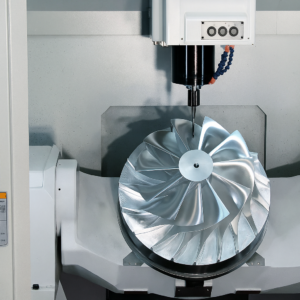
Когато започна цифровата революция, Мнозина прогнозираха, че компютрите и роботите скоро ще заменят хората на фабричния етаж - работи по -бързо, по-евтино, и без грешка. все пак, десетилетия по -късно, Открихме, че човешкото творчество и решаването на проблеми в движението остават незаменими, Особено при сложни производствени задачи. CNC машините се отличават с повтаряне, Операции, базирани на правила, Но когато детайлът надвишава ограниченията на машината или хвърля неочаквани препятствия, Опитен машинист е този, който намира път напред.
Голяма част от обработката подчертава тази синергия между автоматизацията и човешката изобретателност. Докато 3-осе мелница може без усилие да изтръгне малки скоби, Справяне с 5-метров структурен лъч, тежък кастинг, или мултитонната форма изисква гъвкаво мислене. В тази статия, Ще проучим четири често срещани препятствия, срещани при обработка на големи компоненти - и да споделяме практически, Подробни стратегии, използвани от находчиви магазини, за да свършат работата правилно.
Четири често срещани проблема при обработка на големи части

Работещ плик е твърде малък
Проблемът:
Дори най -модерните обработващи центрове имат ограничено пътуване в x, Y, и Z оси. Ако вашият суров кастинг или заготовки се простира извън тези граници, Просто не можете да достигнете до всяка функция в една настройка.
Подробни решения:
Сегментирана обработка & Препозициониране
Персонализирани тела: Машина по една зона наведнъж, След това плъзнете или завъртете частта в положение, като използвате релси в стил Dovetail или прецизни въртящи се стойки.
Индексиране на джиги: Включете вградени функции на датата в дизайна на вашия приспособление, така че частта винаги се намира точно след всяко движение-елиминирайки кумулативни грешки в позиционирането.
Планиране на CAD/CAM: Импортирайте сегментирани настройки във вашия CAM софтуер, за да симулирате клирънс и да генерирате отделни пътеки за инструменти за всеки регион.
Алтернативни машини
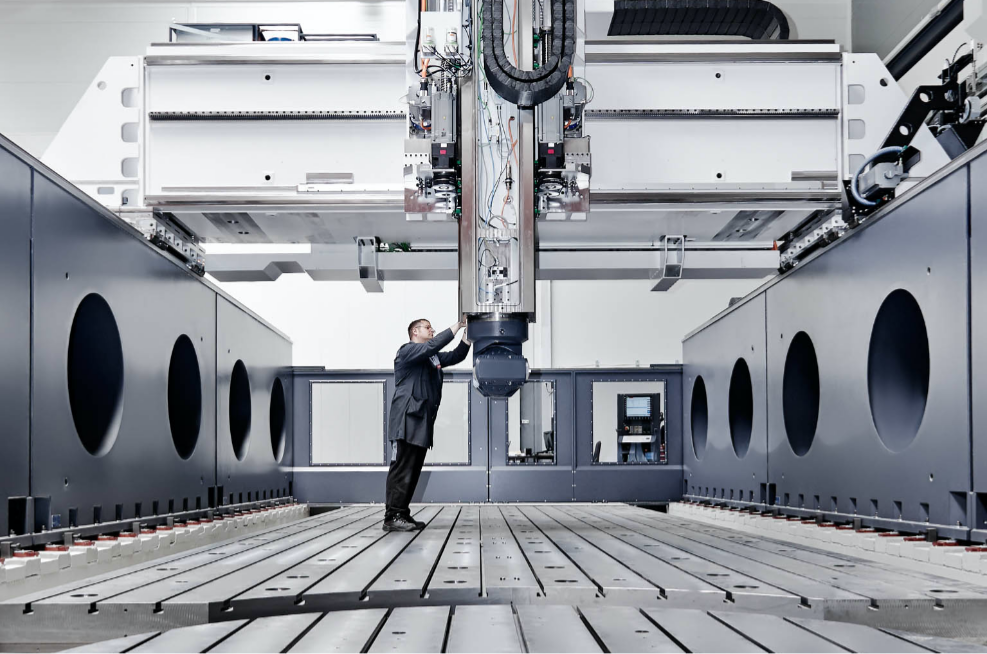
Gantry Mills: За изключително големи части, Надземните мелници предлагат стотици сантиметра пътувания.
Преносими обработващи единици: На място преносими машини за скучно и фрезоване могат да бъдат притиснати директно към големи сглобки, Пренасяне на инструмента към детайла, а не обратно.
Обръщане & Хибриди на мелница/завой: Хоризонталната мелница с въртяща се маса с голям диаметър ви позволява да се справяте с дълги валове или цилиндри при по-малко настройки.
Детайл твърде голям за заграждението
Проблемът:
Вашата част може да е твърде висока под шпиндела, твърде дълго, за да се побере вътре в бариерите за безопасност, Или просто толкова тежък, че надвишава товароносимостта на машината.
Подробни решения:
Дизайн на модулна част
Разделени компоненти: По време на фазата на проектиране, Посочете, че сложните сглобки се произвеждат в подводници на болта. Обработката на по -малки модули често намалява сложността на настройките и подобрява допустимите отклонения.
Пълно сглобяване на довършителни работи: Машини за чифтосване на машината и функции за подравняване Последно - след заварен или болт с болтове - за да се гарантира обща точност.
Машилни модификации (с повишено внимание)
Смееници на главата на шпиндела: Използвайте по-кратък притежател на инструменти от нос до маса, за да придобиете допълнително Z-пътуване.
Премахване на бариерата: Временно премахнете или преконфигурирайте охраната на чипа и безопасните врати-след оценка на риска и правилното блокиране/маркиране-за да се настанят по-дълги части.
Повишена твърдост: Подсилвайте или добавете опори към врати и предпазители, за да се предотврати вибрацията или случаен контакт.
Външни опори & Споделяне на натоварване
Стабилни почивки & Опашки: Позиционирайте персонализирани стабилни лагери или ролкови опори под надвиснали участъци, за да се предотврати провисване и отклонение.
Хидравлични или пневматични повдигачи: Използвайте таблици или крикове за повдигане на въздуха, за да споделите теглото на изключително тежки части; Това намалява напрежението на осите и лагерите на машината.
Неспазване на тесни допустими отклонения
Проблемът:
Голям, Неудобните части могат да се изместват, Регистрирайте се неправилно между настройките, или натрупват малки грешки, които каскадират в функции за извън толерантност.
Подробни решения:
Строго валидиране на настройка
Лазерно проследяване & Подравняване: Използвайте лазерни проследяващи, за да потвърдите, че вашето държане и подравняване на осите остават в рамките на няколко микрона през целия плик за обработка.
Тестове на топка: Редовни тестове за топка или производителност на вашата машина откриват всяка минута геометрични неточности или обратна реакция, които могат да развалят критични пристъпи.
Постепенни довършителни проходи
Полу-финиски разфасовки: Вместо, Планирайте междинно „полуфинично“, за да премахнете по-голямата част от остатъчните марки за обработка преди окончателното преминаване.
Адаптивен контрол на пътеката на инструмента: Използвайте алгоритмите за груби на запасите на софтуера на CAM, за да избегнете инструменти за претоварване и въвеждане на отклонение по време на дълбоки разфасовки.
Подобрени техники за собственост на работниците
Затягане с нулева точка: Локаторите за бърза промяна поддържат последователни референции за дата, дори ако частта е преместена от масата и отново.
Модулни комплекти за приспособяване: Предварително конфигурираните блокове за тегло и надгробни паметници ви позволяват незабавно да възстановявате работни координати при настройките.
Термичен & Механично изкривяване
Проблемът:
Големи обеми метални абсорбират топлината на рязане неравномерно, причинявайки разширяване, което измества критичните размери. Тежките надвеси или небалансирани секции се гъвкави при режещи сили, което води до бърборене или постоянно отклонение.
Подробни решения:
Термично управление
Група с ниска топка: Изберете за леки аксиални дълбочини на рязане и по-високи скорости на рязане, за да сведете до минимум натрупването на топлината.
Охлаждащи се с висок поток: Разгърнете системите за наводнена охлаждаща течност с дюзи с високо налягане, за да евакуират чипс и да контролирате температурата точно в зоната на рязане.
Периодични периоди на почивка: За масивни компоненти, Пауза периодично, за да позволи частта да се върне към температурата на околната среда, преди да възобнови критичните покрития.
Механично закрепване & Балансиране
Персонализирани щандове: Изработване на регулируеми стабилни почивки, които се притискат около цилиндри или греди, Премахване на гъвкавост по време на дълго аксиално фрезоване.
Противотежести & Балансиращи: Прикрепете временни противотежести към надвисналите секции, преразпределяне на масата, така че натоварването на шпиндела да остане центрирано.
Вложка за затихване на вибрации: Поставете инжектираните с полимер затихнали подложки между частта и приспособлението, за да абсорбирате незначителни вибрации.
Тips За успешна обработка с големи части
ПРОВЕРНО Планиране & Симулация
Използвайте цифрова технология близнак и FEM анализ в CAD/CAM, за да прогнозирате деформация, намеса, и термичен дрейф преди рязане на метал.
Използване на универсалността на магазина
Комбинирайте процеси - завъртане, скучно, мелница, и дори EDM - за да се обърнете към различни секции от голяма част най -ефективно.
Подчертаване на квалифицирани оператори
Насърчавайте машинистите да документират „научени уроци“ по всеки проект, Изграждане на жива база от знания за решения за бъдещи извънгабаритни работни места.
Прожектор на прожекторите в реалния свят
С върхова прецизност (например), Нашите тежкотоварни мелници с 5-оси предлагат пътувания с x-ос, надвишаващи надвишаващи 10 метра, Докато нашите на място скучни глави могат да машинно сглобени корпуси на предавките без разглобяване. Сдвояваме този хардуер с усъвършенствана метрология - лазерни проследяващи, преносими CMM ръце, и адаптивен контрол в реално време-за да се гарантира, че всеки голям компонент отговаря на спецификациите, Без значение от неговия размер или сложност.
Заключение
Обработката на големи части увеличава всяко предизвикателство - грешките на забиването стават скъпи, Термичните изкривявания могат да развалят цели писти, и ограниченията на машината изискват творческо мислене. все пак, Тези препятствия също подчертават стойността на опитен машинист и гъвкав магазин за машини. Чрез комбиниране на щателно планиране, адаптивно приспособяване, термично управление, и универсално оборудване, Дори и най -големите детайли могат да бъдат обработени точно и ефективно.
Когато се сблъскате с огромно предизвикателство за обработка, Не забравяйте: Това е смесицата от автоматизация и човешка изобретателност, която в крайна сметка осигурява успех. Партнирайте с най-високо ниво на магазин, квалифициран в работа с големи части, за да превърнете най-трудните си проекти в конкурентни предимства.
Прочетете повече:
Джиги и приспособление: Всичко, което трябва да знаете
Разбиране на формат на CAD файла за обработка на ЦПУ
![]()