
В съвременното производство на металообработване и прецизност, леене под налягане е един от най -широко използваните процеси за производство на комплекс, Метални части с голям обем с отлична точност на размерите. Сред различните методи за леене на матрици, Мулти-плътен кастинг и Конвенционален кастинг открояват се като две различни техники, всеки със собствени предимства и идеални приложения. Тази статия изследва подробно тези два процеса - обяснявайки как работят, Сравняване на техните силни и ограничения, и предлагане на насоки за избор на правилния метод за вашия проект.
Мулти-плътен кастинг: Прецизност за сложни части

Мулти-плътен кастинг е усъвършенствана форма на леене на матрици с високо налягане, която използва четири или повече слайда-движещи се участъци от формата, които се събират перпендикулярно, за да образуват кухината. Това позволява създаването на изключително детайлни и сложни части с тесни допустими отклонения и фини повърхностни облицовки.
Ключови характеристики:
Употреби четири или повече перпендикулярни слайда.
Активира сложност на инструмента и достъп от множество ъгли.
Проектиран за производство в голям обем на малки, сложни части.
Приложения:
- Електрически конектори
- Автомобилни сензори
- Компоненти на медицински изделия
- Гледайте части
- Механизми за заключване
Предимства:
Висока точност и повторяемост: Способни да държат допустими отклонения до ± 0,01 mm.
По -бързи времена на цикъла: Едновременното движение на слайда намалява времето за производство.
Превъзходно покритие на повърхността: Намалява или елиминира нуждата от вторична обработка.
Части от тънкостенни: Идеален за лек, компактни дизайни.
Конвенционален кастинг: Стандартът за големи компоненти
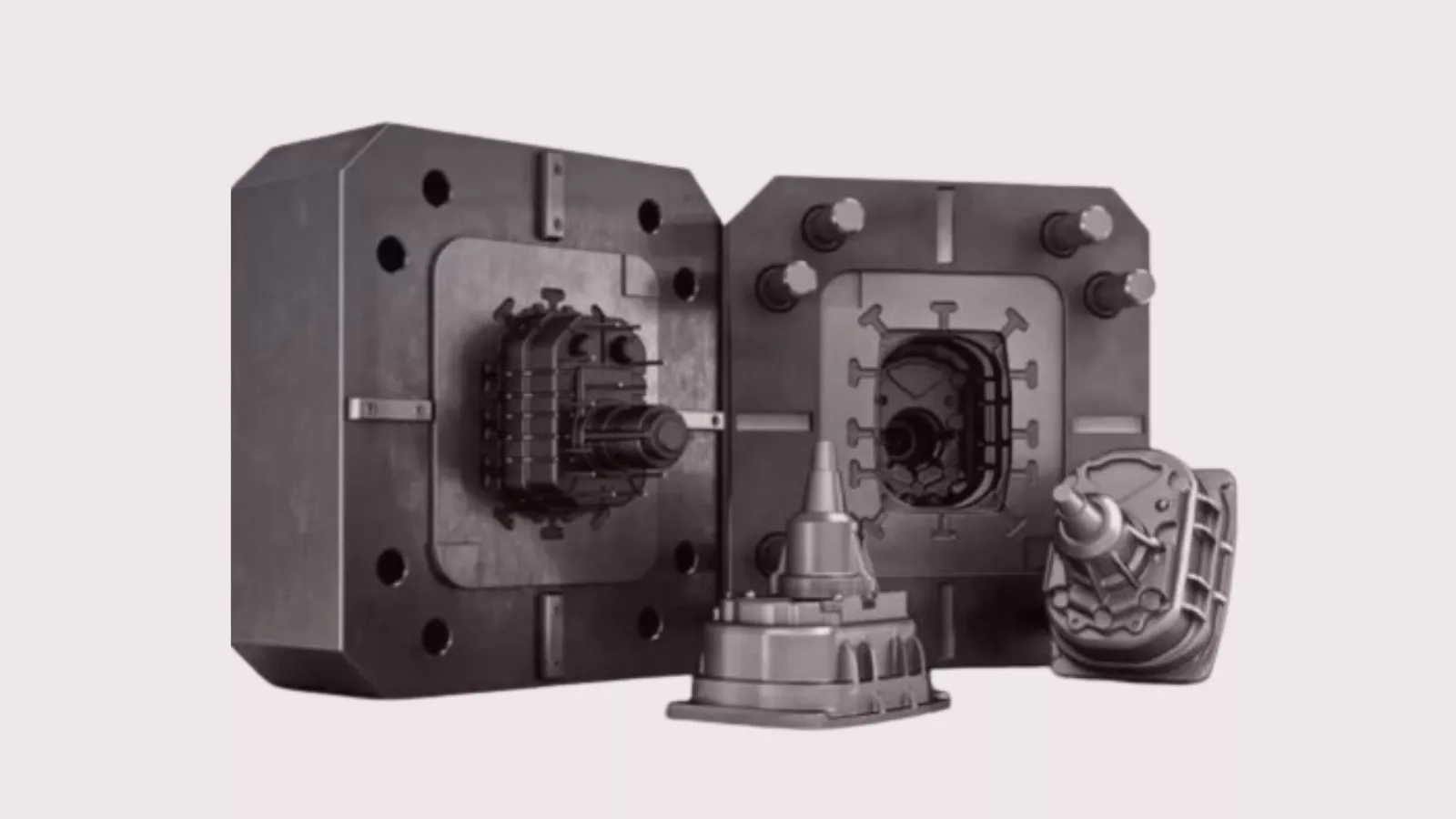
Конвенционален кастинг, често се нарича като леене под високо налягане (HPDC), е добре утвърден производствен процес, който използва система от плесен в две части. Тези форми - разглеждане на стационарна половина и движеща се половина - оформя кухина, в която се инжектира разтопен метал под високо налягане.
Ключови характеристики:
Употреби две части инструменти (Стационарни и подвижни умирания).
Подходящ за производство по -големи части с умерена сложност.
Съвместим с широк спектър от сплави (алуминий, магнезий, цинк, и т.н.).
Приложения:
- Блокове на двигателя и глави на цилиндрите
- Корпуси на скоростната кутия
- Тела на помпата
- Рамки за уреди
- Заграждения за осветление
Предимства:
Ефективен за големи отливки: Може да се справи с по -обемните геометрии и по -дебелите стени.
По -ниски разходи за инструменти отколкото мулти-плъзгащи се за по-прости форми.
Високоскоростно производство за средни до големи части.
Мулти-плъзгач срещу конвенционален кастинг: Сравнение странично
| Особеност | Мулти-плътен кастинг | Конвенционален кастинг |
| Конфигурация на формата | Четири или повече слайда | Система за формиране от две части |
| Размер на частта | Малки до средни части | Средни до големи части |
| Ниво на детайли | Изключително сложни функции | Умерени детайли |
| Толерантност | ± 0,01 mm или по -добре | ± 0,05 mm Типично |
| Време за цикъл | По-кратък поради много плъзгащо изхвърляне | По-дълго поради работа с две плъзгачи |
| цена | По -високо поради сложността на инструментариите | По -ниско за по -прости части |
| Обем на производство | Идеален за малки части с голям обем | Подходящ за големи части с голям обем |
| Животът на инструмента | Дълги, В зависимост от сложността на частта | Дълги, но варира в варира със сплав и топлинен товар |
| Повърхностно покритие | Отлично, Необходима е минимална след обработка | добре, може да изисква обработка или полиране |
Избор на правилния метод за леене на матрица
При избора между мулти-плъзгач и конвенционален кастинг, Помислете за размер, сложност, и изисквания за прецизност на вашите части:
Изберете Мулти-плътен кастинг ако:
Вашите части са малки и сложни.
Имате нужда от тесни допустими отклонения и фини детайли.
Повърхностното покритие е критично, и вторичните операции трябва да бъдат сведени до минимум.
Скоростта и автоматизацията са приоритети в масовото производство.
Изберете Конвенционален кастинг ако:
Вашите компоненти са по -големи и по -малко сложни.
Работите с алуминий или магнезиеви сплави.
Бюджетните ограничения благоприятстват по -прости инструменти.
Вашият проект изисква стабилни части за подробни функции.
Партньор с TOPS Прецизност За решения за кастинг на експерти
При TOPS Прецизност, ние сме специализирани и в двете мулти-плътен и конвенционален кастинг Технологии за посрещане на разнообразните нужди на нашите клиенти в автомобила, електроника, медицински, и потребителски стоки сектори. Нашите инженери са готови да ви помогнат да оцените дизайна на вашата част и да препоръчате най-рентабилното и оптимизирано за производителност решение.
Независимо дали произлизате на миниатюрни сензори или жилищни корпуси, TOPS доставя прецизност, качество, и ефективност Всяка стъпка по пътя.
📞 Свържете се с нас днес За да научите повече за нашите възможности за кастинг на матрици или да поискате персонализирана оферта за следващия си проект.
ЧЗВ
1: Каква е основната разлика между мулти-плъзгач и конвенционален кастинг?
Основната разлика се крие в Дизайн и инструменти за инструменти. Употреба на кастинг с много плъзгащи се Четири или повече плъзгащи се инструмента които се движат перпендикулярно, за да образуват сложни кухини, Разрешаване на по -подробни части. Конвенционалният кастинг на матрици използва a Форма от две части, което го прави по -подходящ за по -голям, по -малко сложни компоненти.
2: Кой метод за леене?
Мулти-плътен кастинг е предпочитаният метод за малки части с висока точност. Той осигурява тесни допустими отклонения, превъзходни повърхностни завършвания, и По -кратки времена на цикъла, което го прави идеален за компоненти като електрически конектори, сензори, и малки механични възли.
3: По-скъпо ли е кастингът с много плъзгащи се от конвенционалните кастинг?
да, на Първоначална цена на инструмента За мулти-плъзгането на кастинга обикновено е по -високо Поради сложността на механизмите за формата и плъзгането. въпреки това, Често осигурява спестявания от разходи при производство с голям обем Поради по -бързите времена на цикъла и намалената нужда от вторични операции.
4: Може ли конвенционалното леене на матрици да се използва за малки части?
Докато конвенционален кастинг на матрици може да се използва за малки части, това е по -малко ефективни и може да не постигне същото ниво на детайлност или толерантност като кастинг с много плъзга. За най-добри резултати в производството на малки части, Мулти-плъзгачният кастинг като цяло е по-подходящ.
5: Как да избера между двата метода за моя проект?
Вашият избор трябва да се основава на фактори като размер на частта, Геометрична сложност, Изисквания за толерантност, и бюджет.
За малък, сложен, и части с висока точност, Изберете Мулти-плътен кастинг.
За по -голям, по -прости части, Особено когато цената е проблем, Конвенционален кастинг често е по -добрият вариант.
![]()

