които са ефикасен, издръжлив, и без дефекти.
Ключови фактори за перфектни инструменти за леене под налягане
Дори и най-добрият дизайн може да се провали без внимание към ключови детайли. Следните фактори правят или повреждат формата за леене под налягане:
Die Draft: Осигурява хлабина за безопасно изхвърляне. Вътрешните стени често се нуждаят от повече течение от външните стени поради свиване.
Филета: Заоблените ръбове предотвратяват концентрацията на напрежение, подобряване на силата, и разширете живота на инструмента.
Линии за разделяне: Лошото позициониране води до прекомерна светкавица и дефекти.
Шефове: Използват се като опори или точки за монтаж. Изисквайте оребряване за еднаква дебелина.
Ребра: Подсилете тънките участъци, намаляване на теглото, и подобряване на потока.
Дупки & Windows: Помощ за намаляване на теглото, но изисква внимателно вентилиране и дизайн на преливника.
Символи & Логос: Добавете марка, но повлияйте на производствените разходи в зависимост от повдигнатите или вдлъбнати дизайни.
Дебелина на стената: Еднаквите стени осигуряват гладко пълнене и намаляват изкривяването при охлаждане.
Чрез овладяване на тези фактори, производителите постигат постоянно качество и дълготрайна работа на инструмента.
Най-добри практики в индустрията и модерни решения
Индустрията за леене под налягане продължава да се развива с нови технологии и методи. Ето някои най-добри практики:
Софтуер за симулация: Намалява пробите и грешките чрез предвиждане на дефекти.
Избор на материал: Закалени инструментални стомани като H13, с покрития, осигуряват превъзходна издръжливост.
Оптимизиране на разходите: Модулният дизайн и единичните матрици спестяват разходи за по-малки тиражи.
Професионални партньорства: Възлагането на външни изпълнители на експерти гарантира прецизно проектиране на формата и бърза реализация.
Тези практики гарантират, че производителите остават конкурентоспособни, докато доставят високоефективни алуминиеви отлети части.
Заключение
Проектирането на матрици за леене под налягане не е просто да се направи инструмент – това е инженерна ефективност, издръжливост, и прецизност във всяка произведена част. От прототипиране до мащабно производство, формите определят дали даден проект ще успее или ще се провали.
Чрез разбиране на компонентите на матрицата, типове, процеси на проектиране, и ключови фактори, производителите могат да създават инструменти, които минимизират дефектите, намали разходите, и увеличете максимално качеството. С модерни инструменти за симулация и експертни партньорства, бъдещето на дизайна на формите за леене под налягане е по-обещаващо от всякога.
Ако планирате следващия си проект за леене под налягане, Не забравяйте: мухълът е в основата на успеха.
Често задавани въпроси
- Леенето под налягане е постоянно леене в матрица?
не. Леенето в постоянна форма използва гравитационно захранван разтопен метал, докато леенето под налягане използва високо налягане за насилване на метала във форми. - Какви материали се използват за формите за леене под налягане?
Повечето форми използват закалени инструментални стомани като H13, често с повърхностни покрития за допълнителна устойчивост на износване. - Колко време издържа една форма за леене под налягане?
С подходящи материали и поддръжка, формите могат да издържат стотици хиляди до милиони цикли. - Каква е разликата между прототип и производствени матрици?
Прототипните матрици са за кратки тиражи и тестване, докато производствените матрици са създадени за дългосрочно, производство в голям обем. - Може ли формите за леене под налягане да се използват повторно?
да. С редовна поддръжка, формите за леене под налягане могат да бъдат използвани повторно за много производствени цикли, правейки ги рентабилни във времето.
![]()


1 мисъл за "Дизайн и инструменти за каране на матрици: Пълно ръководство за производителите”